X5CrNi18-10中厚钢板高速机车悬挂座的焊接工艺研究
2018-05-18沈言锦石林潇
沈言锦,石林潇
(1.湖南汽车工程职业学院,湖南 株洲 412001;2.济南铸造锻压机械研究所有限公司,山东 济南 250306)
如图1所示,高速机车悬挂座为全不锈钢构件,材料采用X5Cr18Ni9板材,结构特点属于厚板焊接结构,外形尺寸小,产品的外形尺寸为234mm×175mm×152mm。焊接零部件多为板厚t30、t12、t8、t6,焊缝多,因此焊接变形大且控制难度大。另外质量要求高,图纸已标注尺寸精度要求的必须按图纸要求执行,图纸未标注尺寸精度要求的按ISO 13920-BF标准要求执行。由于悬挂支座是主要承重部件,使得制作难度加大,如何用工艺手段去保证焊缝质量、尺寸精度以及平面度是必须解决的关键问题。
悬挂座尺寸和平行度要求高,部分尺寸要求的公差为±0.3~±0.5之间,平行度为0.5,对于焊接结构来说,这样的要求是相当高的,为了达到外形尺寸要求,需要从材料加工,零件组装到焊接严格尺寸要求。
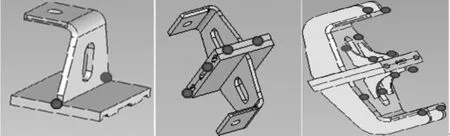
图1 高速机车悬挂座焊接件示意图
1 悬挂座潜在失效模式分析及后果分析
基于原材料母材、焊接结构和技术要求等特点,如何控制焊接变形与焊缝质量就成为试制的工艺难点,表1为悬挂座潜在失效模式分析及后果分析,该分析为下面制定焊接工艺的依据。
2 工艺方案
2.1 物料采购
原材料采购,板材规格为X5CrNi18-10,30mm×1200mm×2200mm,冷轧钢。上述所有材料入库时,必须进行材质复验,验证材料的可靠性[1]。
标准件采购:标准件的采购必须根据技术要求进行。标准件入库时必须保证都有相关的物料标识,标准件制作标准必须在包装上显而易见。
2.2 下料工艺
根据该产品的生产特点以及公司现有生产设备能力情况,对于板料的下料,10mm以下冷轧钢板采用激光切割下料,10mm以上冷轧钢板采用锯断下料。
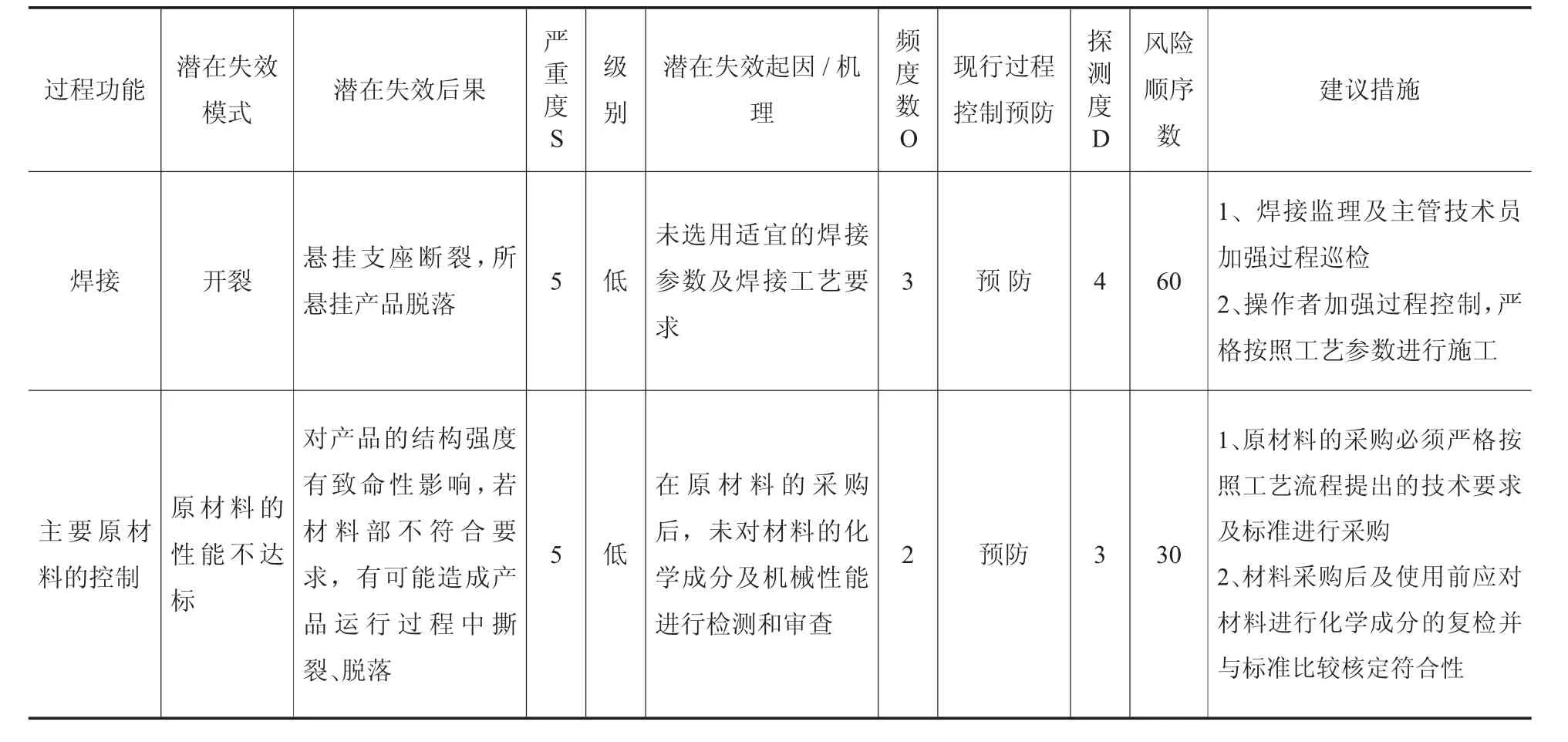
表1 悬挂座潜在失效模式分析及后果分析
2.3 组焊工艺
悬挂支座的焊接采用MAG焊接,焊接工艺参数参照WPS规定参数执行,焊接工作执行前,焊接操作者必须先进行工作试件考试,焊接监督判定工作试件合格后方可进行相关的焊接操作[2]。
2.4 表面处理
表面处理油漆部分要按照《工艺流程》上提供的参数执行。油漆完成后必须出具油漆涂层检验报告,主要检测漆膜厚度和附着力,外观检测根据相关文件执行。
3 焊接工艺规程
在依据焊接件的材料特点和承力特点的基础上,根据焊接的工艺方案,制定焊接的具体工艺至关重要。如表2所示为制定的焊接工艺规范,图2为制定的焊接接头形式,图3为焊接顺序,表3为焊接的工艺参数[3]。
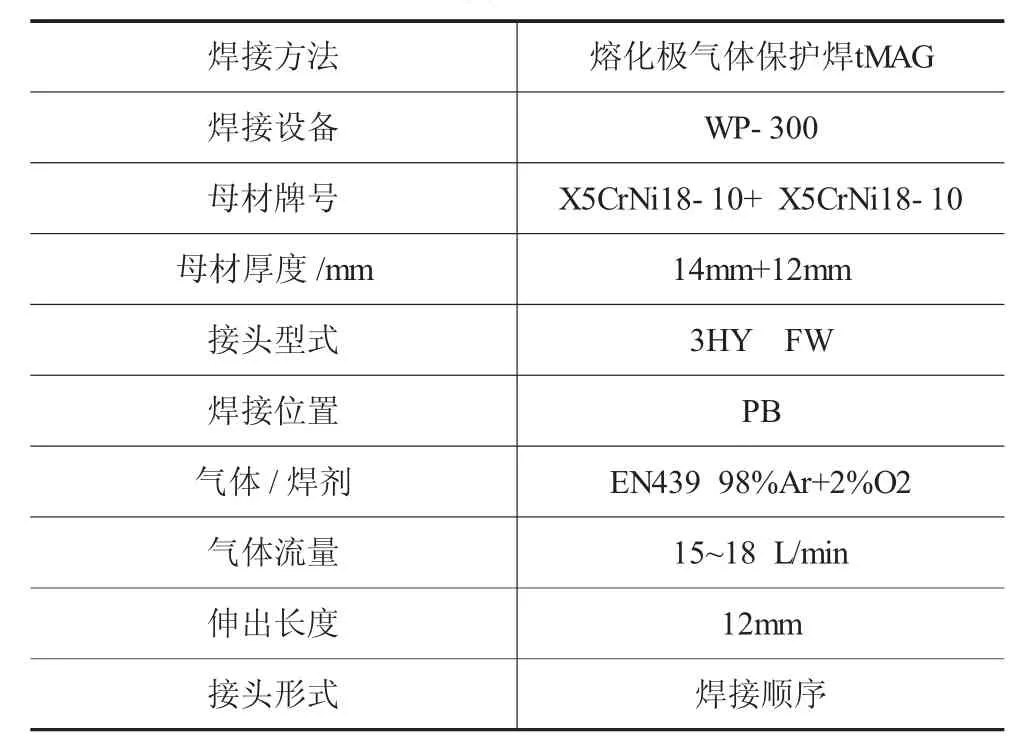
表2 焊接的工艺规范
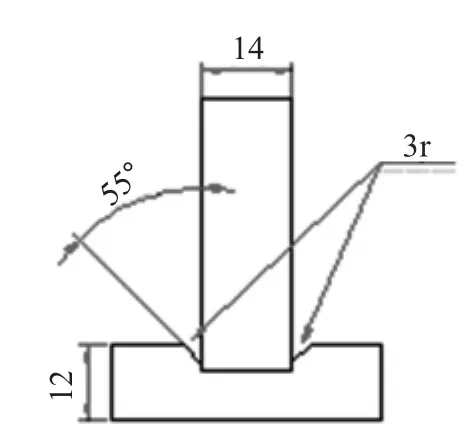
图2 接头形式
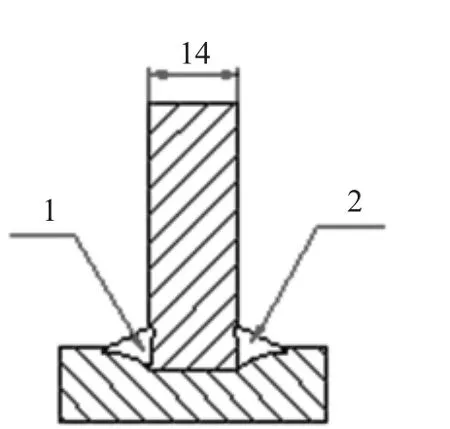
图3 焊接顺序
4 焊接注意事项
在具体的施焊过程中,有以下注意事项:
(1)不同板厚的相似的接头型式(比如带衬垫的V形焊缝和T型接头中带衬垫的HV焊缝),可以归为一类工作试件。或根据ISO 9096-1/ISO 9096-2,不同板厚的焊接件也可以归为一类工作试件。
(2)工作试件需要全机械加工的焊缝坡口。
(3)作为对EN15085的补充符合ISO5817要求范围内的开放性表面气孔必须通过填料的方式将其封闭。C类气孔和线性气孔超标时必须重做工作试件或重焊。

表3 焊接工艺参数
(4)起弧裂纹或收弧裂纹必须铣或磨掉后重焊。
(5)焊接裂纹必须在整个裂纹长度上磨掉并重焊。
(6)根据EN 15085-3,2级焊接质量,可接受的咬边和表面错边不能采用在焊缝区域打磨的方式去除,而必须采用填料消除。咬边和错边超过规定要求时,必须重做工作试件或重焊。
5 试制中出现的问题及改进措施
(1)出现的问题。①部分焊缝收弧处出现弧坑裂纹,部分焊缝连续焊接因焊接过热导致焊缝咬边。②因焊接变形使尺寸超差较多,增加了调校难度。
(2)改进措施。①焊接时要适当延长收弧时间,对每条焊缝编制了焊接顺序计划,并按指导书说明进行分阶段施焊,减少因过热引起的焊缝咬边。②先把两块平板拼接点焊,控制平板的焊接变形,焊好平板上的支架与两种加强板后,磨掉焊点再焊凹槽。
6 小结
X5Cr18Ni9火车悬挂件,由于其材料及受力特点,在焊接过程中具有一定难度。结构特点属于厚板焊接结构,焊缝多,因此焊接变形大且控制难度大。另外质量要求高。由于悬挂支座是主要承重部件,使得制作难度加大,本文通过采用一定的工艺手段去保证焊缝质量、尺寸精度以及平面度,具有一定的借鉴价值。
参考文献:
[1] 雷世明.熔焊原理及金属材料焊接[M].北京:机械工业出版社,1999.
[2] 陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
[3] 代国文.Q345型中厚钢板拼接中优化焊缝的工艺措施[J].电焊机,2007,(6).
