脉宽和功率对CuZr非晶材料激光微孔热影响区影响
2018-05-18董建礼
董建礼
(威海火炬高技术产业开发区高新技术创业服务中心,山东 威海 264209)
与传统机械加工方法、电化学加工相比,激光微孔技术可实现微区加工,激光加工灵活性好,可与数控机床连接,构成各种加工系统,也可在同一机器上完成钻孔、切削、焊接和热处理等加工[1-4]。这些优点,使得激光微孔技术快速发展。激光作用在材料上会产生高温使材料熔覆,熔覆在修复再制造和表面强化方面具有应用[5,6]。然而,激光微孔中激光作用材料上产生的高温一方面用于加工微孔,另一方面多余的热量使得微孔周围产生热影响区,热影响区严重影响孔的精度[7,8]。王志军等人[9]基于二维的双温模型,采用有限差分法计算了飞秒激光烧蚀金属镍的径向热影响区。刘伟伟等人[10]研究了Zr55All0Ni5Cu30和Zr65Al7.5Ni10Cu17.5非晶合金的热影响区晶化行为的差异。韩志仁等人[11]研究激光切割对TCl钛合金热影响区显微组织的影响。赵琳等人[12]利用热模拟技术,研究了1Cr22Mn16N高氮钢激光焊接热影响区(HAZ)的组织和性能。陈巍巍等[13]人研究了NiTiNb形状记忆合金激光焊接过程中工艺参数对焊缝热影响区显微组织、力学性能的变化规律。由于块体非晶合金在常温下具有高强度、高硬度、高耐磨性、高耐蚀性等优异的物理、化学及力学性能,在国防装备、精密机械、生物医用材料、电子信息零件、化工、通讯、运动器材、医疗器材等领域有重要的应用价值[14]。本文主要研究了脉冲激光微孔工艺参数(脉宽、功率)对热影响区的影响规律。
1 实验材料与方案设计
本次实验的材料是厚度为70μm的Cu50Zr50非晶箔材。采用楚天JHM-2GX-200D型激光焊接机,提供激光冲孔所需激光热源。焊接机的输出电流强度范围是60-200A,输出频率范围为1-20Hz,激光工作介质为Nd:YAG,输出脉冲激光,激光波长为1.064um。具体实验方案如下:
(1)用激光焊接机进行打孔实验,工艺参数电流设为 60A,离焦量设为 0,在脉宽为 0.7、0.9、1.1、1.3、1.5、1.7ms下打孔,每个参数下打五个孔。
(2)用激光焊接机进行打孔实验,工艺参数脉宽设为 1ms,离焦量设为 0,在电流为 60A、70A、90A、120A、150A、180A下打孔,每个参数下打五个孔。
采用倒置金相显微镜进行采图,并测量热影响区的尺寸。热影响区宽度的计算公式如式(1)所示,具体测量方法如图1所示。
热影响区宽度计算公式:

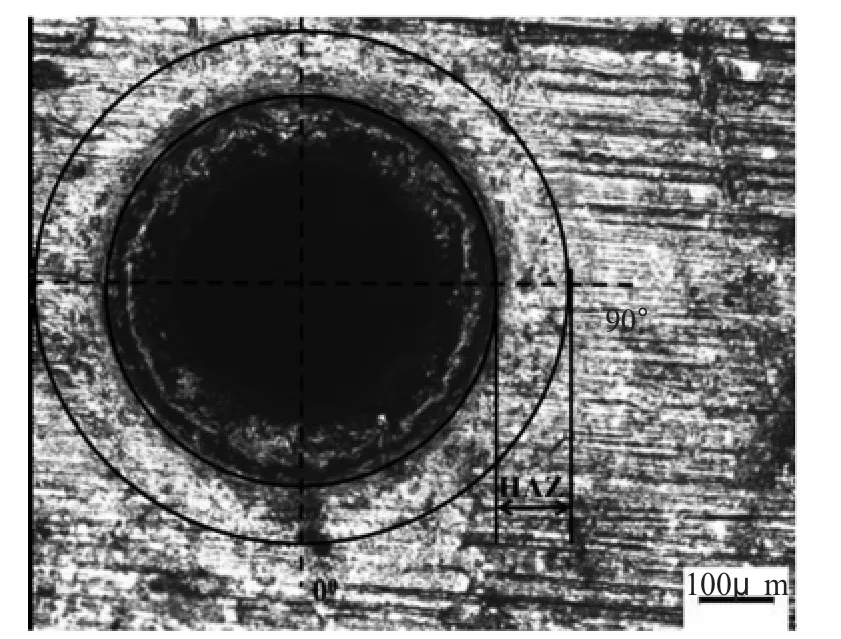
图1 热影响区的宽度
其中Dmax是热影响区的外径最大值,Dmin是内径的最小值。热影响区测量方法为:分别在孔0°,90°两个位置进行测量,取外径最大值和内径最小值。
2 实验结果与分析
2.1 脉宽影响
图2为不同脉宽下,激光微孔的热影响区宽度。图3为不同脉宽下,激光微孔的热影响区宽度。从图中可以看出,随着脉宽的增大,热影响区宽度呈递增的趋势。当脉冲宽度明显增大时,则时间能量密度下降,孔内金属蒸气密度越小,剩余蒸汽压力也相应减小。此时激光能量主要以材料在打孔内域横向热传导方式表现出来,由此产生大量的液相物质,液相物质堆积在孔的四周,周围材料吸收热量,产生热影响区。明显的特点是反面比正面热影响区宽度大,这是因为未汽化的废料大多堆积在孔的反面,导致反面材料比正面散热慢,材料吸收的热量多。
2.2 功率的影响
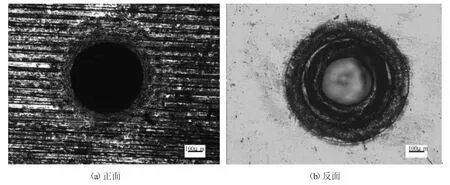
图2 脉宽为1.7时激光微孔的正反面形貌
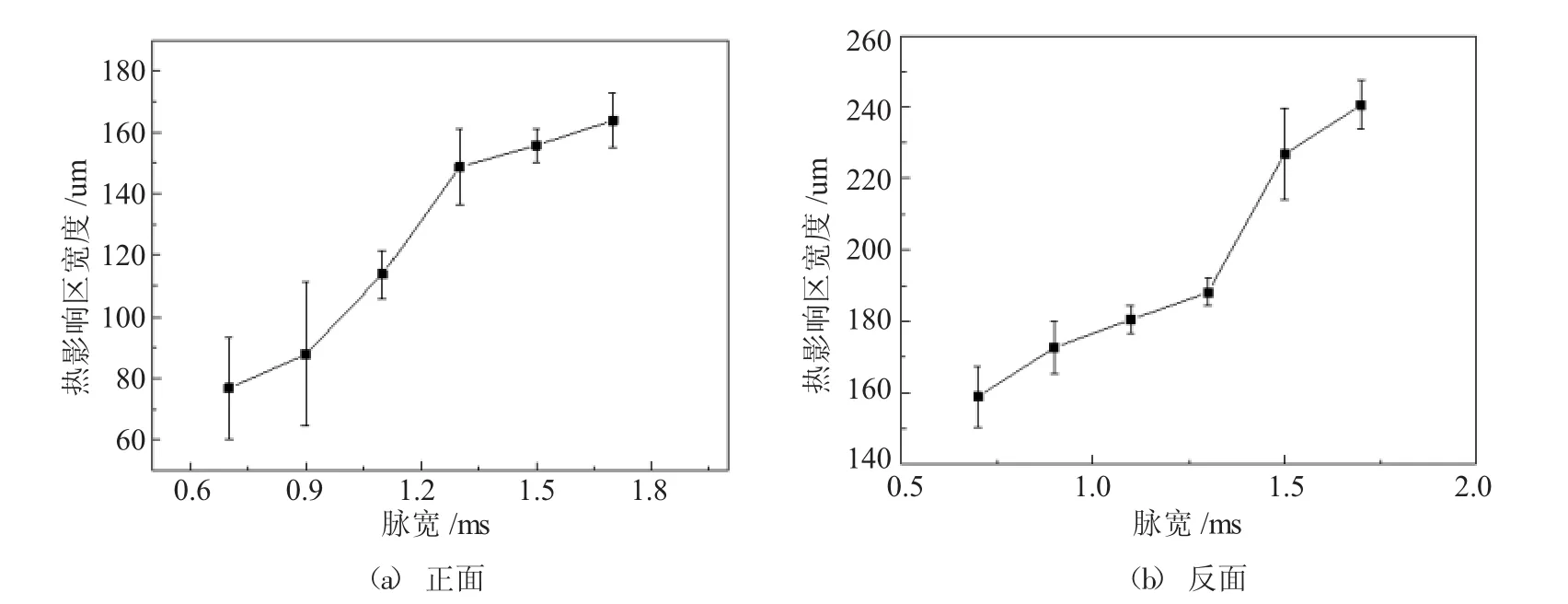
图3 不同脉宽下热影响区变化曲线
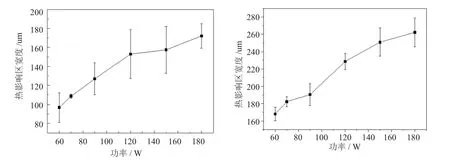
图4 不同功率下热影响区变化曲线
激光功率和热影响区之间的关系如图4所示。随着激光功率的增大,热影响区的宽度呈递增的趋势,并且反面的热影响区宽度比正面的大。热影响区随脉冲能量增加而增加的原因主要是由于过高的功率密度使打孔过程产生过多的蒸汽相物质,因而产生强烈的冲击波,致使高压蒸气带着熔融状物质从孔底高速向外喷射,如同产生局部微型爆炸。因此,激光功率越高,即功率密度越大,产生的金属蒸汽压力越大,高压蒸汽带走的液相物质越多,孔径和孔入口处越大。同时激光能量增大产生的热能也增多,微孔周围的材料吸收的热量也增多,热影响区范围扩大。
3 结论
本文通过实验研究了工艺参数(脉宽、功率)对CuZr非晶箔材激光微孔过程中热影响区的影响规律。结果表明:脉宽越大,热影响区宽度越大;功率越大,热影响区宽度越大。
参考文献:
[1] 程 军,焦 锋.微小孔钻削工艺的研究现状[J].机械与动力工程学院,2007,(11):9-11.
[2] 江海和.激光加工技术应用的发展及展望[J].中科院安徽光学精密机械研究所,2001,14(4):1-12.
[3] 曾 忠,黎永明.微孔加工技术的现状[J].1997,(4):20-42.
[4] 刘 韧,季 忠,张 鹏,等.板料激光成形及其研究进展[J].锻压装备与制造技术,2004,(3):17-21.
[5] 高中堂,张敏华.电磁热止裂与激光熔覆再制造研究[J].锻压装备与制造技术,2012,(2):70-73.
[6] 张敏华.金属构件激光熔覆强化的研究[J].锻压装备与制造技术,2012,(2):73-75.
[7] 杨继宏.激光打微孔作用机理及工艺研究[D].天津:天津大学,2008.
[8] A.Bharatish, H.N.Narasimha Murthy, B.Anand, C.D.Madhusoodana G.S.Praveena,M.Krishna.Characterrization of hole circularity and heat affected zone in pulsed CO2 laser drilling of alumina ceramics.2013,2(34):23-32.
[9]W.L.Johnson,Bulk amorphous metal-An emerging engineering material.Journal of the Minerals Metals&Materials Society,2002,3:40-43.
[10] 王志军,贾 威,倪晓昌,等.飞秒激光烧蚀金属镍热影响区的数值模拟[J].激光技术,2007,31(6):567-579.
[11] 刘伟伟,林 鑫,杨高林,等.合金的玻璃形成能力对激光重熔Zr基非晶热影响区晶化的影响 [J].中国激光,2010,37(11):2932-2936.
[12] 韩志仁,孙 伟,许旭东,等.TC11钛合金激光切割热影响区组织分布[J].辽宁工程技术大学学报,2010,29(4):650-652.
[13] 赵 琳,田志凌,彭 云,等.1Cr22Mn16N高碳钢的激光焊接[J].焊接学报,2007,28(12):26-29.
[14] 陈巍巍,陈玉华,黄永德,等.超薄NiTiNb记忆合金激光焊焊缝成形及热影响区的组织和性能[J].中国有色金属学报,2015,25(1):63-71.
