六方体的锉削加工工艺
2018-05-10谢学民
谢学民
(娄底技师学院,湖南 娄底 41700)
0 引 言
在各级各类钳工技能竞赛和职业技能鉴定中,经常会出现要锉削加工六方体的现象,如图1所示为六方体转位组合件,图2所示为六方体公母套,而要保证六方体在配合时能正反翻边互换和转位互换,就必须要保证六方体的6个120°角相等和6条边的长度相等。根据六方体是否有中心孔和提供的毛坯料形式不同,六方体的加工方法也不相同。
1 有中心孔六方体的加工
对于有中心孔的六方体,不论毛坯料是圆坯料(即圆柱体料)还是板坯料(四方形板料),其加工过程中都是应以中心孔为测量基准,以保证六方体的六个面到中心孔的距离相等,从而控制六方体6条边的长度相等,具体加工步骤如图3所示。
(1) 按图样要求划出六方体的加工线,并在六方体中心打样冲眼,钻、铰孔中心孔。
(2) 加工第1面,通过反复锉削加工和测量,保证第1面的平面度、与基准面A的垂直度、孔中心到第1面的距离L/2及表面粗糙度精度等均符合图样要求。
(3) 加工第2面,通过反复锉削加工和测量,保证第2面的平面度、与基准面A的垂直度、与第1面的平行度、孔中心到第2面的距离L/2(应与第1面的L/2相等)和尺寸L及表面粗糙度精度等均符合图样要求。

图3 有中心孔六方体的加工
(4) 加工第3面,通过反复锉削加工和测量,保证第3面的平面度、与基准面A的垂直度、孔中心到第3面的距离L/2(应与第1面的L/2相等)、与第1面的120°角度及表面粗糙度精度等均符合图样要求。
(5) 加工第4面,通过反复锉削加工和测量,保证第4面的平面度、与基准面A的垂直度、与第3面的平行度、孔中心到第4面的距离L/2(应与第1面的L/2相等)、与第2面的120°角度和尺寸L及表面粗糙度精度等均符合图样要求。
(6) 加工第5面,通过反复锉削加工和测量,保证第5面的平面度、与基准面A的垂直度、孔中心到第5面的距离L/2(应与第1面的L/2相等)、与第1面的120°角度及表面粗糙度精度等均符合图样要求。
(7) 加工第6面,通过反复锉削加工和测量,保证第6面的平面度、与基准面A的垂直度、与第5面的平行度、孔中心到第6面的距离L/2(应与第1面的L/2相等)、与第2面的120°角度和尺寸L及表面粗糙度精度等均符合图样要求。
(8) 锐边去毛刺,复查全部尺寸和几何公差,并做必要的修整。
2 圆坯料无中心孔六方体的加工
当提供的毛坯料为圆坯料,且六方体中心无中心孔时,其加工应以外圆为测量基准,通过测量计算尺寸M来控制六方体6条边的长度相等,具体加工步骤如图4所示。

图4 圆坯料无中心孔六方体的加工
(1) 按图样要求划出六方体的加工线。
(2) 加工第1面,通过反复锉削加工和测量,保证第1面的平面度、与基准面A的垂直度和尺寸M(M=d/2+L/2)及表面粗糙度精度等均符合图样要求。
(3) 加工第2面,通过反复锉削加工和测量,保证第2面的平面度、与基准面A的垂直度、与第1面的平行度和尺寸L及表面粗糙度精度等均符合图样要求。
(4) 加工第3面,通过反复锉削加工和测量,保证第3面的平面度、与基准面A的垂直度、与第1面的120°角度和尺寸M及表面粗糙度精度等均符合图样要求。
(5) 加工第4面,通过反复锉削加工和测量,保证第4面的平面度、与基准面A的垂直度、与第3面的平行度、与第2面的120°角度和尺寸L及表面粗糙度精度等均符合图样要求。
(6) 加工第5面,通过反复锉削加工和测量,保证第5面的平面度、与基准面A的垂直度、与第1面的120°角度和尺寸M及表面粗糙度精度等均符合图样要求。
(7) 加工第6面,通过反复锉削加工和测量,保证第6面的平面度、与基准面A的垂直度、与第5面的平行度、与第2面的120°角度和尺寸L及表面粗糙度精度等均符合图样要求。
(8) 锐边去毛刺,复查全部尺寸和几何公差,并做必要的修整。
3 板料无中心孔六方体的加工
板料无中心孔六方体的加工如果采用图4所示圆坯料无中心孔六方体的加工顺序来加工六方体各面时,当加工到第5面时就会发现,由于没有测量基准,这个面的尺寸控制很困难,并且在技能竞赛或职业技能鉴定中是没有时间和条件来加工边长卡来板控制六方体各边的长度相等,只能按线加工,这时很容易出现加工面超过了要求的加工位置或出现加工面没有达到要求的加工位置,导致出现如图5所示六方体六条边的长度不相等的现象(即会出现三条边长,三条边短,且三条长边相等,三条短边相等)。为了防止出现六方体六条边的长度不相等的现象,保证六方体在配合时能正反翻边互换和转位互换,可以采用增加辅助面的方法来加工,以控制六方体六条边的长度相等,其加工步骤如图6所示。
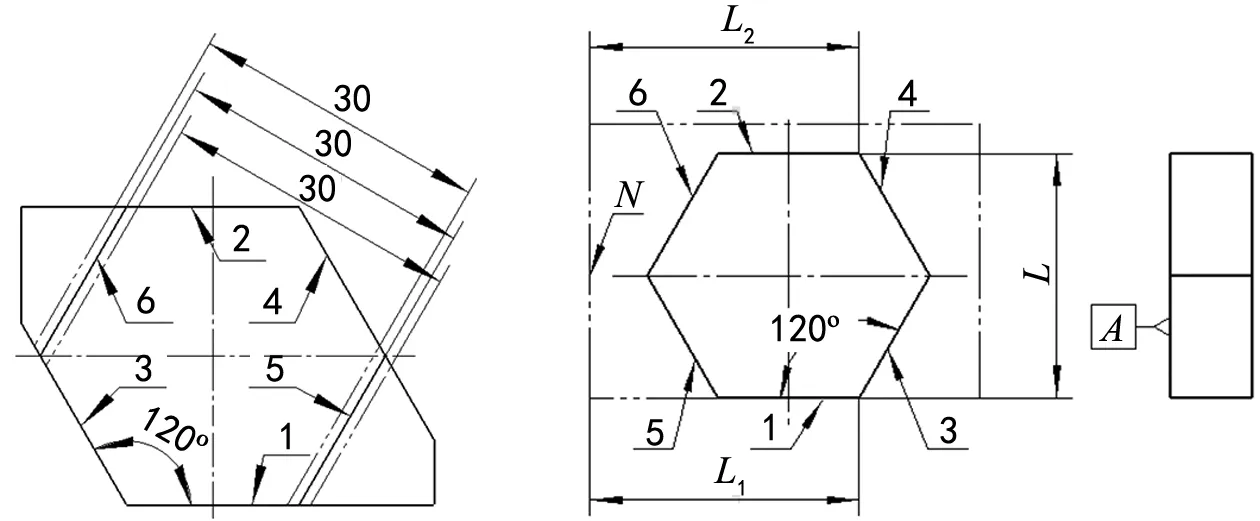
图5 第5面加工误差分析 图6 板料无中心孔六方体的加工
(1) 加工一组相互垂直的划线基准面即第1面和N面。
(2) 按图样要求划出六方体的加工线。
(3) 加工第2面,通过反复锉削加工和测量,保证第2面的平面度、与基准面A的垂直度、与第1面的平行度和尺寸L及表面粗糙度精度等均符合图样要求。
(4) 加工第3面,通过反复锉削加工和测量,保证第3面的平面度、与基准面A的垂直度、与第1面的120°角度及表面粗糙度精度等均符合图样要求。此时可用如图7所示万能游标量角器进行组合测量,在用万能游标量角器测量时,这时必须把直尺、角尺全部装到主尺上,把主尺基准面与角尺之间的角度调整到120°,在测量时,六方体的N面与、第1面、第3面分别与万能游标量角器的直尺、角尺、主尺基准面接触,且均应接触良好、透光均匀,第1面与第3面的交点到N面的距离为L1。
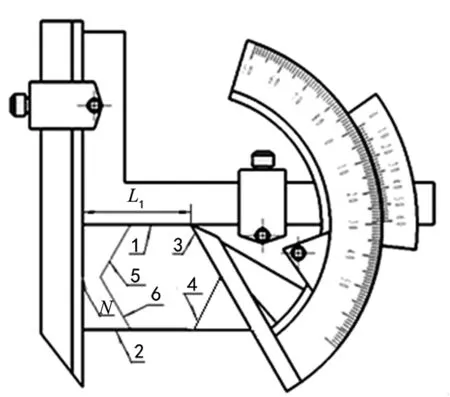
图7 万能游标量角器组合测量(一)
(5) 加工第4面,通过反复锉削加工和测量,保证第3面的平面度、与基准面A的垂直度、与第1面的120°角度及表面粗糙度精度等均符合图样要求。用如图8所示万能游标量角器进行组合测量,在测量时,六方体的N面与、第2面、第4面分别与万能游标量角器的直尺、角尺、主尺基准面接触,且均应接触良好、透光均匀,第2面与第4面的交点到N面的距离为L2,且L2与L1必须相等。
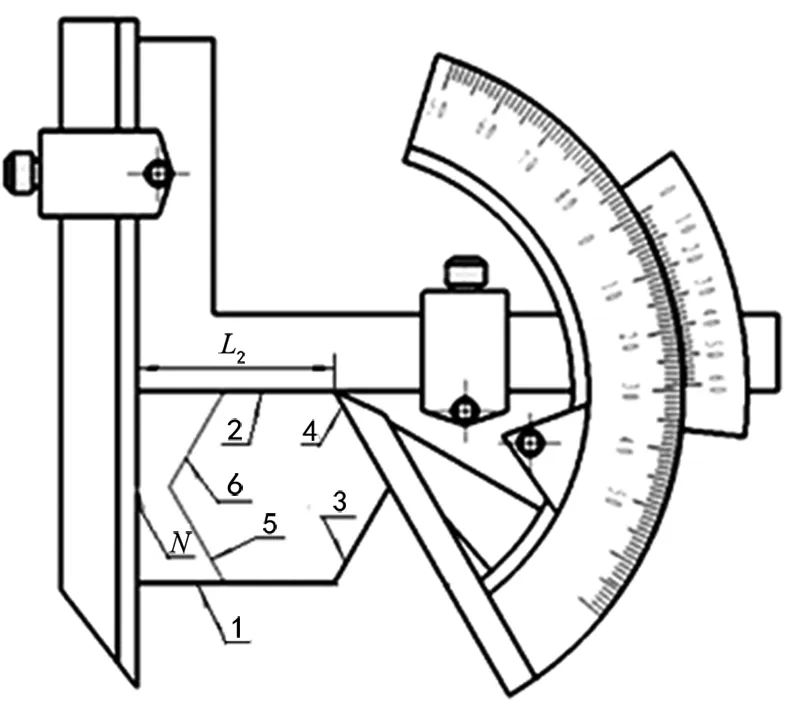
图8 万能游标量角器组合测量(二)
(6) 加工第5面,通过反复锉削加工和测量,保证第5面的平面度、与基准面A的垂直度、与第1面的120°角度、与第4面的平行度和尺寸L及表面粗糙度精度等均符合图样要求。
(7) 加工第6面,通过反复锉削加工和测量,保证第6面的平面度、与基准面A的垂直度、与第2面的120°角度、与第3面的平行度和尺寸L及表面粗糙度精度等均符合图样要求。
(8) 锐边去毛刺,复查全部尺寸和几何公差,并做必要的修整。
4 注意事项
(1) 不能按逆时针或顺时针的顺序加工六方体各面,如图9所示,因为由于万能游标量角器的示值误差、角度尺寸调整误差以及测量误差的影响,在加工第6面时就会出现第6面与第1面夹角的角度累积误差过大,导致6个120°角的角度不相等,将导致六方体在配合时不能正反翻边互换和转位互换。

图9 按逆时针的顺序加工各面
(2) 在用万能游标量角器测量第3面、4面时,直尺、角尺与主尺的位置不能有任何改变(即L1=L2),否则测量不准确,因为此时是把直尺、角尺与主尺的组合当成一个边长卡板在使用。
(3) 为了保证加工出来的六方体六条边的长度和6个120°角的角度均相等,必须根据六方体是否有中心孔和提供的毛坯料形式不同制定合理的加工步骤进行加工。
(4) 使用万能游标量角器时,制动螺母必须要拧紧,用时要轻拿轻放,避免测量角度发生变动, 并要经常较对测量角度准确性。测量时工件的锐边要去毛刺倒钝,保证测量的准确性。
(5) 掌握好在加工六方体时常会出现的形体误差及产生的原因(见表1所列),以便在练习时加以注意。
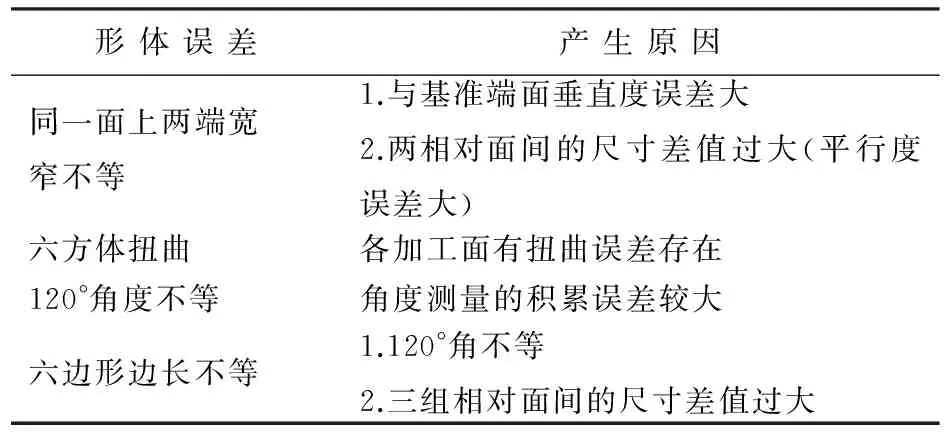
表1 六方体的加工缺陷和产生原因
参考文献:
[1] 刘汉蓉,张兆平.钳工生产实习(96新版)[M].北京:中国劳动出版社,1997.
[2] 中国职工技术协会.实战演练——钳工篇[M].北京:机械工业出版社,2005.
