德力泰(DLT)陶瓷窑炉节能、智能技术分析
2018-05-10荆海山
荆海山,熊 亮
(佛山市德力泰科技有限公司,广东 佛山 528137)
1 德力泰简介
佛山市德力泰科技有限公司(简称DLT或德力泰)是一家以陶瓷干燥、烧成和输送装备为主的创新型企业。一直致力于建筑陶瓷、卫生洁具、泡沫陶瓷、日用陶瓷、特种陶瓷及锂电池陶瓷材料等领域的整线工程、装备、工艺和技术研究、设计、生产、销售及服务。
德力泰背靠具备雄厚资金实力、具有60年历史的恒力泰机械公司,以“大平台、新标准”理念为基础,通过整合资源,组建了创新型研发团队和国际化营销队伍,不断研发出环保节能、自动化、信息化和智能化集于一身的陶瓷装备,为窑炉发展方向提供了新的思维,为陶瓷生产的转型升级送去了新的优化方案,为中国本土、亚洲乃至全球的陶机市场带来了一缕春风。
德力泰吸纳了陶机行业长期从事高级管理、工程设计、生产制造、工艺服务和市场营销的高端人才,其中80%以上的成员在该行业的工作时间超过15年。丰富的实践经验、强大的质保能力、精湛的专业技术和24小时全天候的服务理念是我们为用户创造最大利益的保障基础。
2 节能技术
2.1 干燥节能技术
2.1.1 自循环供热装置
灵活运用流体力学原理,通过构思巧妙的设计,将吸风、送风、混合、供热、抽湿、排气等功能集于一身的自循环供热器,既反复利用了干燥器内部热气、使用了窑炉余热,又在该结构上将多种气体温度进行了快速均化和自动控温。不仅使坯体的干燥效率高,缺陷少,而且单位能耗低(仅用余热,不用消耗燃料)。
如图1所示为 6层自循环的供热器。
2.1.2 温差控制器
独特的双出口风机,热风由两个出口分别送入两侧内部交错分布的风盒,再从砖坯上下方密集分布的吹风管吹向砖坯的上下两个面,每根风管的风量大小可调。供风、抽风由交错分布和密集分布的细管供风,可以加强对流和搅拌,消除了干燥器内的温差死角,有效防止了干燥中的陶瓷坯体变形和开裂。
如图2所示为抽、供、循环一体化干燥结构图。
2.2 烧成节能技术

图1 6层自循环供热器Fig.1 6-layer self-recycle heating system

图2 抽、供、循环一体化干燥器Fig.2 The integrated drying system
DLT烧成辊道窑如图3所示。
2.2.1 高效回收冷却余热节能系统
陶瓷企业一般将窑炉末端80 ℃-120 ℃左右的热风直接排入大气,DLT的窑炉则将末端热风送到缓冷区、急冷区经过多级接力加热后,回收的热风温度可以达到300 ℃,然后分别用于助燃、坯体干燥。由于助燃支管较细,包棉保温困难,大多窑炉公司将助燃支管裸露,以致于散热较大。DLT公司对助燃主管、支管全部进行了保温,散热小。由于利用窑炉冷却余热完全、彻底,加之保温好,因此该结构的综合节能可超过了12%,并实现了零排放。

图3 烧成辊道窑Fig.3 Roller-hearth kiln for firing
高效回收冷却余热系统如图4所示,助燃管保温如图5所示。
2.2.2 窑体隔热综合节能系统
窑顶采用轻质砖、多层纤维毯、珍珠岩和岩棉相结合的保温结构,外表温度比现有窑炉低了20 ℃;在常规窑炉的基础上增加1层纳米保温板,使窑墙面板温度下降了8 ℃;除了轻质隔热砖之外,窑底增加了岩棉保温层,使窑底外表的温度下降了13℃。通过全方位保温优化与加强,窑体减少的散热损失超过5%。
高温带的窑顶隔热、窑墻隔热的实际效果测试如图6、图7所示。
2.2.3 空/燃流量比例控制节能系统
空窑,是陶瓷生产过程中常见的现象,此阶段会浪费大量燃料。DLT技术人员已关注到这一细节并研发出空/燃比例控制技术。在空窑时,将砖坯监测的信号传输给电动风阀、气阀,在保持设定温度、燃烧正常的条件下将风、气量同步降到最低,此时燃料的节省达到最大化,由于风量减少后风机功率下降,还可省电。
空/燃比例控制技术如图8所示。

图4 高效回收冷却余热系统Fig.4 Efcient residual heat recycling system for cooling air

图5 助燃支管保温图Fig.5 The insulation of the branch combustion air pipe

图6 高温区窑顶仅59 ℃Fig.6 Only 59 ℃ on the kiln rooftop in the high temperature zone
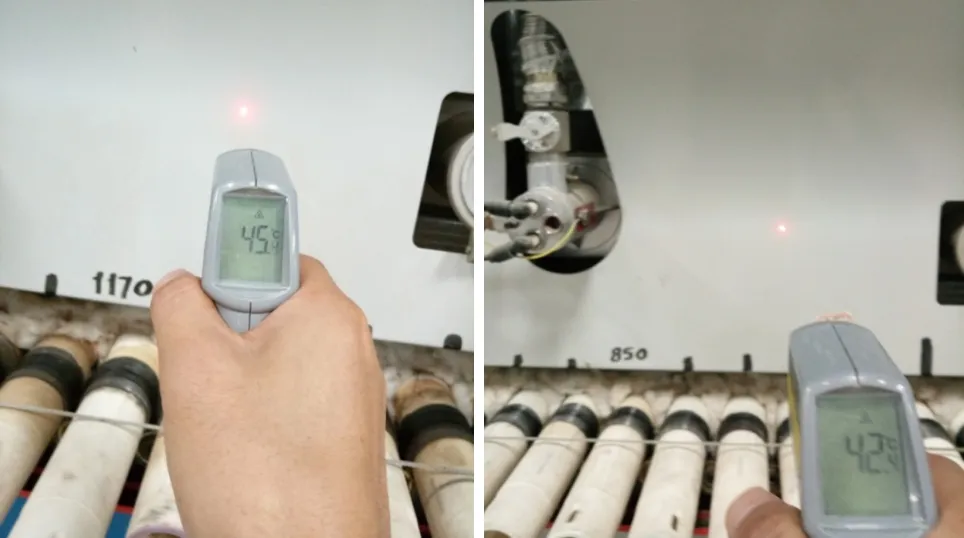
图7 高温区窑墙外表仅45.4 ℃Fig.7 Only 45.4 °C on the external surface of the kiln wall in the high temperature zone

图8 空/燃比例控制节能系统Fig.8 The air-fuel ratio-controlled energy saving system
2.2.4 能源管理预警系统
能源管理系统除了自动控制温度、部分风压外,还将一系列传感器、PLC、电脑和传动装置进行集成,可以根据砖坯进、出量、耗气量“自动”计算产品的单位能耗。当出现异常状况时,会预警并提醒操作人员注意及时调整,这样窑炉使用能源更加合理。
能源管理系统如图9所示。
2.2.5 空窑管理系统
当设备故障、更换压机模具等因素导致空窑时,空窑管理系统立即启动,防止温度波动,减少质量损失。空窑管理系统如图10所示。采取方法为:
(1)预热前区温度制度的干预和处理;
(2)急冷后部烧嘴的自动补温控制系统;
(3)对烧成压力、温度等实现自动控制等。
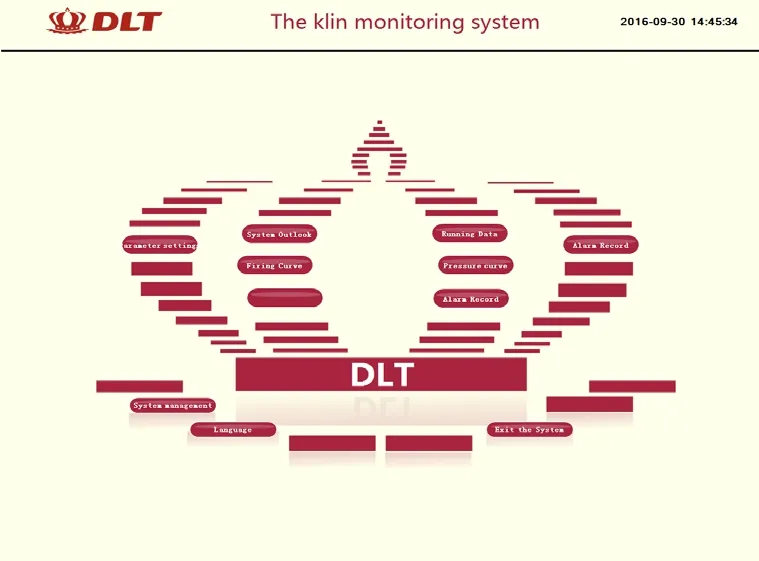
图9 能源管理系统Fig.9 The energy management system

图10 空窑管理系统Fig.10 The empty kiln management system
3 智能技术
3.1 M-APP云控系统
M-APP云控系统可以对窑炉故障、运行状态等进行远程分析和优化,采取方法为:
(1)远程实时监控生产状况;
(2)远程实时查看工控系统的大数据分析;
(3)远程诊断设备运行状况;
(4)大容量储存,性能稳定的工业控制型计算机硬件设备。
M-APP云控系统如图11所示。
3.2 MCG手机信使服务系统
MCG手机信使服务系统可以随时贴心的为用户提供窑炉运行的实时信息,使窑炉管理变得轻松、简单。可以定时接收产量、燃料消耗运行数据;实时接收重要的设备故障报警信息。
MCG手机信使服务系统如图12所示。
3.3 窑墙保护预警系统
当窑墙出现问题、烧嘴燃烧室损坏等原因导致局部温度升高时,我们首创的窑墙预警系统启动,提示您及时处理,从而达到了“先知先觉”的效果,避免了事故的扩大,减少了损失。
窑墙保护预警系统参见图13。
3.4 传动报警系统

图11 M-APP云控系统Fig.11 M-APP cloud control system
设计断棒报警系统、断链报警装置、非边急停装置,对传动系统全面监控,避免了操作工不停巡逻,降低劳动强度和巡逻漏洞,确保设备安全使用。
传动报警系统参见图14。
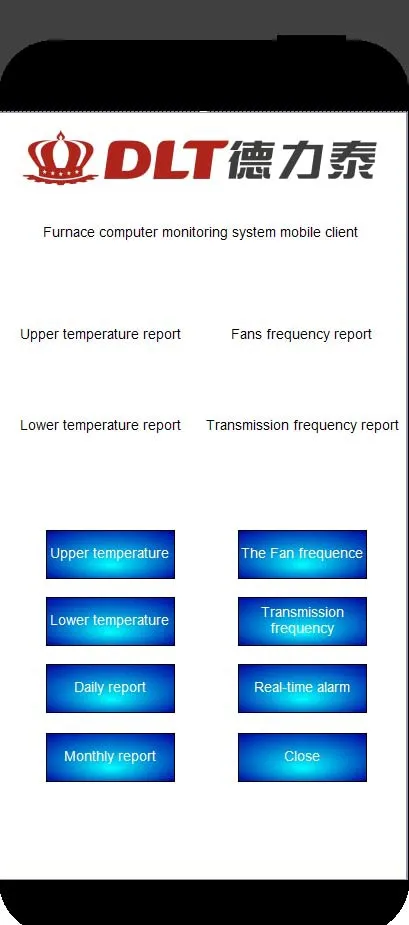
图12 MCG手机信使服务系统Fig.12 MCG mobile messenger service system
图13 窑墙保护预警系统Fig.13 The pre-warning system for kiln wall protection
图14 传动报警系统Fig.14 The alarm system for transmission failures
4 小 结
DLT公司经过一年多时间的发展,已在窑炉领域独树一帜。由于采用了自循环供热器、温差控制器、高效回收冷却余热节能系统、窑体隔热综合节能系统、空/燃流量比例控制节能系统、能源管理系统、空窑管理系统等有效的节能技术和M-APP云控系统、MCG手机信使服务系统、窑墙保护预警系统、传动报警系统等数字化、智能化技术,成为陶瓷大板窑炉和干燥器出口量最多的制造商;也是泡沫陶瓷隧道窑、透水砖窑炉主要制造商!
通过我们进一步努力、加强研发创新,DLT窑炉及干燥器必将成为陶瓷行业的首选装备!
