API SPEC 5CT标准使用中的要点分析
2018-05-09韩华刚
吕 能,闫 凯,韩华刚
中国石油集团石油管工程技术研究院 (陕西 西安 710077)
API SPEC 5CT标准第9版[1](以下简称标准)内容丰富,分类详细,若无针对性地翻阅该标准时,则无从下手,不得要点。对API SPEC 5CT第9版PSL1的产品要求进行了归纳分类,将标准中一些容易忽视的细节罗列出来,便于记忆和理解。
1 关于钢管钢级和制造要求
在标准中钢级分为4组、15个钢级。标准对此15个钢级从炼钢、制造工艺、试验、管加工到成品发运等各个方面进行了规定或指定推荐做法[2],目前各大钢管制造公司油管及套管等产品的生产检验也都是依据此标准的指导思想进行。关于标准中对钢管产品过程工艺要求的归纳汇总见表1。
2 有关接箍需要注意的问题
根据标准相关规定,在对标准使用过程中,接箍的生产、验收需要注意以下5个问题:
1)接箍中没有M65钢级的接箍,M65管子采用的是L80-1的接箍。
2)接箍、接箍毛坯和接箍材料应采用无缝工艺制造,未经适当热处理的冷拔管材产品是不能接收的。
3)接头上扣前,应在接箍或管子螺纹的整个啮合表面上涂上螺纹脂,经购方和制造厂协商,可在接箍和管子上同时涂敷。
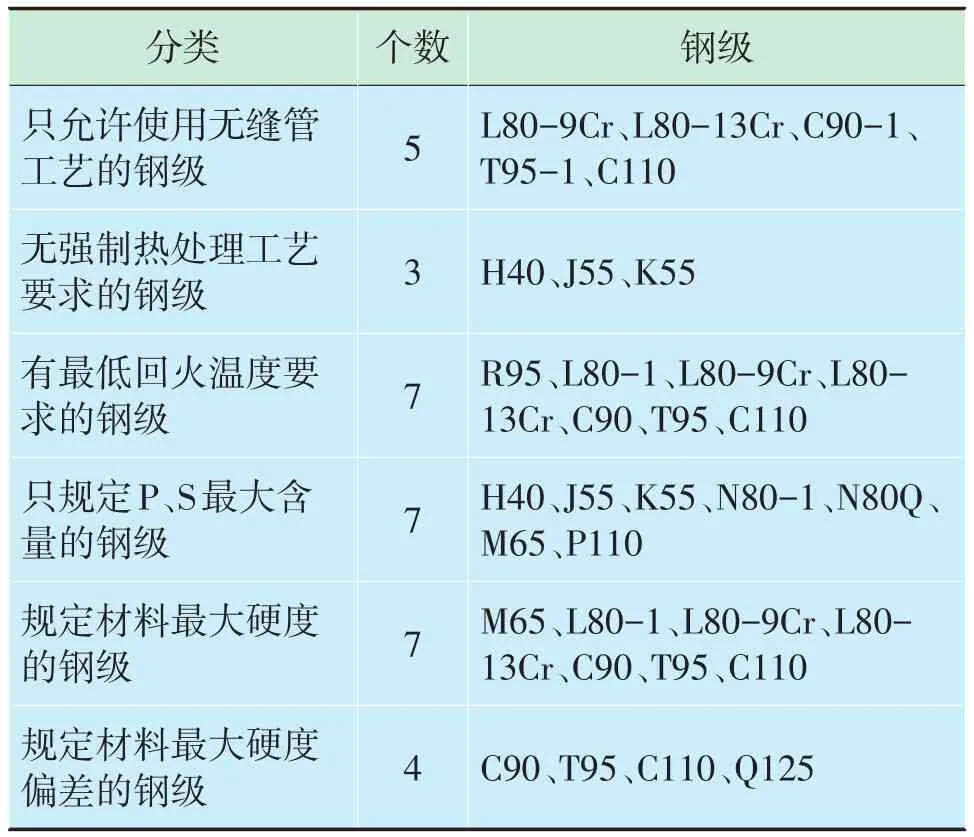
表1 标准对钢管产品过程工艺要求汇总
4)接箍承载面的内外棱边应为圆角或倒角。
5)所有接箍在最终加工之后,内表面或外表面电镀之前应进行内、外表面检验。应采用ISO 13665或ASTM E709的环向磁场湿荧光磁粉法检验表面纵向缺欠,或采用已向购方证明具有相同灵敏度的其他无损检验方法进行检验[3]。经购方和制造厂协商,H40、J55和K55钢级接箍可不进行无损检验,但应在最终加工之后、电镀之前进行内、外表面外观检验,且不应有肉眼可见的发裂、裂纹和气孔。
3 关于两组相似钢级的区别与联系
在标准的使用过程中,经常遇到这样的问题:J55和K55与N80-1和N80Q这两组常见的钢级,它们在生产和制造中的区别与联系不易分清。通过对两组产品的工序过程及要求进行比对,可清晰地看出两组产品的区别与联系,详见表2、表3。API SPEC 5CT的钢级存在如下两种情况:钢级相同而类型不同,强度等级相同而钢级不同。

表2 N80-1钢级和N80Q钢级制造要求的区别与联系

表3 J55钢级和K55钢级制造要求的区别与联系
4 关于冲击功的要求
在标准中,关于冲击功最低值的确定,需要计算和对比,并且在实际的应用中,还有很多需要注意的要求[4]。
4.1 冲击功的单个最小值和平均最小值
计算或查询出的冲击功最小值为3个试样试验的平均最小值,其中允许1个冲击试样的冲击功低于平均最小值,但是在任何情况下都不得低于吸收能要求的2/3。所以冲击功的单个最小值应该为平均最小值的2/3,但是仅允许有1个。
4.2 临界壁厚
冲击功要求是根据临界厚度而定的,而临界厚度的定义与用途相关。在计算最小冲击功的过程中,计算公式涉及到壁厚问题,其中既有规定壁厚,还有临界壁厚。规定壁厚很容易理解,临界壁厚则较为繁琐,如接箍纵向冲击功计算公式Cv=YSmax(0.002 36 t+0.025 18)中,YSmax为规定最大屈服强度,MPa;t为临界壁厚,mm。临界壁厚的要求在特殊扣油套管接头中体现的比较多,各组件部位临界壁厚的规定见表4。
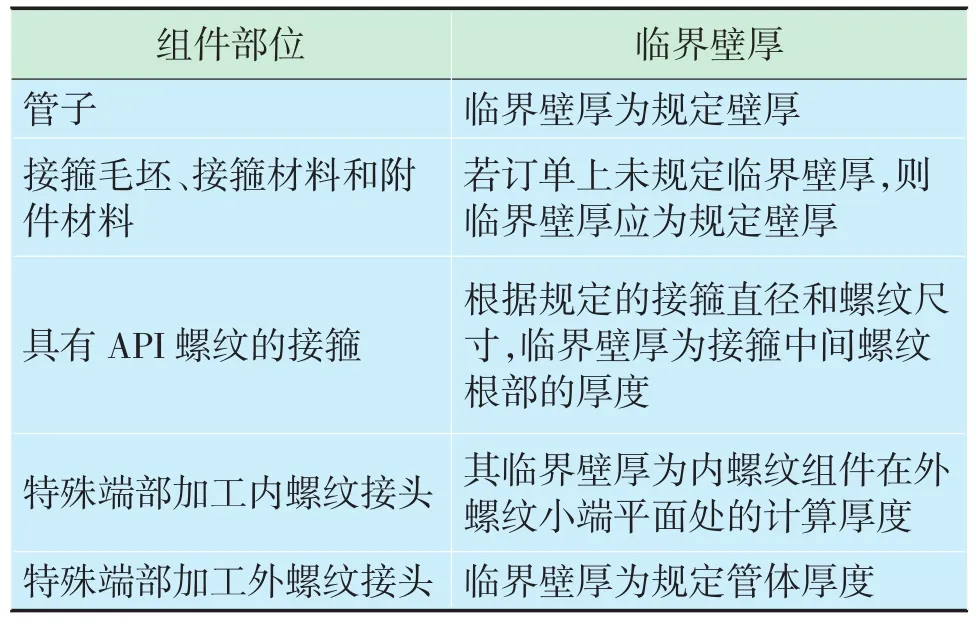
表4 标准对各组件临界壁厚确定的位置
4.3 不需要进行冲击试验的情况
当外径或壁厚不可能加工出1/2尺寸或更大的纵向冲击试样时,该产品不需进行试验。但制造厂应采用文件化的,并经证明其冲击吸收能满足或大于规定最低要求的化学成分和工艺。有些时候在实验室采用1/3尺寸的冲击试样只作参考,不做判定。
5 加厚油套管的拉伸试验问题
在标准使用过程中,经常会遇到关于加厚油套管的拉伸试验问题,而且问题的焦点主要集中在拉伸试验试样的取样位置问题[5]。标准中是这样描述的:加厚套管和油管的拉伸性能(加厚端伸长率除外)应与管体的要求一致,如有争议,加厚处的性能(伸长率除外)应从加厚部位切取试样进行拉伸试验来确定,并应向购方提供这些试验的记录。当要求对加厚部位进行拉伸试验时,购方和制造厂应对试验用最具代表性的试样类型和尺寸达成一致意见。
标准中对加厚部位的拉伸性能要求做出了规定,使用方经常质疑工厂未从加厚部位取样,认为镦粗部位的拉伸性能不能用管体部位的拉伸性能代替。
一般情况下,若采用的是镦粗后整管热处理,不必从加厚部位取样,从管体上正常取样即可。若使用方有要求或者加厚部位有争议,应从加厚部位取样,但是加厚部位的取样方式需要双方达成一致。
6 结束语
API SPEC 5CT标准经过多年的更改与完善,目前已经成为油套管生产检验中的重要标准。通过归纳分类分析,对标准使用过程中容易遗漏、理解易出现偏差的要求重点列出,对使用人员快速、准确把握标准要领提供了帮助。通过归纳分类要点,兼顾前后工序,可以准确整理出某类产品的前后要求,起到提纲挈领的作用。
参考文献:
[1]American Petroleum Institute:Specification for Casing and Tubing:API Specification 5CT[S].9Th Edition,2011.
[2]American Petroleum Institute:Technical Report on Equations and Calculations for Casing Tubing,and Line Pipe Used as Casing or Tubing;and Performance Properties Tables for Cas⁃ing and Tubing:API TR 5C3[S].2008
[3]Standard Practice for Eddy-current Examination of Steel Tu⁃bular Products Using Magnetic Saturation.American Society for Testing and Materials:ASTM E309—11[S].2011
[4]Standard Test Methods for Notched Bar Impact Testing of Metallic Materials:ASTM E23—07a[S].2007
[5]Standard Test Methods and Definitions for Mechanical Test⁃ing of Steel Products:ASTM A370—10[S].2010.