普通铣床采用坐标法加工模具型腔的方法及应用
2018-05-07丘柳滨
丘柳滨
(柳州五菱柳机动力有限公司,广西 柳州545005)
一个模具的轮廓往往是由许多不同的几何元素所组成的,如直线与圆弧、角度与圆弧等,各几何元素间的联结点称为基点,如两直线间的交点直线与圆弧或圆弧与圆弧之间的交点或切点,而其中的基点计算是数值计算中最繁琐最复杂的计算,由直线和圆弧组成的零件轮廓可以归纳为直线与直线相交、直线与圆弧相交或相切圆弧与圆弧相交或相切一直线与两圆弧相切等几种情况计算的方法可以是联立方程组求解,也可以利用几何元素间的三角函数关系求解计算比较方便。根据目前生产中的零件将直线和圆弧按定义方式归纳若干种并变成标准的计算形式。
对于由直线和圆弧组成的零件轮廓也可以直接利用图形间的几何三角关系求解基点坐标与列解方程组的求解方法,该方法计算工作量减少,由于计算量小,手工计算时出错率下降且也容易得到所需精度。
在铣工工人铣削加工中,平面和直线部分比较容易加工,但对于复杂型面,复杂空间型曲面的加工就比较困难了,有条件的工厂可采用加工中心,仿形铣、数控铣对其进行加工。没有条件的一般是通过划线、做样板、靠有经验的师傅用立铣加工。铣削加工时靠比较样板来下刀是很难的。因为初加工时样板比不上,下多了怕过多,下少了又对不上样板,只有经过反复多次铣削才能符合样板。这样做费时又费力,而且铣削出来的型面质量也比较差。如果采用坐标法加工就可以准确快捷地铣削出所需的形状。以下介绍用坐标法铣削工模具的几个方法。
1 选设坐标系
加工坐标系是根据被加工工件的形状及大小而设定的。如工件截面是凹形的,如图1所示。

图1 凹形截面
所需要设定的坐标系是球头铣刀球心线沿工件截面曲线沿周移动的曲线。即截面形沿周尺寸减去一个球头铣刀半径所得尺寸画出的图形。如工件截面是凸形的,如图2所示。

图2 凸形截面
所需设定的坐标系也是球头铣刀球头中心线沿工件截面曲线移动的曲线面,即截面图形尺寸沿周加上一个球头铣刀半径所得尺寸画出的图形。如用刀尖铣削,如图3所示,所设定的坐标曲线就是工件截面图形曲线。

图3 用刀尖铣削
2 坐标的计算
在复杂型面的铣削中,常常遇到的截面图形是直线圆弧的连接,角度与圆弧的连接,圆弧与圆弧的连接。要计算坐标,首先要根据所设定的坐标系,画出工艺尺寸图样,然后再根据该图分段算出坐标尺寸。在计算中,一般圆弧采用分度计算,斜线段采用分段计算。如图4所示,工艺尺寸图样为半圆形,以y轴分中,左边图形与右边对称,只计算一边的坐标即可。根据图形的特点可用角度计算,A点至B点为90°.

图4 半圆形圆弧
以A点作为起点0°,B点为止点90°.计算时角度分度单位视加工表面粗糙而定。粗加工取大些,精加工取小些。如取每2°为一个计算单位,即起点为0°时,α =0,该点坐标为 x=0,y=0;α1=2°时,x1=R-R·cos2°,y1=R·sin2°;α2=4°,x2=R-Rcos4°,y2=R·sin4°,依此类推。下刀点为 A,x方向向右,y方向向下。又如图5得出的工艺尺寸图样为圆弧与斜线相切。

图5 圆弧与斜线
已知 xc,yo,R,α,根据相切原理,作 AO 垂直于AC得切点A.由三角形性质可知α=β,以A点为原点,则A 点坐标为|xA|=R·sinβ,|yA|=R·cosβ.得出A 点坐标后,以A点为分界点分二段计算:A至B段为圆弧段,夹角为β,可用角度计算,用前面所述的圆弧计算方法,取3°为分度单位,依次由A点计算至B点。下刀点为B点,x向左,y向下。点A至点C为斜线段,用直角三角形计算,可取x轴或y轴为等分单位,根据相应的x值(或y值)求出相应的y值(或x值)。一般取等分段为整数。现 CD =|xC|-|xA|,AD=|yO|+|yA|,取A点为起点,C点为止点。如取1.5为分段值,即 xA=0,yA=0,|x1|=1.5,|yA|=1.5tgx;|x2|=3,|y2|=3·tgx,依次计算至 C 点。或 yA=0,xA=0;|y1|=1.5,|x1|=1.5cotx;|y2|=3,|x2|=3·cotx,依次计算至C点。下刀点A点,x向左,y向下再如图6所示,得出的工艺尺寸图样为一切线与两圆弧相切连接。

图6 切线与两圆弧相切
已知 x,y,R1,R2,要先求出 α.
3 刀具的选用和修磨
刀具的尺寸和形状是根据加工工件型腔的形状,尤其是型面圆角半径的大小而选用。粗加工时宜用刚度和直径大的球头铣刀或立铣刀。精加工时宜用切削刃圆角半径小于工件内圆角半径的球头铣刀或锥形球头铣刀以及小型的锥指头铣刀。加工具有一定深度或较小凹圆弧工件宜用锥形球头铣刀。在刀具修磨方面一般采用两刃的键槽铣刀或钻头、中心钻进行修磨。如果没有两刃的刀具也可用四刃刀具改磨,在球头隔一齿磨去一齿,磨成两刃,刀具球头部分尺寸磨得越精确,加工出的曲线也就可达到较准确,有条件的最好上机床磨,没有条件的只有靠手工对样板磨。
4 对机床的要求
用坐标法加工工模具型腔,一般都选用立式铣床,并要求机床的纵向、横向、升降螺杆精度要比较高,导轨间配合不能太松,刻度盘刻度要清晰,可调整(起点对O位,便于记数,不容易出差错)。对纵向、横向、升降滑台要有锁定装置,从而达到进给时不产生跳动,使加工出的尺寸精度高。
5 加工步骤
待加工零件要先按图划出表面轮廓线,打上样记,先进行粗加工,再精加工。粗加工时,直线与凸圆弧相连的,先加工直线,后加工凸圆弧;直线与凹圆弧相连的,先加工凹圆弧后加工直线;两凸圆弧相连的,先加工大圆弧,后加工小圆弧;两凹圆相连的,先加工小凹圆弧,后加工大凹圆弧;凹凸圆弧相连的先加工凹圆弧,后加工凸圆弧。精加工时,移动一个x值相应移动一个y值,从起点按顺序一直移到止点。
6 应用举例
我厂生产的465Q曲轴箱主坭芯上半芯盒的下模镶块中有一截面(如图7),两端与截面连接为R5,根据已知条件选球头为R5的球头铣刀。先画出工艺尺寸图如图8.然后先求出各相交点坐标,再进行分段计算。

图7465 Q曲轴箱镶块截面

图8465 Q曲轴箱镶块工艺尺寸图
取R球头铣刀为SR5

求出各交点后AC段2°直线采用直线加工,CD段为圆弧段起点至止点夹角66.36°,起点xAC=1.53,yAC=43.72,R15 分为 11 等分,每等分 6°.如表 1.
DE段为圆弧段起点至止点夹角21.637°,起点xAD=10.99,yAD=57.14,R=296,分为 21 等分,每等分 1°.如表2.
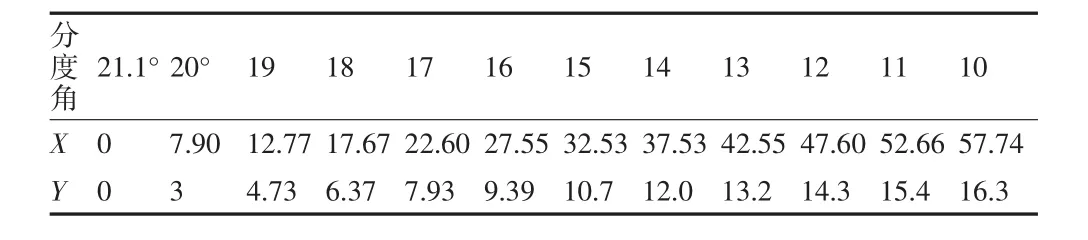
表1 CD段圆弧11等分表

表2 CD段圆弧21等分表
EF为直线,xEF=14.87,分为7等分,每等分移动 2,起点 xE为 120.13,止点 xF为 135,yEFO为 78.算出坐标后,先粗加工,精加工时用R5的球形铣刀加工,按须序从A点到B点,B点到C点,C点到D点,D点到E点,E点到F点逐段加工。
7 结束语
采用坐标法加工模具型腔,在实际生产中可解决不少加工难题,但在计算坐标时一定要精确,要有一定的数学基础,要会使用多种几何计算公式,计算坐标时一定要精确,操作者要求集中精力,操作要正确,每次移动机床(坐标)要准确,熟练以后就能快速的加工一些简单的立体形状工件,能够降低生产成本。另外,用坐标法加工出的工模具表面质量相比来说是比较低的,最终须钳工修整才能达到设计要求。
