钢丝圈制造机的可靠性分析与改进
2018-05-04陈峰赵杰
陈峰,赵杰
(杭州朝阳橡胶有限公司,浙江 杭州 310018)
杭州朝阳公司的钢丝圈制造机已经使用了5年多,很多设计理念已经被淘汰,各个零部件也已经出现老化,导致钢丝的排列一直不太稳定,不能达到公司规定的生产工艺要求。关系到排列不稳定主要有机械和电气两方面。
在机械方面,存在以下问题:
(1)双工位的生产效率有些低,现在最先进的钢丝圈成型机已有6工位的。
(2)机头排丝,跳丝不稳定,这个影响的因素比较多,主要是经过这些年的使用,已发现某些动作设计不够合理,需要优化,如夹丝装置送丝时,排丝电机回到零位,这时送丝时钢丝头容易撞到缠绕盘上的夹丝装置,导致架不住钢丝,生产就无法运行,影响生产效率。另外没有低张力存储装置,导致钢丝预弯曲不够完整,预弯曲过大过小都影响了成型钢丝圈的椭圆度。
(3)温控系统的不稳定,原生产厂配给的温控系统很多零部件都已经老化。
(4)被动导开的缺陷:采用的被动导开增加了很多的钢丝之间的磨损,钢丝表面的镀铜会被刮掉一些,因为铜和胶的黏合比较好,而钢丝直接和胶的黏合不好,所以也影响到了钢丝经过压出机后的覆胶效果。
(5)机头牵引张力达不到要求,钢丝排列之前需要一个合适的张力,不能高也不能低。
(6)缺少防护装置,存在安全隐患。
综上所述,通过结合可靠性理论,在原钢丝圈制造机的基础上做可靠性改进,提高产量和质量。
1 钢丝圈制造机的排丝可靠性设计
1.1 钢丝圈制造机的机械改进
1.1.1 三工位主动导开的设计
钢丝从工字轮上引出并绕在两排导轮上,钢丝的缠绕路线呈“8”字形。其中一个导丝轮安装在摆臂上,摆臂的旋转轴一端装有角度位移传感器检测摆臂的位置,摆臂的位置信号反馈给PLC,通过PLC来控制导开电机的速度。当冷却牵引开始工作时,对钢丝产生拉力,摆臂在钢丝拉力的作用下旋转,PLC控制电机开始旋转,根据摆臂位置的反馈信号控制导开电机的转速。当冷却牵引停止时,钢丝张力减小,摆臂在汽缸作用力下打开,这时导开电机停止并开始制动,防止钢丝工字轮旋转惯性使钢丝松散。
1.1.2 低张力存储装置
每个工位对应有一套低张力存储装置,通过独立的牵引装置将钢丝引入小存储架,小存储架上也分别装有定滑轮组和动滑轮组,动滑轮组上装有气缸,通过调节气缸压力来调节钢丝的张力。动滑轮的支杆装有凸轮,通过接近开关检测凸轮信号,反馈给PLC控制张力牵引电机的转速。在牵引位置还装有预弯曲塔轮,根据不同的钢丝圈规格选择不同直径的钢丝预弯曲轮,大规格的钢丝圈对应大直径的预弯曲轮,小规格的钢丝圈对应小直径的预弯曲轮。通过低张力存储装置后降低了钢丝输送时的张力,同时完成钢丝预弯曲功能,使钢丝缠绕成圈后不容易散开。如图1所示。
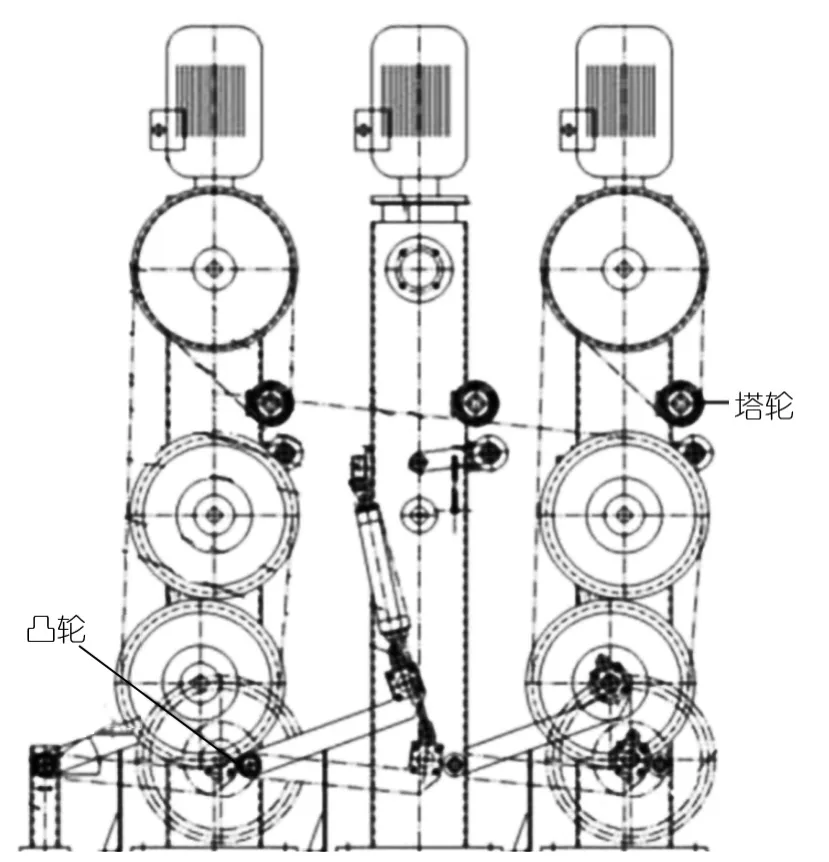
图1 低张力存储装置
1.1.3 温控的改进
压出机的温控选用比较稳定的韦吉温控。该温控装置是为了满足Φ65压出机生产过程中的工艺要求而专门设计以分别对压出机的机身、机头、螺杆进行温度调节的控制系统。该装置采用单元加热的闭路循环方式,循环介质为软化水(0.3 MPa),冷却水为自来水(0.3 MPa),机械电气一体安装,结构紧凑,操作方便,采用OMRON公司生产的适用智能温度控制器,准确灵敏、直观性强。
本装置由冷却器、加热器、热水泵及管道组成。工作时开启球阀,首先将软化水充满整个系统,随着开启加热器将软化水加热,通过加热器,循环泵,冷却器送至压出机所需的部位,以此形成闭路循环系统。在压出机热回水管道中有一个温度传感器,随时检测生产过程中温度变化情况,发出信号指令加热器,电磁阀工作。即当温度超过(或低于)设定温度时,温度传感器发出信号指令加热器、电磁阀交替工作,进行冷热交换,达到工艺要求。加热罐外部有一个自动排气阀和压力开关,当系统中产生气体超过工作压力时,自动排气,防止罐内压力过大。设有防干烧保护器,当加热罐外部温度超过100℃而内部温度并不升高,热保护器断电,防止加热器干烧及损坏,以保证系统正常工作,此时必须及时排除故障。系统图2所示。
1.1.4 钢丝圈椭圆度变化的解决方案
轮胎钢丝圈椭圆度就是沿钢丝圈内部某一方向测得的内直径与沿另一与之成90°方向测得的内直径差值。因此,钢丝圈椭圆度发生变化就是钢丝圈内直径发生变化。杭州中策朝阳橡胶有限公司工艺技术人员注意到,采用江阴或者天津生产的设备制造22.5"钢丝圈时,由于轮胎的层级相对较少,若钢丝圈不及时使用,很容易出现椭圆度增大、拉伸等问题。通过进一步的研究,存储钢丝圈的挂车在设计之初,其机械结构是依据常用轮胎规格所需的钢丝圈进行设计的,这就造成了在生产其他规格钢丝圈时,这种挂成无法很好匹配,导致了“隐形大圈挂小车”的现象,从而引起了钢丝圈椭圆度的变化。此外,研究还发现当钢丝圈接头位置在排列时通过结合内径斜面的特点,调整适当步距,可使接头位置搭接时的内周长最小,这样钢丝圈直径不容易发生变化,比较稳定。综上情况,公司的工艺技术人员实行了下列措施,以保证钢丝圈椭圆度的稳定:①规定了钢丝圈在挂车上的存储时间最长为8 h;②每隔固定钢丝根数(如50根),对钢丝圈椭圆度进行一次测量,以保证最终制造的钢丝圈椭圆度在0~4 mm以内;③某些规格的钢丝圈层数偏少、且容易变形,要求存储钢丝圈时,钢丝圈接头位置在悬挂时必须垂直地面,这样会略微增加接头位置的内径,从而减小垂直方向的内径小,保证钢丝圈整个椭圆度的温度。措施实施后,取得了良好的效果,钢丝圈椭圆度不稳定的问题得到了改善,进而提高了轮胎质量。

图2 温控系统图
1.1.5 机头的改进
结合车间现场的使用情况,机头的改进如图3所示。

图3 改进后的机头侧面图
首先当然是增加了一个工位,提高产量。
(1)增大导丝轮。原设备的导丝轮很小,稍微有点磨损就会碰不到盘块,起不到导丝的效果。增大了导丝轮的直径,滚动过程中能更加稳固的引导钢丝跳动。见图4。
(2)夹丝装置的改进。原设备钢丝圈制造机的夹丝装置由于定位夹丝的位置过短,压力过大,经常造成钢丝头弯曲变形,导致后续的排列无法紧凑排列,出现钢丝排列乱的现象。经过改进设计,加大夹丝夹的长度,使用机械导杆试的夹丝,减轻对钢丝头的压力,送丝的地方加装检测光电,缠绕盘启动中拉动钢丝,检测到送丝块就说明夹丝到位,反之夹丝不到位停止运行,避免造成空转导致设备损坏,钢丝散乱,如图5所示。

图4 改进后的导丝轮

图5 改进后的夹丝装置
(3)结合多年的使用原钢丝圈制造机的经验,对新的钢丝圈制造机的机头的程序的优化改进。比如回零方式的改进,原设备的各伺服电机的回零方式都使用Switch-Marker模式,每次断电或者按过急停按钮之后都需要重新检测、调整零位,对钢丝排列还是会造成偏差。现改为Immediate模式,每次各伺服电机都能回到事先设定好的零位,保证每个制品都是按最好的设计生产。
结论:改进后的钢丝圈制造机在制作常规规格时排丝效果良好,椭圆度控制在2~3 mm。
参考文献:
[1] 孙红梅. 复杂产品系统可靠性的若干方法及应用[D]. 青岛:青岛大学, 2007.
[2] 银华. 钢丝圈成型机头排丝可靠性改进[D]. 贵阳: 贵州大学,2006.
[3] 苏启堂,陈伦军,罗延科. 机械创造原理与应用[M]. 贵阳:贵州科技出版社,2002.
[4] 钟约先,林亨. 机械系统计算机控制[M]. 北京: 清华大学出版社, 2001.
[5] 黄会雄,陶炎焱. 可靠性设计探讨与研究[J]. 山西电子技术,2006, (3): 91~93.
[6] 银华. 钢丝圈成型机头排丝可靠性改进[D]. 贵阳: 贵州大学,2006.
