电动单轨小车的控制系统
2018-04-24韩翠霞
韩翠霞
(艾森曼机械设备(上海)有限公司,上海 200030)
电动单轨小车系统在工业自动化程度较高的发达国家已经属于常用的输送方式。近年来,随着国内物流输送技术的发展,各大制造商对工厂的物流自动化也提出了新的要求,尤其对环境保护的重视和对汽车输送工艺中柔性程度的更高要求,使得电动单轨小车系统得到了广泛的应用。本文通过介绍一种悬挂式电动单轨小车的控制系统,来展示该系统在实际应用中的系统组成和工作原理。
1 电动单轨小车系统的基本介绍
电动单轨小车系统又称为EMS(Electric Monorail System),是一种柔性、高速的输送系统和智能集成系统。相比于其他输送系统,其具备的特点有:系统中各个电动单轨小车按照预先设定的程序独立运行;在对工件的输送、存储以及各工位中可实现升降、侧翻等复杂的工艺要求;可精确定位各电动单轨小车的位置。正因为具有这些独特的功能,电动单轨小车系统被广泛采用于大型超市、汽车、烟草和食品饮料等行业,作为主要的物流装配输送系统。例如,上海大众总装生产线、一汽奥迪总装生产线、多特蒙德宜家物流中心、广州海天酱油和珠江啤酒等都采用该系统。
2 电动单轨小车系统的分类
按照载物车的不同组合,电动单轨小车系统可分为两车型、三车型和四车型。
按照轨道安装的方式不同,可分为悬挂式和地面式电动单轨小车系统。
2.1 悬挂式电动单轨小车系统
轨道安装在空中,电动单轨小车悬挂在轨道上。此种系统的优点是:无需在地面进行设备安装,能更有效地利用空间,可使用升降功能以及侧翻功能,特别在汽车总装中底盘线和内饰线,更有利于工人的安装操作,如图1所示。
2.2 地面式单轨电动小车系统
轨道安装在地面,电动单轨小车在地面轨道上运行。此种系统的特点是:可承载的重量更大,如图2所示。不论何种形式的电动单轨小车系统,其基本原理是一样的。本文就以悬挂式电动单轨小车系统为例,对该系统的电气控制进行简单介绍。
3 电动单轨小车系统的组成及功能
电动单轨小车控制系统由滑触线、PLC控制柜、控制器、分流合流操作台、诊断维修等组成。

图1 悬挂式电动单轨小车系统
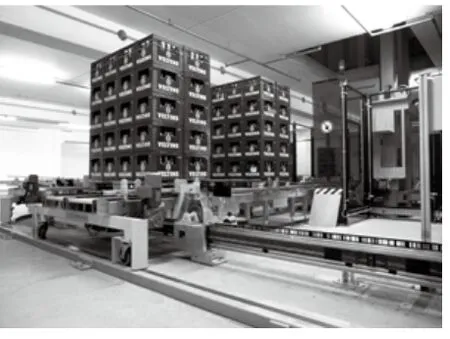
图2 地面式电动单轨小车系统
滑触线是为了传送电源和信号的装置,主要包括电刷和支架,每台电动单轨小车的控制器通过电刷和安装在轨道上的电排接触,来获得电源和信号,实现与PLC控制柜的通信。滑触线一般选用六极电排,包括三相电源L1、L2、L3、接地排PE、用于信号传输的CAN-H和CAN-L。根据实际需要,也可选五极电排,接地排PE和信号CAN-L共用一根电排,或者选用七级电排,增加安全信号排。
整个系统使用PLC(Programmable Logic Controller)进行控制,PLC控制柜内包括PLC和控制回路的各个元件,以及安装在柜门的可操作触摸屏、可选备用电源等。PLC控制柜是整个系统的核心,通过总线与各控制器通信,将相应的程序发送到控制器上。
电动单轨小车每台配一个控制器,用来向驱动系统发送信号和实现与PLC通信,同时电动单轨小车上的电气元件检测到运行状态,并传送到控制器中,由控制器反馈给PLC,PLC做出判断并给出指令,发回给控制器进行相应的动作。
在分流位置,采用电机驱动的方式进行两条轨道的切换,这里放置一个操作台,为电机提供电源,将相关的检测信号收集到操作台内的从站中,通过与PLC控制柜的通信采集信号。同时在方便操作的位置安装操作按钮盒,在手动调试或维修过程中单独控制该区域,通常设置的按钮有手动自动、直道、弯道和复位等。合流位置同理。
诊断维修是为了保证在整个系统中单轨电动小车能无故障运行,每当单轨电动小车完成一个回路的运行后,都要到诊断工位进行检测,如有非正常状态则送入维修段进行维修。在诊断维修位置,要安装一个操作台,将该区域的设备接入电源,将信号采集到从站中与PLC进行通信,安装操作按钮进行紧急停止和复位,可选可操作触摸屏进行人工操作。
4 电动单轨小车的控制系统
根据图3,人们可初步了解电动单轨小车系统的电气控制系统。
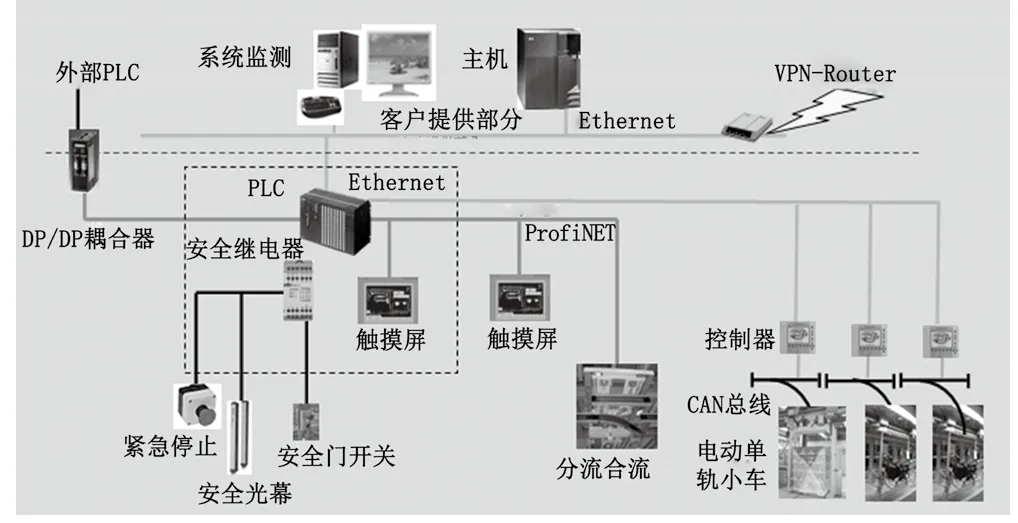
图3 控制系统
在该系统中,PLC通过PROFINET总线与分流合流从站、诊断维修从站进行通信,通过CAN总线与电动单轨小车控制器进行通信,与外部PLC通过DP/DP耦合器进行信号交换,客户通过Ethernet以太网采集信号和进行监测。
每台电动单轨小车上配置一台控制器。该台电动单轨小车上的驱动电机信号、可选的升降电机信号、可选侧翻电机信号都接入该控制器。安装于小车上的扫描枪,通过扫描上图中的二维条形码,将连续三位的条形码信号作为位置信号发送给控制器,再通过CAN总线传送给PLC,从而实现该小车的准确定位和追踪。
电动单轨小车在轨道上行走,当到达某工位之前,通过扫描枪检测到位置,控制器发送信号给PLC,PLC通过该信号判断出该工位,并发送相应的程序指令到该小车的控制器,完成在该工位规定的一系列动作,如行走到位、工件下降、在工位上完成要求后上升复位等。各电动单轨小车可检测下一工位是否有占位,如果有,则在前面设定的等待位置停下来,如果没有占位,则行走到下一工位,执行该工位的工艺要求,循环进行。
在整个系统中,PLC需要同时和各电动单轨小车控制器进行通信,每分段CAN总线的总长度不能超过300m,同时根据每个电动单轨小车控制器的通信量来考虑,一般每分段可容纳50~100个电动单轨小车,当然如果通信量很小的时候可以适当扩展小车的数量。
5 电动单轨小车系统的状态监控
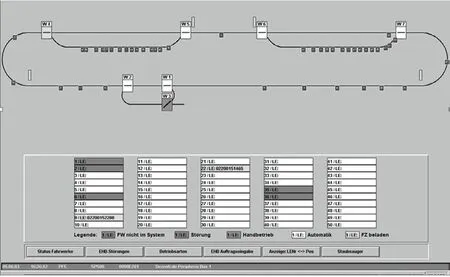
图4是该系统PLC控制柜上触摸屏显示的各电动单轨小车状态总览,在该显示屏中可选择切换到更详细的状态监测,还可显示各编号小车的位置、小车的运行数据、等待的命令和说明等数据。
当发生故障时,PLC监测到该小车,对相应的分段电源停止供电,维修人员赶到该区域,根据小车上的控制器显示的故障代码,快速排除故障。
在电动单轨小车系统中设置一个或以上的诊断维修站,在小车运行一个周期后,空载的小车进入该站进行电刷磨损检测、接地检测;或者在发生故障后,PLC命令小车直接进入诊断维修;或者在故障后,PLC命令小车卸载后进入诊断维修。该诊断维修站也实现了对小车的自动监测,从而保障整个系统的正常运行。
6 结语
本文从应用角度阐述了电动单轨小车系统(EMS)的应用范围、应用种类和主要优点。同时,着重从其控制系统的组成和功能上阐述了其具有的安全、可靠、快速和高柔性化等特点,电动单轨小车系统的安全保护和状态监控功能更是其他输送方式所不具有的重要优势。当前,我国经济快速发展,随着国外先进技术的国产化和应用的成熟,该技术将在我国得到更广泛的应用。
[1]刘晓楠,匡永江,吴双,等.一种多路径电动单轨小车悬挂输送系统(EMS)设计[J].制造业自动化,2014,(19):23-24.
[2]中国工控网.EMS中的小车控制和监控[EB/OL].(2006-08-24)[2017-12-26].http∶//www.gongkong.com/article/200608/44989.html.
