海峡客滚船跳板铰链安装工艺研究
2018-04-12王大文郑孟
王大文 郑孟
摘 要:跳板铰链是客滚船通道设备中重要的承力运动构件,安装精度要求极高。本文通过对铰链眼板的安装顺序、精度控制方式进行分析研究,在兼顾经济性及工艺性的前提下,优化跳板铰链安装工艺。
关键词:跳板 铰链 同轴度 水密性
1.前言
琼州海峡客滚船一般设置首尾跳板,兼做水密门。铰链设置在门下方,翻下去做跳板用,让人员及车辆上下,收上来则做为水密门。跳板作为强受力运动构件,又涉及到水密性,安装精度要求十分严格。尤其跳板铰链先机加工后装焊,施工难度更大,其安装质量直接影响到船舶跳板的使用安全。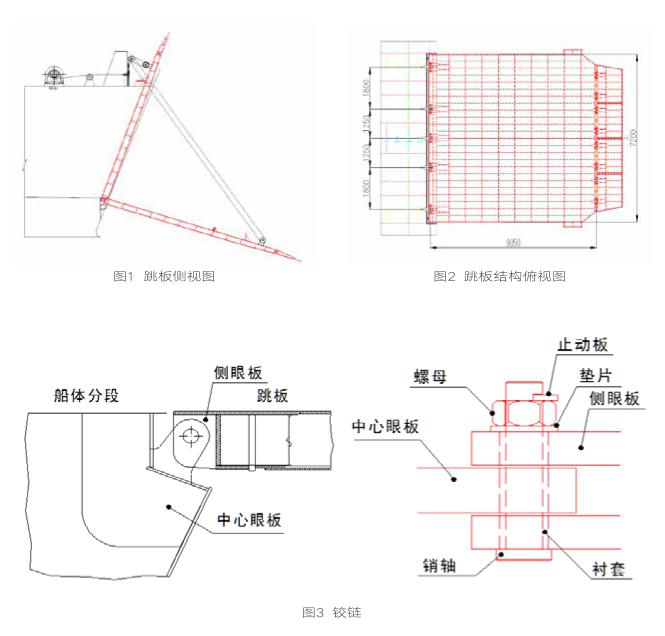
2.铰链说明
跳板尺寸为9 0 5 0 m m长×7200mm宽,共设5组铰链与船体结构相接。铰链一般采取缓焊,待跳板上船定位后再焊接,保证最终精度要求。
跳板铰链由中心眼板、侧眼板、衬套、销轴、螺母、止动板等几个部件组成。其中眼板材质为EH36,螺栓、螺母为45#锻件,衬套为QSn4-3材质。轴孔为φ100(H6/n5),销轴φ80(H8/f7),轴孔允许位置偏差1mm,同轴度≤1mm。
3.铰链安装精度要求
铰链在安装过程中的精度要求,一是控制各组铰链轴孔的同轴度。若同轴度偏差大,不仅会导致轴孔配合的零件发生变形,出现卡死情况,而且会增大转动过程中的摩擦,承压时受力也不均匀,影响零件的使用和寿命。二是控制轴孔的位置偏差。轴孔中心距甲板的高度及纵向距封板的距离尺寸非常关键和重要,若控制不好会导致跳板转动时与船体结构干涉或者影响跳板密封压胶条的安装。
跳板五组铰链宜划分在同一分段,但跨距较大,且两端受船体结构影响,无法整体机械加工,只能采取单独焊前加工,因此对铰链装焊过程中的同轴度控制要求极为严格。
4.精度控制方法
同轴度精度控制常用的方法为上假轴定位。假轴采用无缝钢管或圆钢,由工作轴及联接轴焊接成整体再行加工。假轴贯通5组铰链,其中联接轴略小于工作轴,并保证整体刚度,而工作轴直径一般比真销轴直径略大,为小间隙配合公差。通过定位假轴与铰链孔紧密配合,使各组铰链孔位于同一轴线,再通过采取合理的焊接工艺措施来控制焊接变形。若焊前、焊后工艺假轴均能穿过铰链眼板轴孔且转动自如,则精度合格。
上假轴无疑对铰链同轴度控制是有效的,但是大跨距小直径对假轴刚度要求较高。实际应用中直径100mm,长度~6.5m的假轴本身就会有一定弯度,安装过程中受到装配焊接等应力影响,也会产生变形,直接影响到同轴度的控制结果。假轴退出后必须重新校验精度,满足要求方可重复使用,否则报废处理。因此“长假轴”在实际应用中成本较高,效果会受到轴本身刚度影响。
拉钢丝也是检测同轴度的方法之一。但由于钢丝本身的自重产生的挠度、钢丝的直径以及人工判读的误差,都会直接影响到测量结果。与上假轴相比,拉钢丝仅辅助测量,并无限制变形的作用。但是由于中心眼板的假轴安装及退出受到两端船体结构影响难以施工,所以拉钢丝则成为施工时可替代的经济有效的检测手段,而难点在于如何控制焊接变形来保证同轴度。
综上所述,对于同轴度的精度控制,上假轴及拉钢丝在实际应用中各有优缺点。根据琼州海峡客滚船跳板的结构特点,从经济性及工艺性综合考虑,宜采用拉钢丝法检测跳板铰链的整体同轴度,再用短假轴分别单独控制各铰链组的同轴度。
5.铰链安装顺序
铰链中心眼板装于船舶首尾封板处,其形状不规则并且比较笨重,四周与结构相接,位置调整受限。加之首尾舱室的空间狭小,以致焊接困难。宜在分段阶段先行焊接,确定铰链轴孔中心线位置,作为铰链侧眼板定位的基准。
铰链侧眼板固定在跳板端头,形状相对简单,数量虽较中心眼板多一倍,但可在分段阶段仅定位装配,不焊接,待船台跳板试装调整后再行焊接,可降低精度控制难度,减少偏差。
中心眼板位于船体分段处,船台搭载时顺序在先,跳板相邻分段均必须以中心眼板轴孔中心线为定位基准,并测量与跳板的相关数据。
6.铰链中心眼板安装
铰链安装必须在分段结构施焊结束且校正合格后在胎进行。不允许铰链眼板的装焊与其结构装焊同步进行,否则结构的焊接变形会严重影响和制约铰链的安装精度和同轴度。也不允许在分段脱离胎架之后进行,否则船体结构水平难以保证,铰链眼板的轴孔中心线水平则失去可靠依据。
铰链中心眼板预装到位后,分段划出船体中心线,并根据图纸数据找到船中处中心眼板轴孔中心的X 向位置,并以此为基准用经纬仪作出船体中心线的水平垂直线,延伸至两舷,架立标杆,量取轴孔中心距基高度,确定钢丝拉线点。钢丝距甲板及封板的距离尽可能准确,若分段结构有偏差则必要时允许在满足跳板安装要求的前提下适当修正钢丝位置。
为减少钢丝自重挠度的影响,可设置左中右三个标杆,用钢丝拉出轴孔中心线,穿过所有眼板,钢丝位置公差应满足图纸要求。
逐个调整各中心眼板轴孔中心正好位于钢丝线上(眼板较厚,两侧均须检测),初步点焊定位各中心眼板,相关尺寸及轴孔同轴度核对无误后对中心眼板进行加固,必须有足够拘束限制焊接变形。对中心眼板进行焊接并实时监测偏差。整体完工后退火消除应力拆除加强并再次检查。
7.铰链侧眼板安装
跳板铰链有10块侧眼板,数量越多则同轴度的控制难度就越大。为了降低安装难度,通常将各组铰链的两块侧眼板提前预装组焊成一个单元(间距应满足图纸要求),独立单元的两块侧板实现统一钻孔,其同轴度相对来说能够得到很好的保证,这样成组的组合和安装可以大大降低难度。
铰链侧眼板在跳板制造阶段拉钢丝定位,点焊。定位精度要求与中心眼板一致,减少船台调整工作。
在船台跳板吊装定位后,侧眼板與中心眼板穿轴匹配,检查跳板相关数据,试翻转。确认安装无误后,对侧眼板进行焊接,必须为双数焊工对称焊接,采用合理的焊接参数,焊接过程中要不停的转动跳板或者销轴,避免焊接后卡死。如果出现转动困难则应调整焊接顺序或焊接参数进行校正。
在跳板就位的情况下依次完成侧眼板以及封板焊接。如果仍有局部位置由于空间受限无法施焊,则可将跳板整体卸下,在地面完成剩余少量焊接后再复位,但应注意在此期间不得产生额外的变形。
8.跳板其他精度控制要点
跳板铰链安装的精度控制不是孤立的,它与跳板及相邻分段相互影响和制约,因此在分段制作以及船台定位阶段都应结合跳板安装影响因素来综合考虑。
跳板的平面度差会导致跳板的半圆板与橡胶条压紧程度不均匀,影响密封效果。因此,跳板制造时应重点控制整体平面度。而橡胶槽可在跳板定位后再装,必要时在密封胶槽和围板之间使用薄垫片,以达到要求的压胶公差。
跳板两侧相邻分段的橡胶槽位置安装角度必须与跳板吻合,否则会造成压胶量上下松紧不一的现象。因此,跳板相邻分段宜并排建造,结构安装时可统一基准,利于定位和测量,同时船台搭载时应重点控制橡胶槽位置处的平行角度。
9.结语
跳板铰链机加工后再装焊,安装精度要求极高,是客滚船跳板制作安装的难点。
本文首先通过优化侧眼板组合单元加工的方式,减少安装控制难度。其次优化铰链眼板的安装顺序,减少后期铰链位置调整的施工难度。再次优化铰链同轴度控制方式,通过拉钢丝和上假轴相结合的方法,辅助以加固保型、焊接变形控制等措施,提高经济性的同时,并有效地保证铰链安装精度要求。
参考文献:
[1]刘靖峤,跳板本体铰链中心线精度控制研究[J],船舶与海洋工程,2016.
[2]郑竹林等,工程机械大型转轴结构件焊接精度控制[J],工程机械,2008.
[3]罗国胜,三峡重大件滚装运输船大型跳板安装工艺[J],船海工程,2008.
