预制构件厂厂区规划及生产线工艺布局建设
2018-04-04方爱斌
方爱斌
上海建工材料工程有限公司 上海 200086
近几年国内住宅产业化发展较快,而全国预制构件厂配套不足,未来几年各地的建筑预制构件厂数量将呈现几何级数量增长[1-3]。另外,从全国各地产业化热度以及PC工厂分布来看,目前全国PC工厂已达到百余家,主要分布在上海、北京、山东、辽宁、湖北、河北、安徽。
目前预制构件种类多、型号多,且分类复杂,而生产线基本以固定模台生产线和移动式模台生产线为主。传统固定模台生产线适应性强,可生产多种类型预制构件;而移动式自动化生产线受生产设备限制,生产构件形式单一,但生产效率不低于传统固定模台生产线,且作业环境好、污染少。
1 厂区规划
1.1 设计原则
1)总体设计为在满足先进生产工艺流程和最佳物流路线的前提下,充分利用现有厂房及设备,结合场地特点,做到功能分区明晰、总体布局合理、生产管理方便,并符合国家和当地政府有关城市规划、环境保护、安全卫生、消防、节能、绿化等方面的规范和要求。
2)总平面布置做到布局合理、物流线路畅通、经济,尽量减少物流输送交叉作业。以生产集中专业化、资源共享最大化、公共服务统一化、营销集约化、组织管理扁平化为目标,强调合理、实用。
3)强调“以人为本”、注重环境设计,创造一个舒适宜人的生产、生活空间,并使厂区建筑与周围环境融合协调,展示现代化企业形象和企业的文化理念,创建最佳的企业形象和厂区环境。
总体来说,PC工厂的设计始终以经济性、安全性、可靠性为原则。
1.2 厂区总体概况
该预制构件厂区占地面积约为113 333 m2,邻近公路与河流,原材料和构件成品运输方便。此基地厂区为旧厂房,因该厂区原主要生产管桩构件,故水、电、气的供应可以满足PC工厂的相关需求。现有一四跨车间厂房,分别为9 m×118 m、21 m×120 m、21 m×189 m、24 m×189 m;一钢筋加工车间面积为2 736 m2(18 m×152 m)。厂区已经拥有相关的办公实验楼、餐饮宿舍楼、锅炉房、搅拌站、构件堆场、原料堆场等配套设施(图1)。

图1 厂区平面示意
1.3 初步规划
厂区初步规划分两期进行:一期设计年产能40 000 m3,二期设计年产能30 000 m3,两期建成后设计产能达到年产70 000 m3。项目一期设计按照PC构件年产能40 000 m3进行规划,生产车间建筑面积9 792 m2,布置1条标准多功能生产线、1个固定模台生产车间、1个钢筋加工车间。二期根据公司未来产能需求决定增加1条标准生产线,二期建成后,一期多功能PC生产线将调整为外墙板专用生产线,设计产能可以进一步提升。一期标准多功能生产线车间即自动流水线生产线车间,主要生产外墙板、内墙板、叠合楼板等板类构件(构件厚度≤450 mm);固定模台生产车间,主要生产楼梯、阳台、空调板、梁柱等异形构件;钢筋加工车间主要用于钢筋网片成品的加工,主要包括钢筋的剪切、弯曲、捆扎等工序(图2)。

图2 生产车间平面示意
1.4 生产线建设
一期标准多功能生产线车间即自动流水线生产线车间,原为预制管桩生产车间,主要生产管桩,车间总面积4 536 m2,长度189 m,宽度24 m,原车间水、电、气管路无需整改,且供应正常,均可用于预制构件生产,改造集中于地面改造、轨道的铺设安装、模台的架设、生产装备的安装、模台蒸养管路的安装、车间内外立面的装饰装修等。
2 生产线工艺布局
预制构件生产的核心关键是生产线的工艺形式和工艺流程,必须根据构件形式进行单独的设计。采用不同的工艺形式,在工厂投资、生产效率、成本摊销方面的差异很大。该厂区规划主要有2种构件生产线形式。
2.1 固定模台生产线
2.1.1 车间概况
固定模台车间跨度21 m,长度120 m,厂房起吊高度为9 m,共设模台28个,其中,3.5 m×8.0 m模台22个,3.5 m×12.0 m模台6个。固定模台生产车间用于生产不适应自动流水线的异形构件及超大板类构件,并采用地台模和固定式变频振动台模结合的方式进行生产,设计年产能为20 000 m3。该车间的布料主要采用提吊式布料机进行布料,因混凝土输送小车经过此车间,所以提吊式布料机可以直接放置在输送小车轨道下处进行接料,操作方便。在车间左侧预留一个16 m×18 m的构件修补区,用于异形构件的修补,完成后直接通过行车将构件成品运输至车间左侧的构件堆场(图3)。
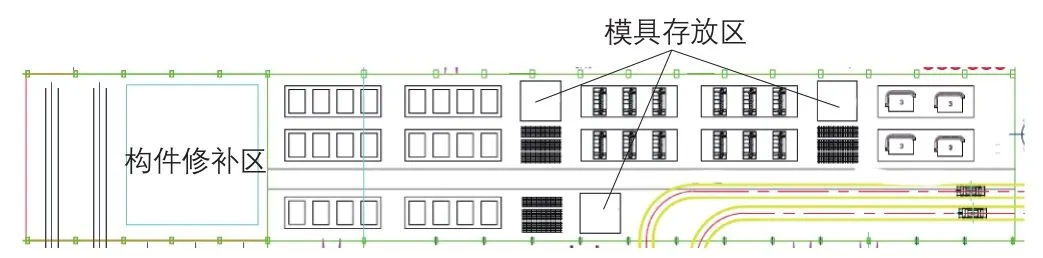
图3 固定模台生产车间
钢筋加工车间跨度9 m,长度118 m,可以布置棒材定尺剪切线、调直切断机、弯曲机、BG18弯曲机等,具体可以根据实际需要进行钢筋设备的采购,在车间左侧设置了钢筋半成品堆放区,并通过左侧横移车将钢筋半成品转运至钢筋绑扎区进行绑扎。当此钢筋加工车间不能满足产能需求时,在区域西北处还有一钢筋钢模车间可以用于钢筋加工,此车间跨度18 m,长度150 m,加工好的钢筋网片需要二次转运至构件生产车间(图4)。

图4 钢筋加工车间
2.1.2 生产工艺流程
该生产车间采用传统固定模台生产线,生产工序繁多,构件生产流程为:模台清理→模具拼装→钢筋绑扎→预埋件及门窗框的安装→隐蔽工程验收→混凝土的浇筑振捣→构件的养护→脱模起吊→构件标识及养护。
2.1.3 优缺点分析
目前国内构件形式多样化、尺寸不统一,固定模台生产方式适应性强,可避开流水线工艺节拍的束缚,生产各种不同类型的构件,对构件高度尺寸要求低。但也存在着不足,如劳动强度高、作业环境差、不安全因素多等。
2.1.4 产能分析
1)阳台构件采用固定模具生产,车间内可布置12个阳台构件生产台座,日产量24块,年产量最大逾7 200块。
2)楼梯构件采用固定模具生产,车间内布置16个楼梯构件生产台座,日产量32块,年产量最大逾9 600块。
3)梁PC构件采用固定模具生产,车间内布置30个梁构件生产台座,日产量60块,年产量最大逾18 000块。
4)空调板(悬挑板)采用固定模具生产,车间内布置24个空调板(悬挑板)构件生产台座,日产量48块,年产量最大逾14 400块[4]。
2.2 自动化生产线
2.2.1 车间概况
PC自动化流水线生产车间跨度24 m,长度189 m,厂房起吊高度9 m,生产线总长175 m,共设置30个工位,用于生产厚度在450 mm以内的板类构件,设计年产能80 000 m3。采用自动混凝土输送系统自厂房中部外侧混凝土搅拌站接料后,沿架空轨道输送至布料工位送料。车间两侧为开放式,可用于运输材料车辆出入,车间一端设置了料罐冲洗区域,另一端用于将成品构件起吊运往构件堆场,车间中部预留部分区域堆放钢材、埋件等材料,车间中部铺设平移小车轨道,用于构件堆放运输,标识完成后直接运至构件堆场。待二期流水线车间建成后,车间主要用于生产叠合板、内墙板、外墙板等,进一步提高了生产效率(图5、图6)。
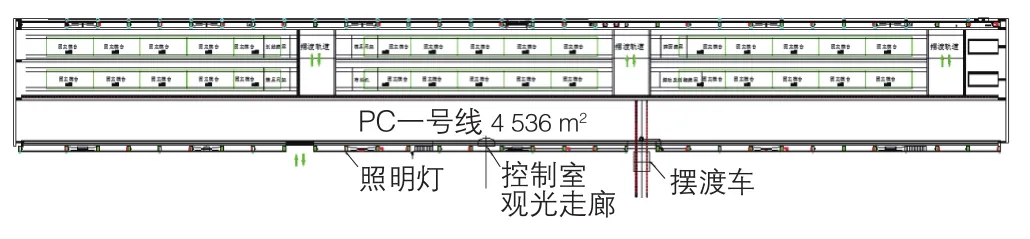
图5 PC流水线生产车间
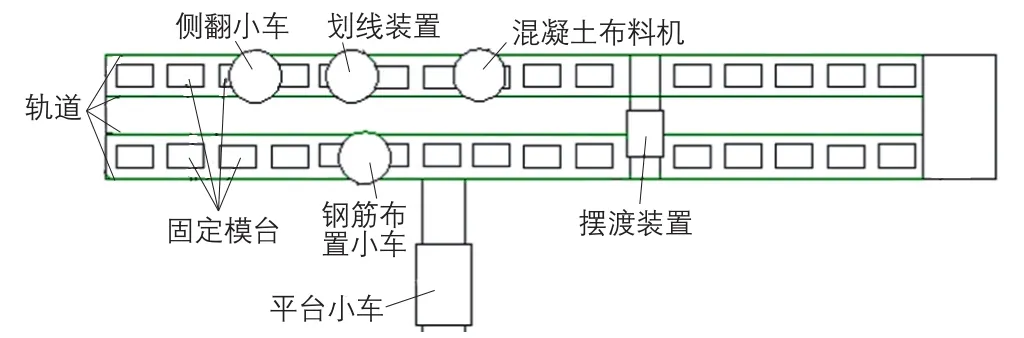
图6 车间主要装备平面示意
2.2.2 生产工艺流程
该生产线采用先进的数据导入系统,根据设计单位提供的构件拆分图纸对构件的预埋件及平面图进行转换,形成生产系统可自动识别的图纸并导入生产系统。数据识别成功后,即可采用常规传统固定模台生产流程结合生产线装备进行预制构件的自动化生产。
2.2.3 优缺点分析
该生产线布局灵活,适应性强,可按产能需求逐条投入(前期投入后可以满足生产,后期投入以模台为主,相关设备可以共用);方案简洁,生产柔性,对工人要求低(工人工作生产方式变动小),仅借助自动化的工具和设备以保证构件生产的质量和效率;投资精简,舍去养护室,采用自然养护,适合中国个性化墙体的生产需求;集成MES控制软件,使设备和BIM数据间可无缝衔接,并可融入到公司、集团ERP。同样该生产线也存在缺点,由于相关生产设备的局限性,构件尺寸受到限制,故该生产线不适于生产高度大于450 mm的构件。
2.2.4 产能分析
构件生产线运行节拍按照15 min设计,每天可安排2班生产,每班10 h。根据生产组织和循环模具的数量,生产线的机械设计可满足连续2班生产要求,按每年300天工作日计算(表1)[5-6]。

表1 产能分析
3 结语
随着建筑工业化水平的提高和建筑科学技术的发展,各种建筑体系和模式百花争鸣,构件厂必须朝着节能、环保、绿色的模式发展,一方面通过改进旧的生产模式,加强管理,减少环境污染,提高生产效率;另一方面通过改进生产设备,提高设备的适应性,减少设备的投资成本。