低应力无变形焊接技术对船舶制造的影响
2018-03-30沈佳佳周佳锋
沈佳佳 周 宏,2 矫 杨 周佳锋
(1.江苏科技大学 船舶与海洋工程学院,镇江 212003;2.上海交通大学 船舶海洋与建筑工程学院,上海 200030;3.北京工业大学 土木工程学院,北京 100124)
焊接是一个相对比较复杂的过程,它涉及多学科领域的交错融合,包括物理传热、化学、冶金等。因此,焊接变形是焊接作业中不可避免的现象。
残余应力和焊接失稳变形会导致裂纹的产生,破坏结构的强度,降低承载力等,这将严重影响结构设计的质量及安全性。尤其对于薄板构件来说,焊后常会因很小的焊接残余应力的存在而发生翘曲、扭转等失稳变形,甚至给整个工程带来无法弥补的损失,所以如何预测和控制焊接失稳变形一直是焊接领域大量学者研究的重点。在船舶制造业中,控制并降低残余应力也是实现轻量化造船以及精度造船的关键。因此,将低应力无变形焊接技术运用到船舶制造业中就显得尤为重要。
1 低应力无变形焊接技术
传统的控制焊接残余应力的方法通常是选择合理的焊缝尺寸和形式,在船舶制造中,无论采取焊前、焊中还是焊后控制残余应力和变形的产生,都会增加人力、物力、财力,延长生产周期。由此可见,低应力无变形焊接技术的研究具备很高的研究价值。
学者关桥等人针对防止薄壁构件焊接失稳变形,首次提出了低应力无变形的焊接技术,并建立一个特殊构造的热潭(冷源)跟随焊接电弧,构成“热源-热潭”多源系统,熔池后的高温焊缝区产生强烈的局部冷却拉伸作用,改变焊接时产生的压缩塑性变形,从而有效地控制焊接失稳变形,这一焊接新技术在航空领域得到广泛应用[1]。Yang等也使用了相同的方法来消除薄板的焊接失稳变形,其中,液氮被选择作为冷却媒介,而焊枪和冷却喷嘴之间的距离经过实验和数值分析等方式优化之后确定[2]。赵利华等人通过对常规气体保护焊和动态低应力无变形的仿真分析,得出最优参数下的动态低应力无变形焊接控制变形的效果更明显[3]。龙昕等用外部冷源及热源来调节原来的焊接温度场,很好地解决了薄板的应力腐蚀和焊接挠曲变形[4]。哈尔滨工业大学也曾用随焊激冷法,其原理类似于动态低应力无变形焊接技术[5]。许辉等人发现在一定参数范围内,激光作为辅助热源可以改善焊件成型,消除因焊接速度过高而产生的表面缺陷[6]。
2 有限元模型的建立
2.1 材料属性
高强钢含有较高的合金元素,在热作用下容易产生塑性变形。因此,本文以厚度为3mm的AH36高强钢薄板为对象进行相关研究。
2.2 网格划分和约束条件
考虑到本文研究的对象是几何尺寸为200mm×200mm×3mm的AH36高强钢平板对接,为了保证焊透,开60°的V型坡口,因此可以直接在ANSYS中建立模型并进行网格划分。在应力计算时,为了防止刚体的平动和转动,在模型上三点约束。在节点A处施加x、y和z三个方向约束,在节点B处施加y和z方向约束,在节点C处施加y方向约束。应力计算的路径如图1所示。

图1 应力计算的路径
3 添加辅助冷源的有限元模拟分析
在本文中,冷源的选取为干冰,借助喷枪直接从喷嘴处喷射到试板上。具体来说,在焊枪后施加一个跟随焊枪同步运动的冷源,冷源的分布为高斯分布。本文对冷源的三种宽度,即冷源比焊缝窄、冷源与焊缝同宽以及冷源比焊缝宽进行数值模拟仿真分析。相关研究表明,纵向残余应力是导致焊接失稳变形的根源,因此上述四条路径在三种不同宽度冷源作用下的残余应力场如图2所示。
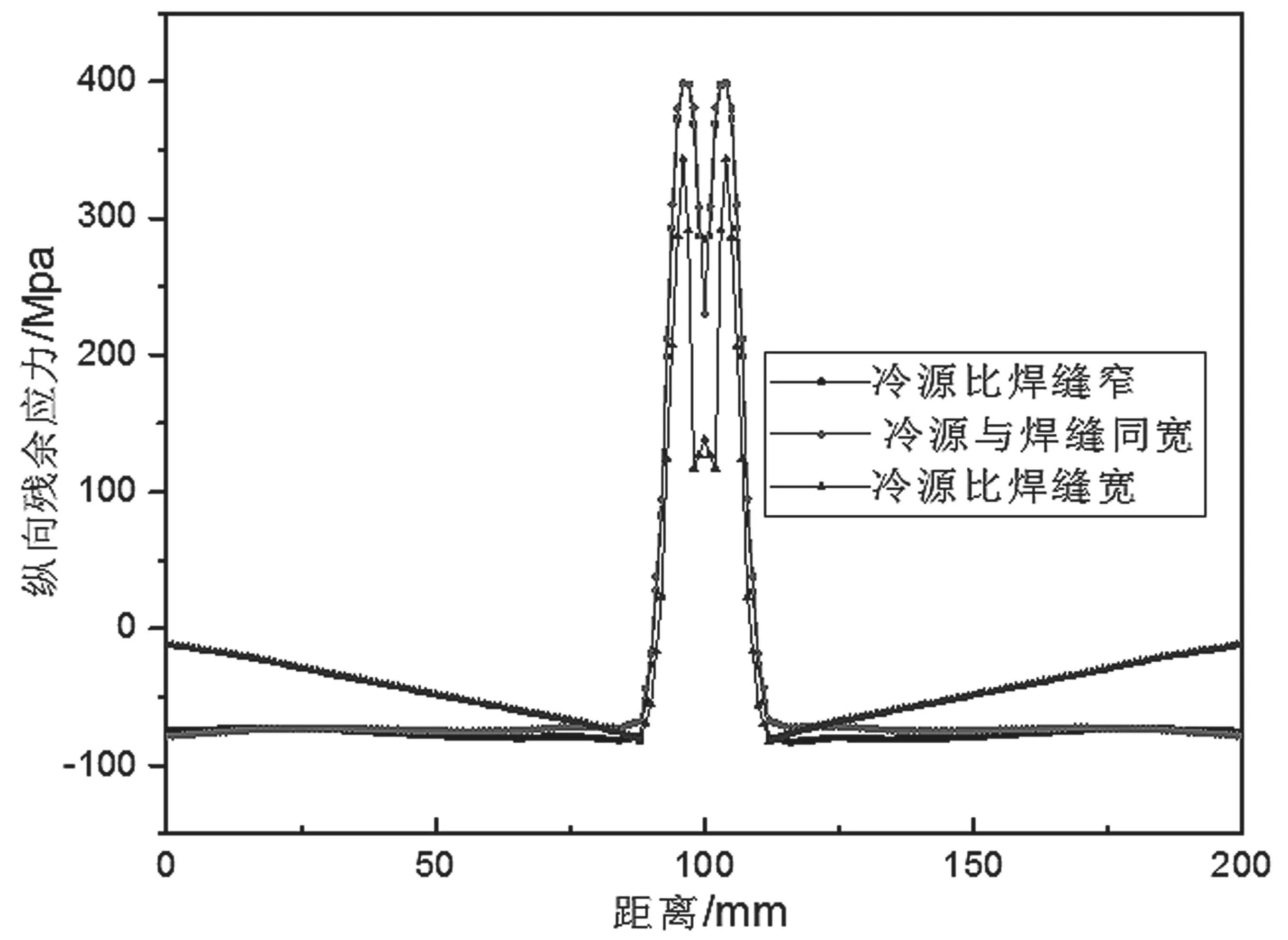
图2 不同路径不同宽窄冷源下的纵向残余应力
从图2可以发现,当辅助冷源的宽度比焊缝宽时,控制残余应力产生的效果更好。
4 结论
在船舶制造业中,控制并降低残余应力是实现轻量化造船和精度造船的关键。因此,将低应力无变形焊接技术运用到船舶制造业中就显得尤为重要。纵向残余应力是导致焊接失稳变形的根源,研究表明,当辅助冷源的宽度比焊缝宽时,控制残余应力产生的效果更好。
