连铸机在线调弧
2018-03-27王建刚
王建刚
(唐钢不锈钢公司,河北 唐山 063000)
在目前的钢铁市场,国有钢企应该利用自身人才优势、资源优势、设备优势,冲击钢铁企业高端产品。高端产品对钢材的质量提出了更高的要求,设备精度是生产高端产品的基本保证。连铸机作为热轧企业枢纽环节,精度要求极为关键。扇形段对弧精度是连铸机精度最为重要的部分。对弧精度出现偏差,常规解决方案有三种:一是检查扇形段底板间隙,紧固地脚螺栓;二是更换扇形段;三是连铸机香蕉梁对大弧。
1 扇形段手工对弧方案
1.1 对弧方案思路
我公司连铸机扇形段1~5段为弧形段、6~7为矫直段,8~12为水平段,其中1~6段香蕉梁底座弧线半径9.4m,每台扇形段底座为一条直线;外弧辊面弧线半径为8.419m,在调整量1mm左右的情况下,按照直线进行计算,不影响对弧精度;7~12段香蕉梁底座为水平直线,同样适用。
扇形段手动检测对弧精度,将对弧样板搭在上段出口第6排辊和下段入口第2排辊的上辊面上,测量上段出口第7排辊和下段入口第1排辊与辊面的间隙,要求1±0.5mm,如图1所示。
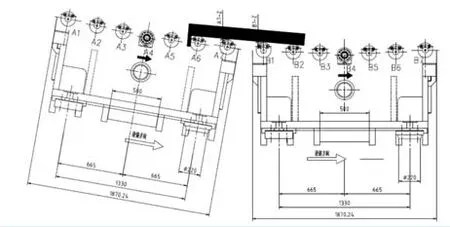
图1
如图1通过调整A段出口和B段入口垫片,调整A7-z 和B1-z与对弧样板间隙,从而达到对弧的目的。
1.2 手工对弧方案
扇形段对弧常见的三种异常情况及对策如下。
(1)如图1所示,如A7对弧间隙大于1.5mm,B1间隙小于0.5mm,这种情况下需要在扇形段A的出口方基或圆基上方加垫调整对弧。例如A7-z对弧数值为1.7mm,B1-z对弧数值为0.3mm,下面以水平段为例进行计算。如果满足扇形段对弧精度要求,保守计算A7-z对弧间隙需要减小0.3mm以上,B1-z对弧间隙需要增大0.2mm以上,计算采用带入法。
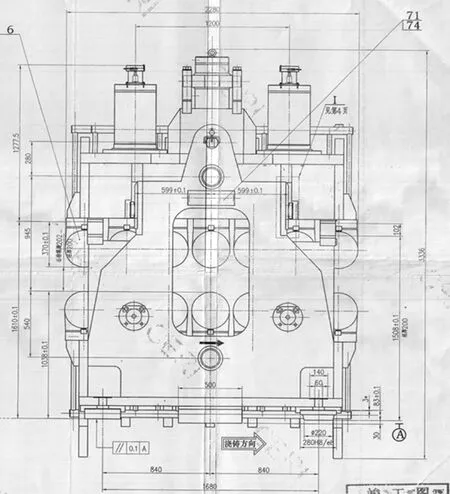
图2
第一步:如图2所示,扇形段A出口右加垫0.8mm,根据勾股定理计算如下:
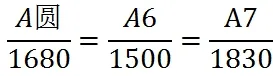
A圆=0.8mm,A6=0.71mm,A7=0.87mm。
第二步:如图1所示,如果A6升高0.71mm,假
设A7不动,水平段相邻之间的间隙为142,计算如下:
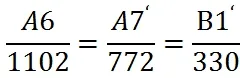
A6=0.71mm,=0.50mm,=0.21mm。
第三步:如图1所示,如果A6升高0.71mm,实际上为:0.50-0.87=-0.37mm,也就是说A7处的对弧间隙减小了0.37mm。
因此调整之后,A7-z=1.70-0.37=1.33mm,B1-z=0.3+0.21=0.51mm,符合对弧精度要求。
(2)如图1所示,如A7对弧间隙小于0.5mm,B1间隙大于1.5mm,这种情况下需要在扇形段B的入口平基上方加垫调整对弧。方法与情况1类似。
(3)如图1所示,如A7对弧间隙大于1.5mm,同时B1间隙大于1.5mm,这种情况下需要在扇形段A出口和扇形段B入口同时加垫调整对弧。方法与情况1类似。
1.3 手工对弧实施条件
(1)扇形段平基、方基、圆基上方加垫片,调整的是扇形段之间的接弧;如果是扇形段内部对弧出现问题,只能通过换段来实现。
(2)扇形段平基、方基、圆基上方加垫片的对弧方式,首要条件是相邻扇形段本体无异常;扇形段之间接弧出现异常,首先需要排查相邻扇形段的辊子未出现辊面剥落、轴承损坏等现象;如果扇形段本体出现异常,需要通过换段来解决。
(3)如图1所示,如A7对弧间隙小于-0.5mm,同时B1间隙小于-0.5mm,而且扇形段A入口与扇形段B出口在扇形段本体无异常的情况下,没有较大调整量,只能通过对大弧解决。
(4)情况1实施时,需要扇形段A入口A1-z对弧数值未在下极限;否则扇形段A入口需要同时进行调整。
(5)情况2实施时,需要扇形段B出口B7-z对弧数值未在下极限;否则扇形段B出口需要同时进行调整。
2 扇形段手工对弧实施案例
扇形段辊缝仪对弧数据如下图3所示。
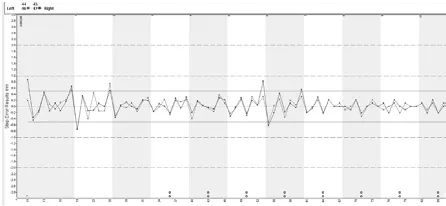
图3
对弧趋势曲线中0是指标准中的基数1.0mm。
根据图3对弧曲线所示:0段与1段对弧—0段出口右1.7mm,1段入口左0.3mm、入口右0.2mm;1段与2段对弧—1段出口左1.7mm、出口右1.5,2段入口左0.7mm;5段与6段对弧 — 0段出口右1.8mm,6段入口右0.4mm。
按照本文介绍的在线调弧方法,调整数据如下:0段下导向板自内弧撤0.5mm垫片安装到外弧;1段出口左加0.5mm,出口右加0.3mm垫片;5段出口左加0.4mm,出口右加0.9mm垫片。调整之后连铸机对弧曲线如下图4所示。
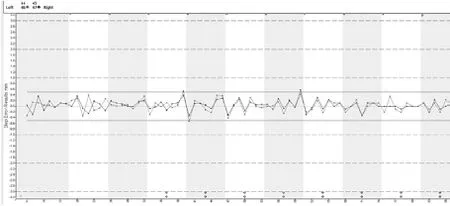
图4
调整之后所有扇形段之间对弧全部在1±0.5mm的标准内。
3 结语
常规对弧方案有其严重的局限性,紧固扇形段地脚螺栓,仅使用于扇形段底板有间隙的情况下,这种情况较少;1个扇形段的维修费用为20多万元,更换扇形段,费用较高;连铸机香蕉梁对弧,需要所有扇形段吊出最少7天,影响连铸机约20000吨产量,造成炼钢成本大幅上升,而且每次对大弧费用约35万。手工对弧在满足扇形段精度的同时,大幅降低设备维保成本,有较强的适用性。
