关于HRB400级钢筋电阻对焊参数对接头抗拉强度影响的研究
2018-03-26刘子金吴先涛侯爱山王永华陈士忠
刘子金,吴先涛,侯爱山,王永华,陈士忠
(沈阳建筑大学,辽宁 沈阳 110168)
GB50010-2010《混凝土结构设计规范》(2015年局部修订)中关于钢筋选用的4.2.1条第2款指出“箍筋宜采用HRB400、HRBF400、HPB300、HRB500、HRBF500级钢筋”,新修订规范对箍筋等级的要求比之前有了一定的提高;同时GB5066-2011《混凝土结构工程施工规范》中关于封闭箍筋的5.4.13条中“梁类构件复合箍筋内部宜选用封闭箍筋”,可以看出高强钢筋焊接封闭箍筋的约束是混凝土结构发展的未来方向。相对于端部90°、135°弯折的普通箍筋,焊接封闭箍筋具有方便钢筋绑扎、混凝土浇筑和节约钢筋材料等特点。
通过对HRB400级钢筋的电阻对焊接头抗拉性能的研究,为焊接封闭箍筋焊接参数设置提供参考。本文在封闭箍筋大量生产过程中,采用正交试验对比分析方法,在直径10mm的HRB400钢筋合格接头中进行了焊接接头性能对比分析。分析焊接电流、焊接时间、顶锻压力和轴心位移偏差等参数对钢筋的抗拉强度、破坏形态的影响。
1 正交试验基本原理及前期探索
正交试验设计是多因素试验参数、优化性能组合的高效试验设计方法,其具有试验点均衡分散,数据综合可比的特点。在使用标准规范正交表的情况下,同时还可以进行多因素间的混合及交互作用,实现较少的试验次数准确取得比较可靠的试验参数优选。
试验前期进行了数百组的封闭箍筋焊接探索,得出焊接参数调整有效范围见表1。由于封闭箍筋的自动焊接技术需要对各参数准确赋值,为进一步精确参数,采用代表四因素三水平的正交表L9(34),进行试验,提高了试验效率。试验主要完成的目标是:
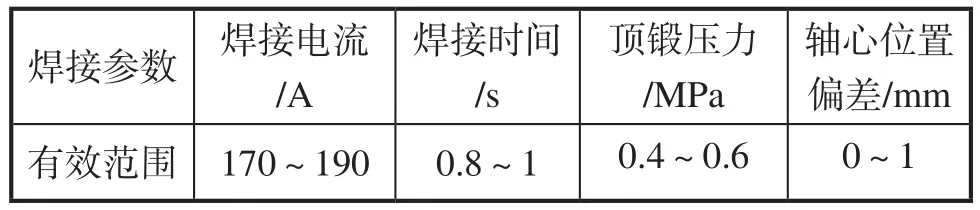
表1 前期探索的焊接参数有效范围表
(1)摸索焊接试验参数的主次因素影响效应曲线规律。
(2)确定实现焊接接头抗拉强度和破坏形态优化的因素水平的组合范围。
2 试件焊接试验准备
2.1 试件设计制作和试验参数
根据箍筋生产过程以及JGJ18-2012《钢筋焊接及验收规程》的要求,确定焊接试验主要影响参数为焊接电流(A)、焊接时间(B)、顶锻压力(C)和轴心位置偏差(D),本次试验采用的HRB400级钢筋性能见表2。正交试验设计选取9组,每组取20根,共计180根,对每根钢筋电阻焊接接头进行拉伸实验。焊接试验专用夹具如图1所示。

表2 试验采用的HRB400级钢筋材料特性/MPa

图1 试件焊接夹持
2.2 试件焊接设备及过程
试验采用廊坊凯博建设机械科技有限公司所研制的弯箍机进行封闭箍筋的弯曲,其次利用TCW-33U对焊机,调整焊接参数对封闭箍筋进行焊接,待焊点冷却结束后,在其上截取300mm钢筋段,利用液压万能试验机,根据GBT228.12010《金属材料拉伸试验方法》进行拉伸实验,由计算机交互系统获取试验数据。
2.3 钢筋焊接试验评价指标
根据JGJ18-2012《钢筋焊接及验收规程》的规定,将钢筋拉伸后的破坏形态和抗拉强度与母材的标准值对比作为评价指标。根据正交试验的极差分析,明确焊接电流、焊接时间、顶锻压力和轴心位移偏差的各因素水平对钢筋抗拉强度和破坏形态的影响规律,同时以图表的形式表示出来,分析找出影响试验指标的最大因素、最小因素,优选出对钢筋焊接性能最接近钢筋母材强度的优化参数组合。
3 钢筋试件正交试验过程
3.1 设计正交试验
经过前期大量试验探索,确定了主要影响因素,为进一步缩小封闭箍筋自动焊接所需的参数范围,依据前期摸索的有效范围和JGJ18-2012《钢筋焊接及验收规程》的规定,确定试验因素水平及单位,如表3所示。
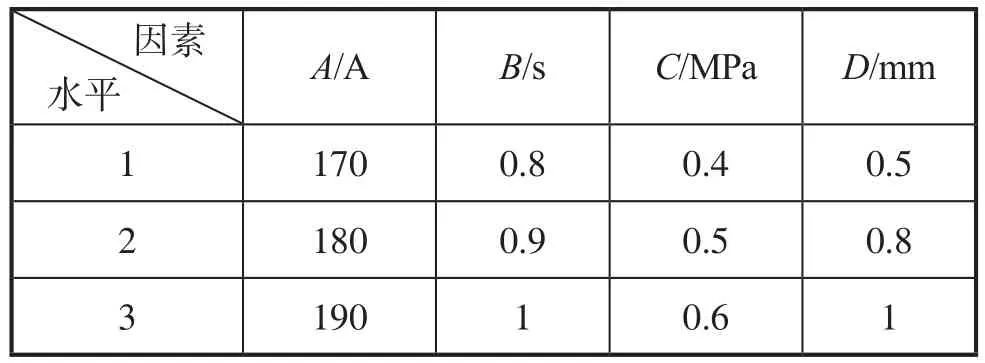
表3 正交试验因素水平表
根据正交试验设计特点和规范的标准正交表,选取了四因素三水平的标准正交表L9(34),表头设计见表4,正交表如表5所示。
根据正交表的内容和设计表头确定试验方案,将试验方案相关因素和水平填入表5。按照试验方案进行试验,记录钢筋焊接接头拉伸性能指标,即优良占比——焊接钢筋延性断于母材或热影响区时,且抗拉强度不小于母材标准强度接头与合格接头占比。记录试件编号和试验结果如表6所示。

表4 正交表表头设计
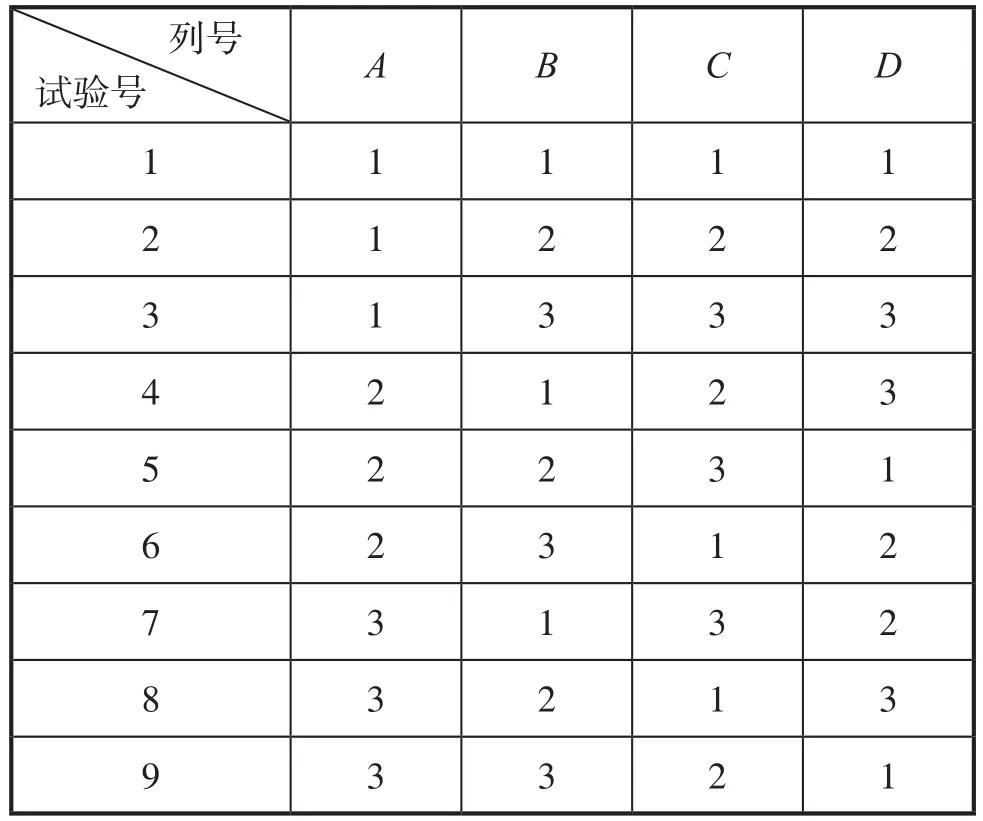
表5 L9(34)正交表

表6 正交试验结果
3.2 试验计算结果
采用直观分析——极差(R)分析法。Rj表示第j列因素的极差反映了第j列因素水平的波动时,试验指标的变化幅度,Rj越大说明该因素对试验指标的影响程度越大,表达式为R=max(Kij)-min(Kij);Kij表示第j列因素i水平对应的试验指标和,表示Kij的平均值,有平均值可以判断第j列因素相应的哪一种水平为最佳,从而确定出最佳水平组合。对焊接钢筋合格占比(Y1)进行极差分析,Y1极差分析表如表6所示:
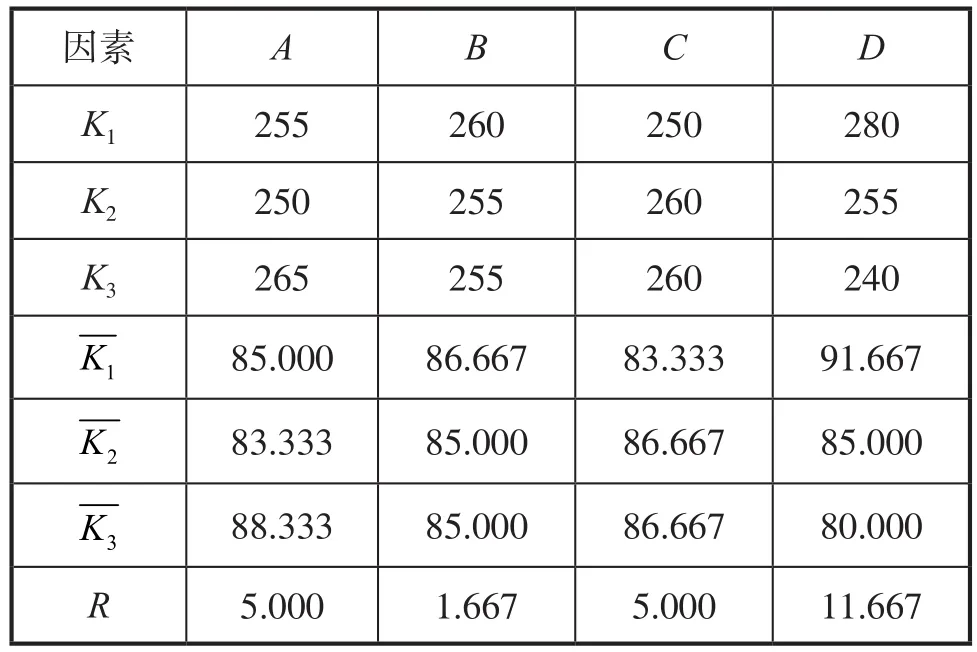
表6 Y1极差分析表
4 试验结果分析
通过对焊接钢筋合格占比(Y1)的极差和因素水平的效应曲线分析,主要分清楚各因素对焊接的性能的影响主次顺序,确定出试验最佳的因素水平的组合使得焊接拉伸性能最接近钢筋母材。
4.1 试验数据结果直接分析
由焊接钢筋抗拉强度不小于钢筋母材的数据分析可以看出,在9号试验(A3B3C2D1)的条件下,焊接试件是95%呈现延性断裂母材或热影响区,且拉伸强度不小于母材钢筋抗拉强度的,通过K值分析因素水平的效应曲线和极差R,确定其是否为钢筋焊接的最佳参数搭配和因素的主次影响顺序。
4.2 试验因素水平匹配分析
钢筋焊接件的因素水平对试验指标Y1的影响关系如图3所示,是以各因素的水平为横坐标,相应水平下试验指标的平均值为纵坐标所得到的各因素水平的效应曲线图。根据正交表的综合可比性,分析各因素相应水平下的最大值,可以根据效应曲线得出以下结论:要使得钢筋焊接接头最大程度不小于母材的钢筋抗拉强度,焊接电流应为190A(A3)、焊接时间为0.8s(B1)、顶锻压力为0.5MPa或0.6MPa(C2或C3)、轴心位移偏差为0.5mm(D1),确定出在实际全面组合(34=81)中最佳因素水平组合为(A3B1C2D1或A3B1C3D1)。

图3 Y1因素水平效应曲线
4.3 试验因素主次极差分析
依照试验指标Y1的极差计算结果R确定因素主次,即极差越大的影响越主要。从表6可以看出,在焊接钢筋时钢筋端口的轴心位置偏差对焊接钢筋破坏形态和钢筋抗拉强度影响最明显(R最大),焊接电流次之,再次为顶锻压力,焊接时间对钢筋破坏形态和焊接钢筋的抗拉强度影响最小,即各影响因素的影响作用排序为(主要)D-A-C-B(次要)。
4.4 试验验证分析
经过上述分析得到,焊接封闭箍筋的最佳因素水平的搭配,确定了自动焊接封闭箍筋的参数设置,根据实际情况下的封闭箍筋焊接生产进行大量验证,焊接钢筋前后拉伸性能对比,如表7所示。

表7 试验前后拉伸性能优良率对比
5 结论
本文通过正交试验原理对焊接封闭箍筋的焊接参数建立了四因素三水平的标准正交表,以极差分析和效应曲线分析为方法,确定出了自动焊接封闭箍筋拉伸性能最佳的参数匹配设置和对拉伸性能影响的主次因素,最后经过生产大量验证:选用优化的焊接参数组合,可使焊接钢筋拉伸性能优良率提高了10%左右,为研究封闭箍筋自动焊接技术和产品开发提供一定的参考。
[1] 盛兴旺,郑纬奇,雷佶洲,等. 闪光对焊连接HRB400级钢筋疲劳试验与试验影响因素研究[J].应用力学学报,2017,34(6):1150-1154.
[2] 叶勇,郭子雄,崔俊,等. HRB500钢筋搭接焊接头抗拉性能试验研究[J]. 四川建筑科学研究,2013,39(2):31-35,43.
[3] 李升才,罗小庆,章炯. 焊接环式箍筋约束高强砼柱裂缝开裂[J]. 华侨大学学报:自然科学版,2010,31(4):458-462.
[4] 王浩,张惠英. LL550冷轧带肋高强混凝土柱抗震性能的实验研究[J]. 建筑结构,2002,32(3):13-16.
[5]JGJ18-2012《钢筋焊接及验收规程》[S].
[6] 魏少波,王新河,王小增,等. 套筒磨损正交试验及其影响因素的极差分析[J]. 石油机械,2014,42(12):27-31.
[7] 霍晓敏,全理,周百先,等. HRB500E高强抗震钢筋电渣压力焊对比试验[J].施工技术,2014,43(15):71-74.
[8] 宋春芳,任盛,李智能,等. 电阻凸焊焊接箍筋的制作及应用研究[J]. 四川建筑科学研究,2016,42(1):134-137
[9]JGJ/T27-2001. 钢筋焊接接头试验方法标准[S].