TWIP950在某新车型前纵梁的应用可行性研究
2018-03-20段吉超战东平秦兴国穆传坤东风汽车公司技术中心武汉430058东北大学沈阳089
段吉超, 杨 冰, 战东平, 秦兴国, 穆传坤, 毛 安, 张 叮(.东风汽车公司技术中心,武汉 430058;.东北大学,沈阳 089)
汽车轻量化是减少原油消耗与尾气排放的必要措施,车身轻量化是在保证刚度、模态、NVH等性能要求的前提下,在合适的位置使用合适的材料、工艺和结构.轻量化材料的使用是车身轻量化的主要途径,高强钢由于其高强度和经济性已经成为轻量化选材的重要方案.
汽车的安全性和轻量化趋势要求车身结构件必须具有高能量吸收能力、高强度和高塑性,而第一代高强钢强塑积一般低于15 GPa%,不满足复杂结构件成形和吸能要求.作为第二代先进高强钢的代表,TWIP钢的研究始于1997年,Grassel等[1-2]在试验研究中发现其强塑积高达 50 GPa%,此特性来自形变过程中孪晶的形成,其合金元素含量较高,在具有较高抗拉强度的同时还具有极高的延伸率,既能够在高压力下保持材料的高强度和耐磨性,又能在抵抗高冲击时保持良好的韧性和吸能效果[3-4].
由于以上优点,TWIP钢成为国内外大型钢铁企业研发的目标和方向.POSCO[5]、宝钢[6]等国内外钢厂已经开发出一些牌号的TWIP钢产品,用于防撞梁、门槛等安全件的生产.2012年菲亚特某轿车采用TWIP1000替代热成型钢和双相钢的组合用于防撞梁的生产[7],减少1个零件并减重0.88 kg,有效实现28%的轻量化和22%的降成本.在具有多重优点的同时,TWIP钢也有生产成本较高、工艺复杂、成材率较低等缺点限制其应用.
由于其有着与软钢板相当的延伸率,随车型换代而替代原有的软钢板零件具备可能.为较为直观地研究该钢种的使用性能,在对该钢种机械性能试验的基础上,针对某车型前纵梁,进行了采用TWIP950替代DC05的仿真模拟和实物冲压研究.
1 试验材料及研究方法
1.1 试验材料
试验采用的材料是宝钢生产的1.5 mm厚TWIP钢板,最小抗拉强度要求值为950 MPa.
试验材料的化学成分检测值见表1:

表1 TWIP950的化学成分(质量分数)Table 1 Chemical composition of TWIP950 (mass fraction) %
1.2 研究方法
按照国标GB/T 228.1-2010进行准静态拉伸力学性能测试,按照GB/T 24174-2009对TWIP950进行烘烤硬化性试验.
采用1.5 mm厚TWIP950和1.6 mm厚DC05坯料分别进行冲压仿真,坯料均为1 330 mm×320 mm 的矩形板料,仿真软件为AUTOFORM.按照GB 11551进行正面碰撞仿真分析.
采用量产1.6 mm厚DC05前纵梁的模具进行1.5 mm厚TWIP950前纵梁的冲压试制,前纵梁的冲压工序见表2,拉延工序是其中最重要的步骤,需要予以更多关注.为使起皱区域得到有效控制,在拉延模表面设置拉延筋.
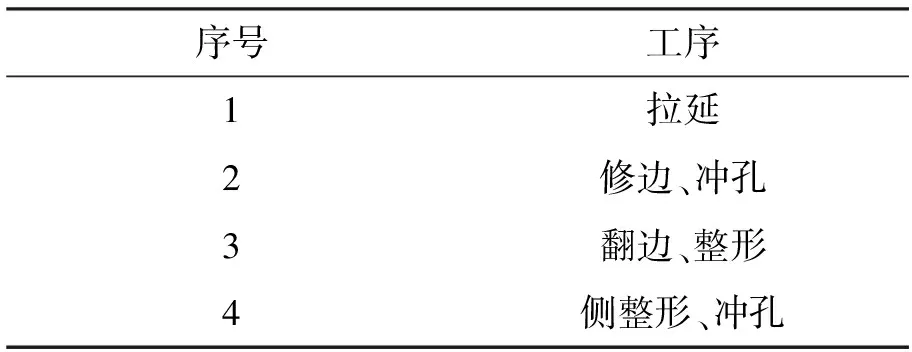
表2 前纵梁冲压工序Table 2 Stamping procedures for front longitudinal beam
为了测量典型位置的应变,板材在冲压前进行直径为5 mm的圆网格蚀刻,典型位置的最大减薄率基于网格应变测量来进行计算.
TWIP950零件的回弹是通过拉延后与DC05零件比较尺寸差异来估算的.
2 研究结果与讨论
2.1 机械性能
与DC05比较结果见表3.TWIP950的应力应变曲线如图1,可以看到其在三个方向(与轧制方向呈0°、 45°、 90°)的抗拉强度基本一致,总伸长率略有区别.在抗拉强度高达990 MPa的同时,还具有50%以上的延伸率.而高达0.39的n值更是比同强度级别的DP钢、QP钢高出很多[8],体现出其极佳的冲压成型能力.
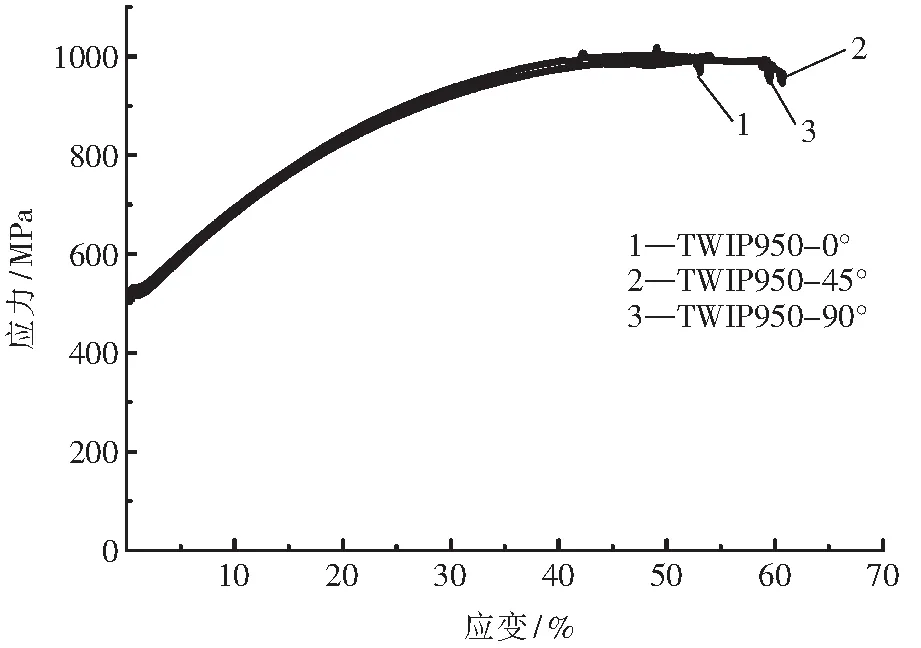
图1 TWIP950的S-S曲线Fig.1 Stress-strain curves of TWIP950 steel

表3 TWIP950和DC05的准静态拉伸力学性能比较Table 3 Quasi-static tensile properties of TWIP950 and DC05
对于先进高强钢,普遍在预应变后可能发生的组织变化和经历烘烤过程中碳元素的重新扩散会提升一定的机械强度.按照GB/T 24174-2009对TWIP950进行了烘烤硬化性试验,结果见表4.可以看到,该钢种的烘烤硬化平均值在34.62 MPa,在汽车车身经过涂装烘烤后,可以提供更好的抗凹陷性和强度支持,而在烘烤前较低的强度更利于其冲压成形.

表4 TWIP950的烘烤硬化性能Table 4 Bake hardenability of TWIP950
2.2 仿真结果
2.2.1 冲压仿真
采用1.5 mm厚TWIP950和1.6 mm厚DC05坯料分别进行了冲压仿真,坯料均为1330 mm×320 mm的矩形板料,两者的仿真结果分别如图2和图3所示.这两种材料的整体成形性良好,没有开裂的危险,最大减薄发生在“A”位置,“B”和“C”位置由于零件形状突变可能产生起皱,而且TWIP950在C位置有更强的起皱趋势.当压边力从3 MPa增加到15 MPa,TWIP950在C位置的起皱状态可明显减弱,并且板料无开裂风险.在实际生产中,调整模具间隙、冲压力、压边力等,可使零件成形状态良好.
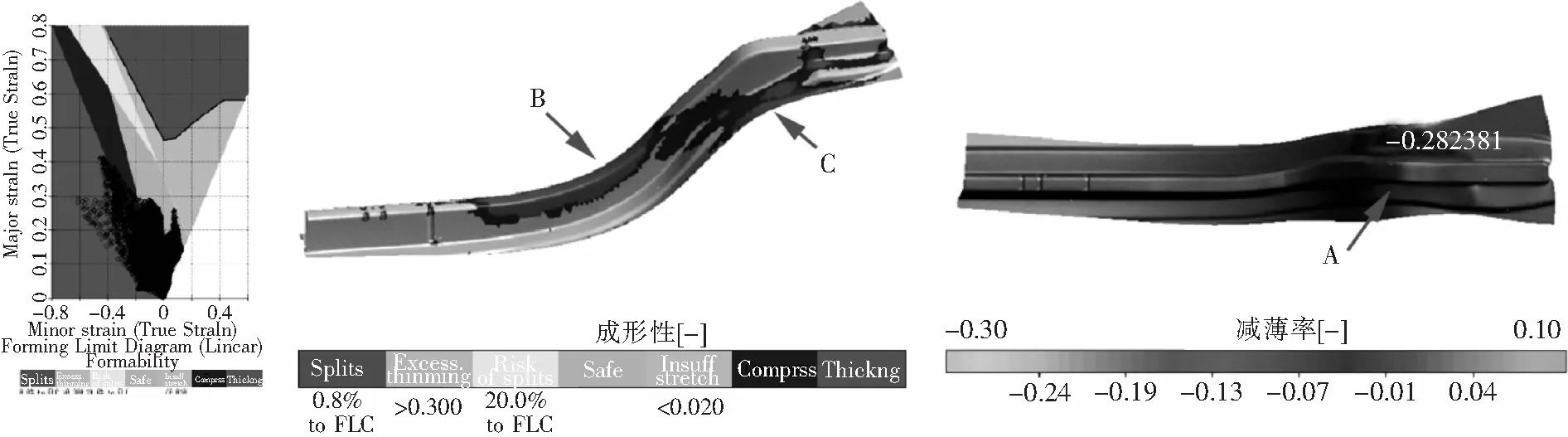
图2 压边力为3 MPa时采用DC05材料的前纵梁仿真结果Fig.2 Simulation result of front longitudinal beam by DC05 at a blank holder force of 3 MPa
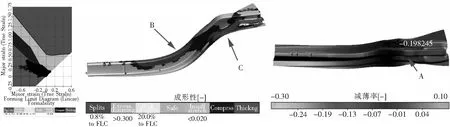
图3 压边力为3 MPa时采用TWIP950材料的前纵梁仿真结果Fig.3 Simulation result of front longitudinal beam by TWIP950 at a blank holder force of 3 MPa
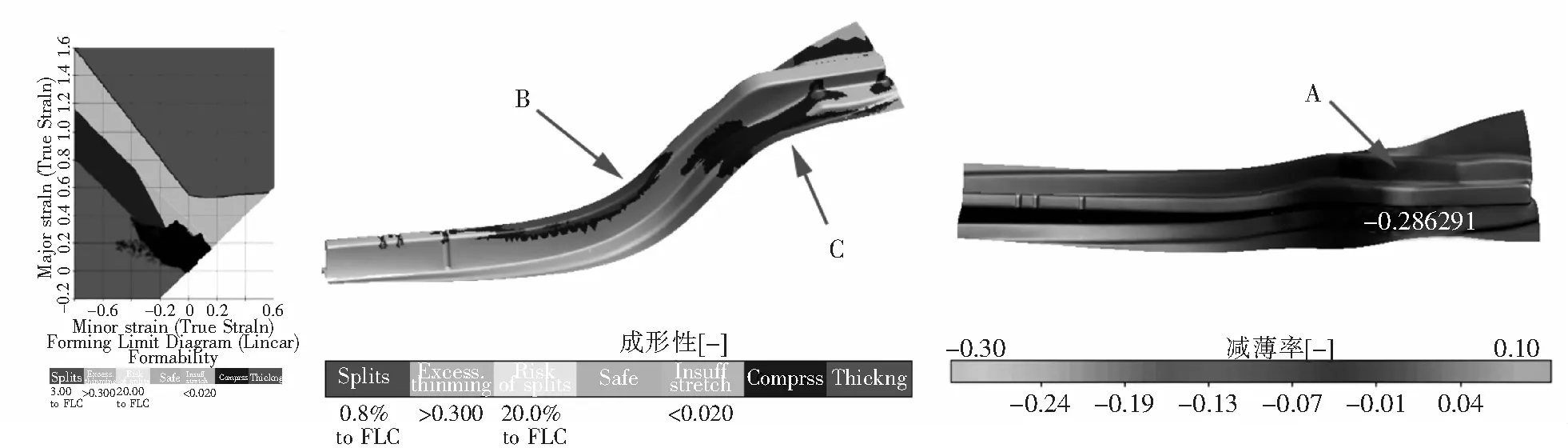
图4 压边力为15 MPa时采用TWIP950材料的前纵梁仿真结果Fig.4 Simulation result of front longitudinal beam by TWIP950 at a blank holder force of 15 MPa
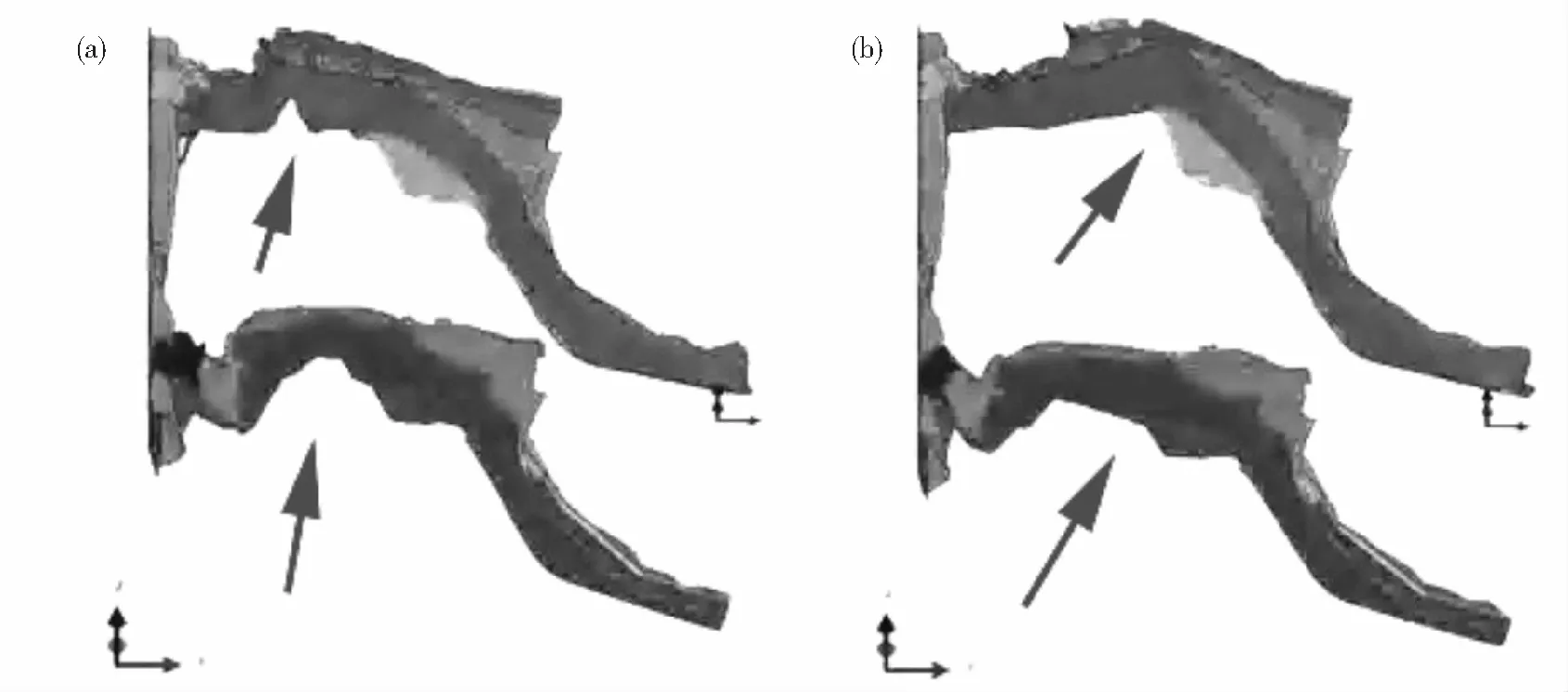
图5 正碰时纵梁系统最大变形状态Fig.5 Maximum deformation of the longitudinal beam system in frontal impact simulation. (a)—DC05; (b)—TWIP950
2.2.2 前碰撞仿真
按照GB 11551进行正面碰撞仿真分析,对采用TWIP950的新方案和采用DC05的原方案进行比较.由于强度从DC05到TWIP950显著增加,在碰撞过程中,前纵梁的变形模式发生了明显的变化,如图5所示.采用TWIP950的前纵梁弯曲变形更小,尽管厚度从1.6 mm减少到1.5 mm,但是强度的增加还是使得能量吸收和最大截面力得以提高,结果见表5和表6.

表5 两种方案能量吸收的比较Table 5 Comparison of energy absorption in two schemes

表6 两种方案前纵梁最大截面力的比较Table 6 Comparison of maximum cross section force in front longitudinal beams in two schemes
B柱最大加速度是估计碰撞过程中的惯性损伤水平的一个重要指标,当采用TWIP950替代DC05时,第一和第二加速度峰值略有增加,结果如表7.

表7 两种方案B柱最大加速度的比较Table 7 Comparison of maximum accelaration in B-pillars in two schemes
防火墙的变形是评价冲击过程中直接入侵的一个重要指标.当采用TWIP950替代DC05时,防火墙典型位置的入侵量明显减少,如图6和表8所示.

图6 防火墙侵入量评估的典型位置Fig.6 Typical positions for intrusion evaluation in firewall
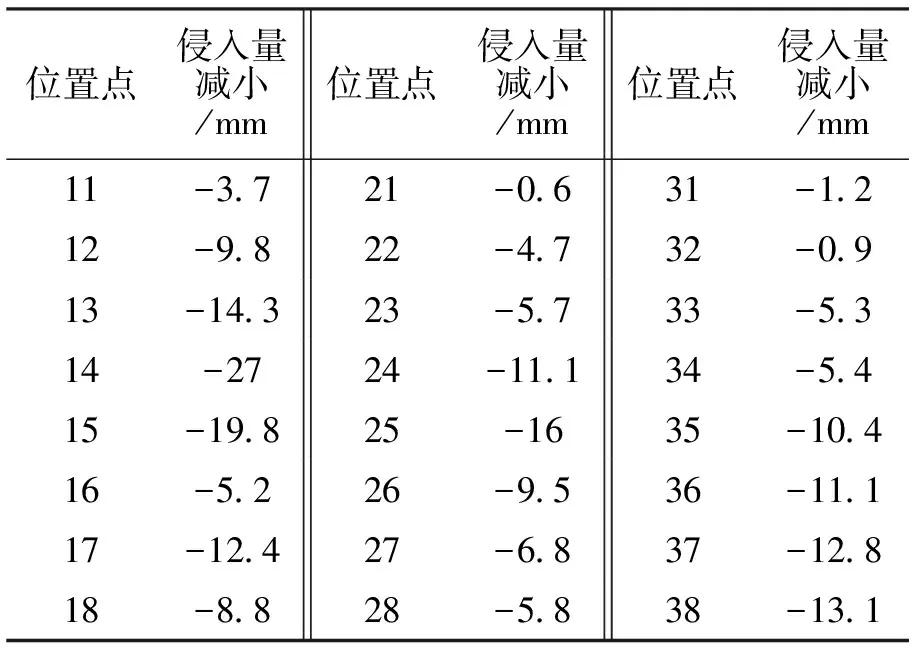
表8 前纵梁材料由1.6 mm厚DC05变为1.5 mm厚TWIP950后侵入量减小情况Table 8 Intrusion decrease after material alteration from 1.6 mm thick DC05 to 1.5 thick TWIP950 on front longitudal beams
3 冲压结果和应变分析
采用量产1.6 mm厚DC05前纵梁的模具进行1.5 mm厚TWIP950材料的前纵梁冲压试制,模具间隙并不完全合适,但对于小批量试制,基本上可以达到验证新材料冲压性能的目的.前纵梁的冲压工序见表9,拉延工序是其中最重要的步骤,需要予以更多关注.为使起皱区域得到有效控制,在拉延模表面设置拉延筋.
表9 前纵梁冲压工序Table 9 Stamping proccedure for front longitudinal beam

图7 拉延后的样件Fig.7 Samples after drawing step(a)—DC05; (b)—‘B’&’C’位置起皱的TWIP950; (c)—‘B’位置无起皱的TWIP950; (d)—用于应变测量的可接受TWIP950; (e)—‘B’位置的应变测量点; (f)—最大应变位置A的应变测量
当TWIP950采用和DC05一样的冲压参数,B、C位置会产生明显的起皱,如图7b所示,这与仿真结果是基本一致的.当压边力增加后,B位置的起皱最先消失,然后C位置的起皱基本可以接受.但是在板料破裂前很难完全消除起皱,这是由于使用的模具并非针对TWIP制造的缘故.
为了测量典型位置的应变,图7d中的板材在冲压前进行直径为5 mm的圆网格蚀刻.两个典型位置(图7e、7f)最大减薄率基于网格应变测量来进行计算.计算结果见表10,与仿真结果基本一致.

表10 典型位置‘A’和‘B’的应变测量及减薄率计算Table 10 Strain measurement and thinning rate calculation at typical position of area ‘A’& ‘B’ %
TWIP950零件的回弹是通过拉延后与DC05零件比较尺寸差异来估计的.测量图8中点A和B之间的距离发现,TWIP的间距比DC05长 3.15 mm,这说明TWIP950零件有着更明显的回弹.因此,TWIP950的量产应用需要重新设计模具面,以对尺寸偏差进行补偿.
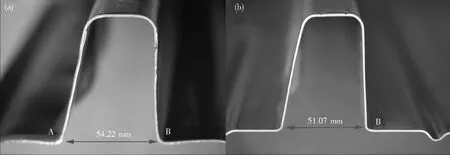
图8 拉延样件典型测量点的间距比较Fig.8 Dimension difference at typical position of drawing samples(a)—TWIP950; (b)—DC05
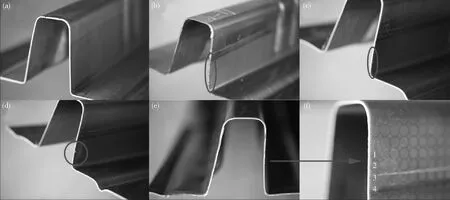
图9 拉延后不同边缘状态的零件Fig.9 Different edge status of parts after drawing(a)—无裂纹的DC05零件; (b)—(d)—不同位置产生裂纹的TWIP950零件; (e)—无裂纹的TWIP950零件; (f)—典型边缘应变测量位置图
TWIP950量产应用中还应着重关注的一个问题是材料对切割边毛刺的敏感性.TWIP 950切割后板料边缘的毛刺经常会引起裂纹从零件边缘到内部的扩展.不同边缘状态的板料拉延后样件如图9所示.零件边缘典型应变测量见表11.可以看到,零件边缘并没有太多应变和减薄.
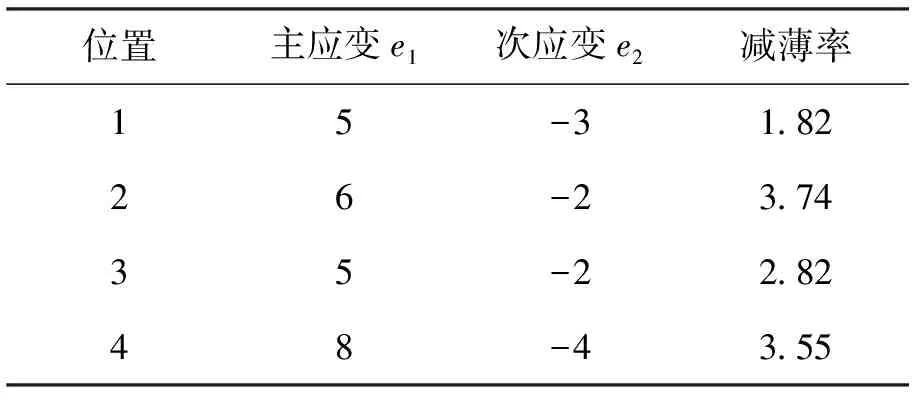
表11 TWIP950零件边缘应变测量和减薄率计算Table 11 Strain measurement and thinning rate calculation at one edge of TWIP950 part %
4 结 论
尽管原材料生产成本高、工艺复杂,但根据TWIP950材料性能试验、冲压与前碰撞仿真和现场试冲结果,TWIP钢均显示出优异的强度和塑性,在车身上具备很大的应用潜力.如果能设计好模具并保持板材边缘状态良好,采用1.5 mm厚TWIP950代替1.6 mm厚DC05进行前纵梁的生产是可行的:
(1)更高的强度和烘烤硬化性使得TWIP50零件具有比DC05零件更佳的抗碰撞性能,并且变形模式不同;
(2)TWIP950具有比DC05更高的延伸率,这在带来更好成形性的同时也使冲压过程更易起皱,需要设置更大的压边力;
(3)冲压后TWIP950具有更明显的回弹,因此量产的拉延和整形模具需要重新设计;
(4)TWIP950对剪切边的毛刺非常敏感,这会导致裂纹的萌生和扩展.因此,应当严格控制钢板切割工艺实施,并在冲压前检查坯料的边缘毛刺状态.
[1] Grassel O, Frommeyer G, Derder C,etal. Phase transformation and mechanical properties of Fe-Mn-Si-Al TRIP-steel [J]. Phys Iv France, 1977, C5, 383.
[2] Frommeyer G. Supra-ductile and high-strength manganese-TRIP /TWIP steels for high energy absorption purpose [J]. ISIJ International, 2003, 43: 438.
[3] Seawoong Lee, Seok-jae Lee, Bruno C. Austenite stability of ultrafine-grained transformation-induced plasticity steel with Mn partitioning[J].Scripta Mater, 2011, 65(2011): 225.
[4] Dini G, Najafizadeh A, Ueji R,etal. Improved tensile properties of partially recrystallized submicron grained TWIP steel [J]. Mater Lett, 2010, 64(1): 15.
[5] Jung Min-hee. World’s first 2GPa steel POSCO to unveil advanced automotive steel technologies at detroit auto show [EB/OL]. http://www.businesskorea.co.kr/english/news/sciencetech/13520-world%E2%80%99s-first-2gpa-steel-posco-unveil-advanced-automotive-steel-technologies, 2016-01-11.
[6] 马凤仓, 冯伟骏, 王利,等. TWIP钢的研究现状[J]. 宝钢技术, 2008(6): 62-66.
(Ma F, Feng W, Wang L,etal. The TWIP seel research work at present [J]. Baosteel Technology, 2008(6): 62-66.)
[7] Eren Billur, Jim Dykeman, Taylan Altan. Three generations of advanced high-strength steels for automotive applications, Part II The second generation [J]. Stamping Journal, Jan/Feb 2014 issue: 12-13.
[8] 杨冰, 秦兴国, 段吉超,等. 第三代超高强钢QP980的性能及在汽车上的应用研究[C]// 中国汽车工程学会汽车材料分会第20届学术年会会议论文集. 2017: 77-86.
(Yang B, Qin X, Duan J,etal. Research on properties of 3rd generation ultra high strength steel QP980 and its applications on automotive[C]//The 20th annual conference proceedings of the automotive materials branch of SAE-China. 2016: 77-86.)
