激光-电弧复合焊工艺参数对焊缝形貌的影响
2018-03-19蔡源超朱加雷毕雪松
蔡源超 ,朱加雷 ,毕雪松 ,王 凯 ,冯 聪
(1.北京化工大学,北京 100029;2.北京石油化工学院,北京 102617;3.唐山开元焊接自动化技术研究所,河北唐山063020)
0 前言
20世纪80年代初,英国学者W.M.Steen首先提出激光与电弧复合焊接的概念,当时的主要目的是增加熔深,提高焊接效率[1]。激光电弧复合焊是将激光和电弧两种截然不同的热源复合,共同作用于工件的同一位置。既发挥了两种热源的优势,又弥补了各自的不足,因此具有焊接速度快、桥接能力好、深宽比理想、装配精度低等优势,是一种新型高效的焊接方法,近几年也受到高校和企业的广泛关注[2-5]。目前主流的复合形式有激光-TIG、激光-MIG/MAG、激光-等离子体弧以及激光双丝电弧等焊接方法[6]。复合焊的工艺参数非常多,不同的工艺参数影响焊缝形貌,不同的焊接组合也直接影响着焊接质量。研究激光-MAG复合焊接的工艺参数对焊缝形貌的影响对于实际焊接过程中工艺参数组合的选取有着重要的指导意义。另外,在石油管道、锅炉压力容器和船舶制造等领域,有些场合无法进行双面焊接,单面焊双面成型是常见的焊接解决方法[7]。随着成型材料的发展和对焊缝成形质量要求越来越高,目前常用的气体保护焊已经无法满足厚板所需的焊接质量。因此,采用光纤激光器和MAG电弧复合的方式研究焊接工艺参数对焊缝成形的影响规律,得出最佳工艺参数组合,并验证激光-电弧复合焊在单面焊双面成型工艺上的可行性。
1 试验方法
试验采用美国IPG公司的YLS-4000型光纤激光器,额定功率4 kW,焦距为300 mm,光斑直径0.4 mm。MAG焊接电源选用芬兰KEMPPI公司生产KMS500型焊机,通过自主研制的复合焊接装置进行旁轴复合焊接,复合焊焊炬示意如图1所示。
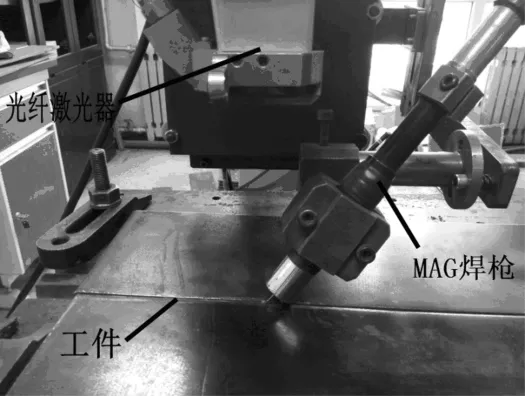
图1 激光MAG复合焊焊炬组合示意Fig.1 Diagram of torch setup of hybrid laser-MIG welding
试验母材为10 mm厚度的Q345B钢板,焊丝直径φ1.2 mm。保护气体采用φ(Ar)80%+φ(CO2)20%混合气体,气体流量20 L/min。试验前用丙酮溶液去除试件表面油污,用角磨机和钢丝刷去除焊接区域的表面氧化膜。
试验过程中,除特定研究变量外,未做说明的参数均为:激光功率P=3000W,MAG电流I=180A,焊接速度v=1000mm/min,光丝间距D=2mm,焊丝干伸长l=25 mm,激光离焦量Δf=0 mm,焊枪与激光夹角α=30°,采用激光在前、MAG电弧在后的复合方法。
工艺参数研究采用平板焊,焊后将试板沿横截面切开,选取焊缝长度的1/3处取样,避开不稳定阶段。选取焊缝成形良好、无明显焊接缺陷的焊缝部分制备标准的金相试样,通过测量熔深和熔宽来评定复合效果。
通过对工艺参数的研究获得最佳参数组合范围,然后验证单面焊双面成型焊接的可行性。采用5 mm和6 mm板厚的Q345B高强钢进行对接试验,采用同样方法进行金相试验,通过观察焊缝形貌来评定复合焊接效果。
2 实验结果和讨论
2.1 激光-电弧复合作用
在激光电弧复合焊中,焊接参数之间会相互影响,任一参数的变化都会导致最终焊接结果的变化。只有在一定范围内找出各参数之间合理的组合,才能保证热源的有效耦合,得到增强的焊接熔深和焊接质量。
对比激光-MAG复合焊(PL=3 kW,I=180 A)、单独MAG焊(I=180A)以及单独激光焊(PL=3kW)的焊缝横截面形状尺寸,如图2所示。可以看出,复合焊的熔深约为单独激光焊时的1.2倍,约为单独MAG焊的2.1倍;复合焊熔宽与单独MAG焊熔宽相差不大,但约为单独激光焊熔宽的2.9倍;另外,单独激光焊在PL=3 kW的条件下焊透5 mm钢板的最高速度为500 mm/min,而复合焊在PL=3kW、I=180A的条件下焊透5 mm钢板的速度可达900 mm/min以上,约为单独激光焊接的1.8倍,大大提升了焊接效率。
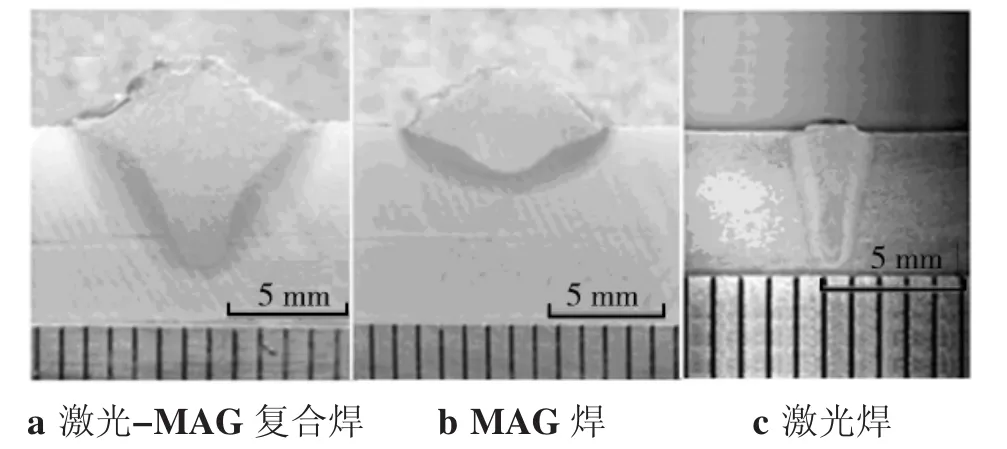
图2 焊缝横截面宏观形貌Fig.2 Macroscopic morphology of weld cross section
2.2 工艺参数对焊缝成形的影响
2.2.1 激光电弧相对位置和光丝间距的影响
在焊接方向上,激光和电弧的相对位置影响着焊缝成形。当激光作用于熔池前端时,焊接方向为激光在前,用laser-MAG表示;反之用MAG-laser表示电弧在前。焊接方向和光丝间距对熔深的影响如图3所示,可以看出,随着D的变化,laser-MAG在D=2 mm时得到最大熔深,MAG-laser在D=0 mm时得到最大熔深,laser-MAG比MAG-laser获得的熔深更大。

图3 焊接方向和光丝间距对熔深的影响Fig.3 Effect of the welding direction and the distance between laser and arc on penetration depth
这是因为当激光在前时,激光先作用在焊板上形成大熔深,此时电弧的等离子体对激光的聚焦效果干扰较小,而且MAG焊枪后倾,电弧力有将熔池金属向前推动的趋势,形成一个凹槽,在D=2 mm附近达到凹槽最低点,复合热源在此范围内能相互作用,达到最大熔深。超过这一临界点,熔池流动金属堆积逐渐超过焊接平面,熔深逐渐减小。当光丝间距继续增大,复合热源的相互作用降低,熔深进一步减小。当激光在后时,MAG焊枪前倾,电弧先作用于焊件表面,激光的效果容易受到电弧等离子体的干扰,影响能量传输效率,因此MAG-laser的熔深普遍小于laser-MAG的熔深。
2.2.2 激光功率和焊接电流的影响
为了研究激光功率和焊接电流对焊缝熔深的影响,设计三组不同的电流随着激光功率变化的情况和一组单激光的对照试验,如图4所示。
可以看出,激光和140 A电流复合的熔深变化趋势和单纯激光焊类似,熔深主要由激光功率决定,随着功率的增加,熔深也线性增加。此时熔滴过渡形式为短路过渡,激光和电弧之间的协同效果较好,但继续增大激光功率或者减小焊接速度,电弧不稳定,飞溅较大。

图4 激光功率及焊接电流对焊缝熔深的影响Fig.4 Effect of laser power and welding current on penetration depth
当电流持续增大,熔滴过渡模式由短路过渡转变为射滴过渡,电弧形态为锥形电弧,在电弧压力和熔滴形式对熔池的冲击下,焊缝熔深得以增加。但随着电流进一步增加,电弧体积膨胀,对激光等离子体的稀释作用减小,使得焊件对能量的吸收率降低,焊缝熔深有明显减小。
2.2.3 离焦量的影响
离焦量Δf是指激光焦点偏离工件上表面的距离,改变Δf实质是改变激光辐照在工件表面的功率密度[8]。焦平面在工件表面上方为正离焦,反之为负离焦。因此得出结论:当负离焦时,工件内部的功率密度大于工件表面,在一定范围内能获得较大熔深。离焦量对熔深的影响如图5所示,复合焊在Δf=-2 mm时得到最大熔深,而激光焊在Δf=-3 mm时得到最大的熔深。

图5 离焦量对熔深的影响Fig.5 Effect of defocusing distance on penetration depth
实验过程中发现,复合焊在Δf=-2 mm时飞溅较大,表面成形效果不好;在Δf=0 mm时,复合焊接过程稳定,飞溅较少。这是因为在Δf=0 mm时激光焦平面和焊接表面重合,在熔池表面金属汽化形成的气泡会直接溢出,导致飞溅较少,表面成型较好,因此在实际复合焊接时应根据具体情况选择合适的离焦量。
2.3 单面焊双面成型的可行性
研究激光-电弧复合焊在单面焊双面成型工艺上的可行性主要是验证不同焊接过程对焊缝背面成型的影响。通过研究工艺参数,找出适合单面焊双面成型的工艺参数,选取4组实验进行对照,实验参数如表1所示,观察焊缝宏观形貌如图6、图7所示,焊后的试板经过切割打磨,截面形貌如图8所示。
可以看出,焊缝正面和背面成形均匀整齐,无缩孔、弧坑、咬边和气孔等缺陷。背面焊缝完全熔透,余高均小于1 mm,满足预期要求。说明激光-电弧复合焊在单面焊双面成型工艺上具有可行性,对组对间隙和错边量有一定的容忍度。

表1 单面焊双面成型工艺参数Table 1 Process parameters of single-sided welding double-sided molding

图6 5 mm钢板对接焊正面、背面焊缝形貌Fig.6 Front,and back weld appearance of 5 mm steel plate butt welding

图7 6 mm钢板对接焊正面、背面焊缝形貌Fig.7 Front,and back weld appearance of 6 mm steel plate butt welding

图8 4组实验的焊缝横截面宏观形貌Fig.8 Cross-section macroscopic morphology of welds in four groups
4 结论
(1)在特定参数组合下,激光和电弧之间具有良好的耦合效应,焊接熔深和效率均可大幅提升。复合焊的熔深是单独激光焊时的1.2倍,是单独MAG焊的2.1倍;复合焊的速度约为激光焊的1.8倍以上。
(2)相同焊接参数下,laser-MAG的熔深普遍大于MAG-laser的熔深,其中laser-MAG焊接在D=2 mm时获得最大熔深。
(3)激光在和小电流复合的情况下,熔深随着激光功率的增加而线性增加,当电流超过200 A时,电流对激光的屏蔽作用明显。
(4)激光-电弧复合焊在单面焊双面成型工艺上具有可行性,对组对间隙和错边量有一定的容忍度。
[1] Steen W M.Arc augmented laser processing of materials[J].Appl Phys.,1980,51(11):5636-5641.
[2] 肖荣诗,吴世凯.激光-电弧复合焊接的研究进展[J].中国激光,2008(35):1680-1685.
[3] 袁小川,赵虎,王平平.激光-电弧复合焊接技术的研究与应用[J].焊接技术,2010(5):2-7.
[4] 朱加雷,崔志芳,焦向东.高强度管线钢激光电弧复合焊接技术研究现状[J].电焊机,2014,44(5):115-119.
[5] 刘双宇,张宏,石岩,等.CO2激光-MAG电弧复合焊接工艺参数对熔滴过渡特征和焊缝形貌的影响[J].中国激光,2010(12):3172-3179.
[6] 牛宽,刘双宇,刘凤德,等.激光-电弧复合焊接工艺参数对焊缝形貌及焊接稳定性的影响[J].应用激光,2014(1):51-56.
[7]孙壮.单面焊双面成型的焊接工艺试验[J].中国重型装备,2013(1):36-38.
[8] 许良红,彭云,田志凌,等.激光-MIG复合焊接工艺参数对焊缝形状的影响[J].应用激光,2006(1):5-9.
