核电主管道奥氏体不锈钢焊缝的相控阵超声检测
2018-03-07,,,2,
,, ,2,
(1.北京市核建恒信检测技术有限公司,北京 101300;2.中国核工业二三建设有限公司,北京 101300)
大厚度不锈钢管道是压水堆型核反应堆管道安装焊接中最重要的部分,其材料属于Cr-Ni奥氏体不锈钢。该材料导热性较差,线膨胀系数较大,在焊接过程中会产生较大的焊接应力,如果焊接材料或焊接工艺选择不当,会产生晶间腐蚀和热裂纹等缺陷,影响焊缝的质量。且奥氏体焊缝具有柱状晶组织、晶粒粗大,且超声波在焊缝中传播时,会受到其晶粒直径和柱状晶组织具有的弹性各向异性的严重影响,而发生声速变化、散射衰减增大及波束偏移的情况[1-5],对其采用一般碳钢和低合金钢所用的超声方法进行检测,效果不佳。
从20世纪70年代起,国内外研究人员对奥氏体不锈钢焊缝超声检测进行了大量试验研究[6-9],欧、美、日等国较早开展了相关研究,并于2004年发布了有关奥氏体不锈钢和镍基合金焊缝超声检测方法的最新标准[10]。国内对奥氏体不锈钢焊缝超声检测的研究相对较晚一些。1985年,余菊生[11]对20 mm和50 mm厚的304奥氏体不锈钢焊缝进行超声检测,得出2 MHz探头在熔合区的声波能量衰减小于5 MHz探头检测时的能量衰减,纵波斜射检测一般不用二次波反射法进行检测的结论。随后张家骏总结了国内外奥氏体不锈钢焊缝超声检测有关的经验,也得到了系列的相关结论。1992年,曹发美等[12]采用60°折射角的窄脉冲纵波斜探头对含9%Ni的奥氏体不锈钢焊缝进行检测,取得了很好的效果。1994年,晏荣明等[5]分别采用不同参数(探头频率、折射角、直径)的探头对奥氏体不锈钢焊缝试块进行检测。2001年,康纪黔[13]等发表了《奥氏体不锈钢焊缝超声波检验规程》,这是目前国内比较完整的介绍奥氏体不锈钢对接焊缝超声检测的规程。检测标准JB/T 4730-2005中的《奥氏体不锈钢对接焊缝超声检测和质量分级》也提出了一些奥氏体不锈钢焊缝对接接头检测的通用技术要求[14],如采用纵波检测、低频检测,采用宽频带窄脉冲探头来提高信噪比,采用聚焦探头进行检测,采用多种频率法检测等。
近年来,信号处理技术常用来增强信噪比,提取缺陷散射信息。但由于奥氏体不锈钢材料产生的噪声具有高度的相干性,常用的信号处理技术对之收效甚微。由于上述原因,目前的检测标准和技术条件中对此类奥氏体不锈钢焊缝的检测,一般只要求进行射线检测和渗透检测(包括分层渗透检测)。但是由于核反应堆主回路管道直径在828~976 mm间,壁厚在66~96 mm间时采用γ射线检测的效果不佳,而射线检测技术对体积类缺陷检出率高,对于危害性很大的裂纹型缺陷并不敏感,很容易发生漏检而给核工程的安全运行带来较大的隐患。
相控阵超声检测技术的出现为解决核电主管道奥氏体不锈钢焊缝检测提供了新思路,其主要有以下特点:① 可用计算机软件控制声束角度、聚焦距离和焦点尺寸;② 可用单个小型的电控多元探头在同一位置作多角度检测;③ 可对复杂的几何形状进行检测,机动、灵活性较大;④ 配置机械夹具, 可对整个试件作高速、全面扫查;⑤ 采用计算机采集信号和处理数据,实现了超声检测的图像化,数据可存储及离线分析。2002年,美国电力研究所尝试采用相控阵超声波技术检测压水堆(PWR)主冷却管道上的焊缝,发现可以大大缩短检查时间,从而降低工作人员的受照量并节省开支。即使是对很难接触到的焊缝(例如反应堆压力容器封头的熔透焊缝),该技术也能够以一次扫描动作完成,但检测精度和可靠性仍有待于进一步提高。笔者采取理论研究、分析计算、数值模拟以及超声相控阵检测、射线检测等多种手段相结合的方式,制定核工程奥氏体不锈钢焊缝相控阵超声检测工艺,在厚壁奥氏体不锈钢焊缝建模及超声检测数值模拟、相控阵超声检测方法及现场检测应用等方面取得突破。
1 奥氏体不锈钢母材及焊缝的微观组织和声学响应
为了研究奥氏体晶粒对超声波传播特征的影响,对奥氏体不锈钢焊缝的微观组织进行了分析。通过对焊缝组织结构建模专用试块进行金相显微观察,利用声学参量测量等方法对奥氏体不锈钢试样进行了研究,从而为焊缝物理建模及后续的超声检测数值模拟提供依据。以奥氏体不锈钢试块PA-SA-6、PA-SA-7的宏观组织为例(见图1,2)进行分析。从图1可以看出,焊缝与母材的组织存在明显差异。焊缝区域为排列紧密的柱状晶组织,且不同区域的柱状晶方向有所差别;母材组织晶粒相对细小,但各处并不均匀,在焊缝右侧可以看出明显的分层现象。从图2可以看出:左侧母材(①,③,⑤小图)中铁素体呈网状分布,右侧母材(②,④,⑥小图)中铁素体则呈长粒状,且分布较为离散。这种微观组织的显著差异,会影响超声波在其中的传播特性及检测效果。
对奥氏体不锈钢试块(PA-SA-1和PA-SA-2)不同位置的纵波速度测试表明,试块中声速在5 000~6 000 m·s-1之间波动,如图3所示(图中的采点表示一条线中的相对采点位置,无单位)。
图4为同一个试块(PA-SA-1)上两个测试位置的超声回波信号及其幅度谱情况。由图4可看出,回波信号中均出现了明显的“草状回波”,表明材料内部晶粒组织粗大,散射衰减严重。

图1 奥氏体不锈钢试块(PA-SA-6)宏观组织照片

图2 奥氏体不锈钢试块(PA-SA-7)焊缝及两端母材的金相组织

图3 试块不同位置的超声纵波声速
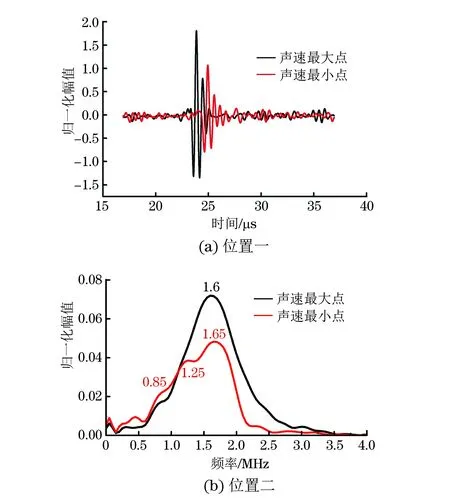
图4 PA-SA-1试块不同位置超声波回波信号及其幅度谱
2 奥氏体不锈钢焊缝相控阵超声检测方法
文章设计制作了厚壁CCASS焊缝超声检测试块共15块;根据CCASS焊缝超声波传播规律及超声散射衰减机理,将数值模拟和超声测试、射线检测及解剖验证相结合,研究CCASS焊缝中超声波声束聚焦、偏转、形成等原理,并对相控阵超声探头参数、聚焦法则参数、超声参数进行了设置及优化,提高了缺陷检测信噪比,最终确定了核电站厚壁CCASS焊缝相控阵超声检测方法及工艺,在多种成像方式、最大检测厚度、检测信噪比、缺陷检出率及缺陷长度定量等方面均取得突破,最大检测厚度可达110 mm。
2.1 相控阵超声设置参数优化
相控阵超声检测仪器的超声参数设置对检测空间分辨率和对比度分辨率有重要影响,明确各个参数对检测效果的影响规律,并给出各参数的优化原则和优化方法,对奥氏体不锈钢焊缝超声检测研究具有重要意义。相控阵超声设置参数包括:通道增益、脉冲宽度、带通滤波、采样频率、平滑化、平均化、脉冲重复频率、采样位数、时基模式、电压等。图5为脉冲宽度从100 ns到1 000 ns变化时的扇形扫查图,可以看出过小或者过大的脉冲宽度检测效果都不是很好,实际检测中应选取合适的脉冲宽度。
图6为半声程聚焦模式下的脉冲宽度-回波幅值-信噪比曲线,可以看出,随着脉冲宽度的变化,目标孔的回波幅值先增后减,在450~500 ns左右存在一个最大值,噪声幅值也呈现相同的规律。因此,实际检测中,应使脉冲宽度调整到阵列探头主频周期的一半左右,这样既能保证回波的幅值,同时信噪比也能达到要求。

图5 不同脉冲宽度值对应φ3 mm边钻孔的扇扫图

图6 半声程聚焦模式下的脉冲宽度-回波幅值-信噪比曲线
2.2 相控阵超声聚焦参数优化
相控阵超声检测聚焦参数主要包括聚焦类型、焦距、探头类型等。文章仅以焦点深度为例进行叙述。图7为不同真实深度聚焦距离对深度为48 mm的边钻孔的检测效果,可以看出在真实深度聚焦条件下,应适当调小聚焦距离以满足实际检测要求。

图7 不同真实深度聚焦距离对深度为48 mm的边钻孔的检测效果
图8是不同真实深度聚焦焦距F时,检测距上表面48 mm、直径3 mm的边钻孔时的扇扫图。由缺陷的扇扫结果可知,聚焦位置与检测位置相同时,成像结果得到明显优化。

图8 不同真实深度聚焦焦距F时,深度为48 mm的边钻孔的扇扫图
3 核电站主管道焊缝相控阵超声检测技术应用
根据奥氏体不锈钢焊缝相控阵超声检测和射线检测的对比结果,对相控阵超声检测的可靠性、检测技术及精度等进行了研究,分析了影响检测质量及可靠性的因素,规范了核电厂主管道焊缝相控阵超声检测的实施过程和验收准则,包括人员资格、超声波检测设备、检测技术参数、过程控制、记录准则及验收准则和检测报告等。目前该技术已成功应用于核电站主管道焊缝的现场检测中,提高了检测的质量和效率,对确保核电站的安全运行具有重要意义。
4 结论
(1) 奥氏体不锈钢焊缝晶粒粗大,且柱状晶与等轴晶混杂,这种微观组织的显著差异,显著地影响了超声波在其中的传播特性及检测效果。试样中声速在5 000~6 000 m·s-1间波动,回波信号中出现明显的“草状回波”。试验通过确定弹性各向异性介质弹性常数等方法,使奥氏体不锈钢超声检测数值模拟结果与实际数据吻合良好。
(2) 通过对超声设置参数和聚焦参数的优化发现,当脉冲宽度在阵列探头主频周期的一半左右时,既能保证回波的幅值,又能满足信噪比要求。在真实深度聚焦条件下,应适当调小聚焦距离以满足实际检测要求,且聚焦位置与检测位置相同时,成像质量得到明显优化。
(3) 试验成果已成功应用于核电站主管道焊缝的超声检测工作中,开创了我国核电建造关键路径采用具有世界先进水平的超声成像检测技术的先河。
[1] 林莉,杨平华,张东辉,等. 厚壁铸造奥氏体不锈钢管道焊缝超声相控阵检测技术概述[J]. 机械工程学报,2012,48(4):12-20.
[2] 李衍,冯兆国. 不锈钢焊缝的超声检测——现状与进展[J]. 无损探伤,2005,29(3):1-6.
[3] 赵岁花,林莉,张东辉,等. 压水堆核电站主管道CCASS焊缝声学性能数值计算[J]. 无损探伤,2011,35(4):11-14.
[4] 郑中兴. 奥氏体不锈钢焊缝的超声探伤方法[J]. 无损探伤,2005,29(4):12-16.
[5] 晏荣明,李生田. 大厚度奥氏体焊缝超声波探伤的研究[J]. 无损探伤,1994,18(4):6-11.
[6] RAFAEL M,SYLVAIN V. On qualification of TOFD technique for austenitic stainless steel welds inspection[C]∥9thECNDT.Berlin:[s.n.],2006.
[7] CHEN Y B. Development of ultrasonic transducer testing austenitic stainless steel weld[C]∥17thWorld Conference on Nondestructive Testing.Shanghai:[s.n.],2008.
[8] CORSEPIOS H W. 奥氏体焊缝的超声波检验[J]. 无损探伤,1996,20(2):26-33.
[9] 顾炳忠. 奥氏体不锈钢焊缝的二维距离-波幅曲线检测方法[J]. 无损探伤,2010,34(7):551-552.
[10] 王伟波. 奥氏体焊缝超声探伤用窄脉冲探头技术研究[D]. 哈尔滨:机械科学研究总院,2008.
[11] 余菊生. 奥氏体不锈钢焊缝的超声波探伤[J]. 造船技术,1985(10):25-39.
[12] 曹发美,吴爱军. 9%Ni钢球罐奥氏体焊缝超声波探伤[J]. 燕山油化,1992(1):6-48.
[13] 康纪黔,李家鳌. 奥氏体不锈钢焊缝超声波检验规程[J]. 无损检测,2001,23(4):162-166.
[14] 黄辉,黄焕东. JB/T4730-2005标准下奥氏体不锈钢对接焊缝超声检测的仪器调校探讨[J]. 无损探伤,2009,33(5):45-46.
