整体通风除尘系统在重型结构件焊接车间的应用
2018-03-06姜红艳孙艳军
姜红艳,孙艳军
(河北天择重型机械有限公司,河北邯郸056200)
0 前言
河北天择重型机械有限公司重型结构件焊接车间主要承担着液压支架、刮板输送机中部槽、冶金大型箱体及船舶电力等非标设备结构件的焊接工作。随着装备制造的发展,结构件的焊接工作量也越来越大,现在焊接车间每月的焊接工作量约为2 000 t钢材,焊接过程中产生大量的有害物质给员工的身体健康和周围的环境带来了极大的影响。因此,对焊接车间的焊烟采取切实有效的治理措施,改善作业环境,保障员工的身心健康,减少对环境的污染,刻不容缓。
1 焊接烟尘的特点与危害
1.1 焊接烟尘的特点
焊接过程中产生大量的热量,并且总是产生能够悬浮在空气中的气态有害物和非常小的颗粒有害物,因此,焊接烟尘总是弥散悬浮在车间,直接影响工作人员的健康。
焊接烟尘的组分以及不同组分的含量,主要取决于焊接材料、被焊接材料、焊接工艺、以及焊接方法,因为焊接烟尘实际上就是这些相关材料被氧化以及互相之间反应的产物。采用不同焊接方法和焊接材料施焊时的烟尘量见表1。
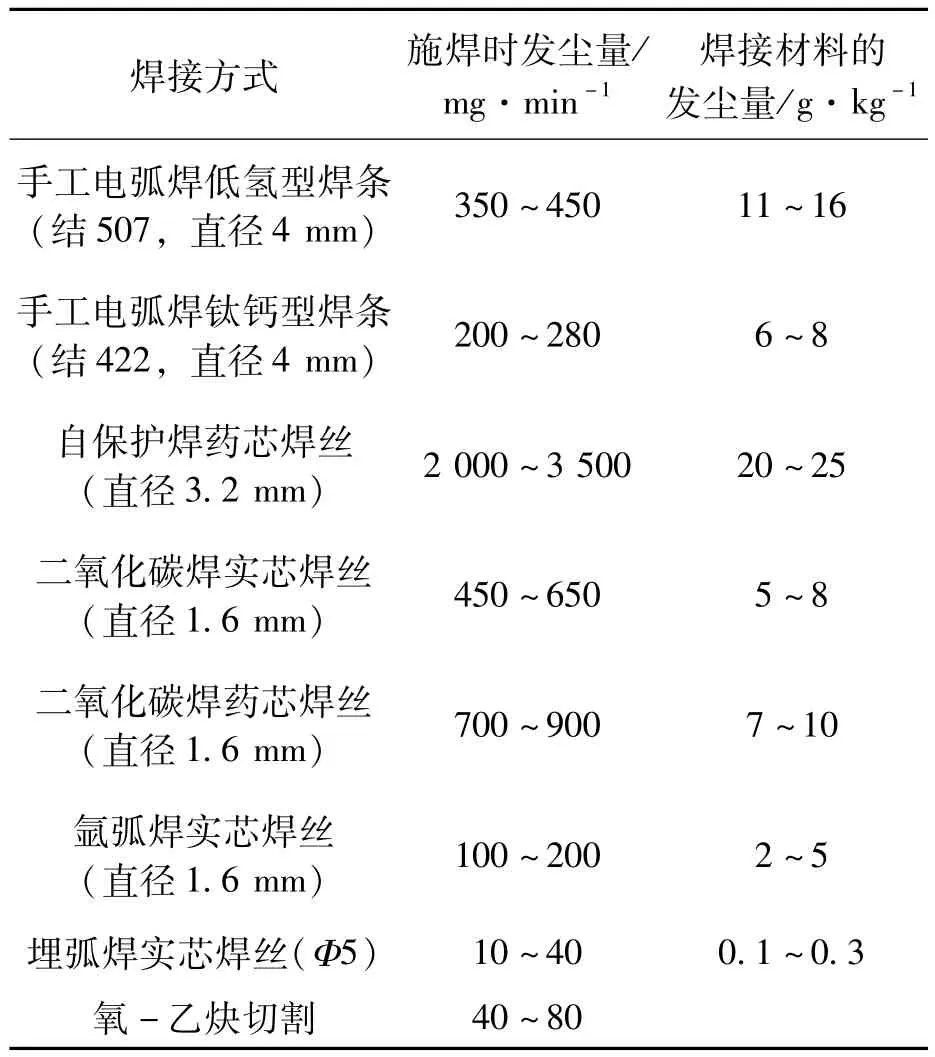
表1 各种焊接方法的烟尘发尘量
2.2 焊接烟尘的危害
焊接及相关工艺在生产过程中产生的有害物质达二十多种,包括有毒的气态物质,颗粒状的有害物质,致癌的金属氧化物,放射性物质等等。如果长时间在焊烟污染严重的条件下工作,没有采取科学有效的保护措施,极易引发尘肺、贫血症、支气管炎、神经衰弱等各种职业病,严重威胁着职工的身心健康。
3 车间基本情况和净化目标
该重型结构件焊接车间厂房长210 m,宽90 m,柱顶标高12.8 m,共分为4跨,每夸22.5 m,车间有二氧化碳气体保护焊机200台,焊接机器人10台,不均匀分布在车间内。要求车间每小时换气3次,车间3 m以下达到国家职业卫生法规要求:有害粉尘浓度≤4 mg/m3,焊接区域风速≤0.5 m/s。
4 整体通风除尘系统
通过大量的调研,结合该重型结构件焊接车间的实际生产特点,采用整体通风除尘的方式对焊接厂房进行净化处理。
4.1 系统原理
焊接作业时会形成固有的热源,产生热气流,由于焊接车间一般都比较高大,使得车间从上到下形成了较稳定的温度梯度。在往室内送风时以较低风速(v<0.2~0.5m/s),较大风量(根据车间空间确定风量大小),将温差较小(Δt=2~4℃)的新鲜空气直接送入到室内的工作区域。低温的新鲜空气在自身重力的作用下先往下走,随后在缓缓的向四周扩散,最终在地面上方形成一层薄薄的新鲜空气层。如图1所示焊接产生的热气流由于浮力的作用慢慢上升,并不断卷吸带走周围的空气,再加上新风通过风筒不断的送入室内,车间上方的回风口不断的抽吸室内的空气,在多重作用下,使得工作区域地面上方的新鲜空气缓缓向上移动,最终形成了类似于向上均匀流动的气流,这样,工作区域污浊的空气逐步被后续新鲜的空气所取代,达到车间空气净化的目的。
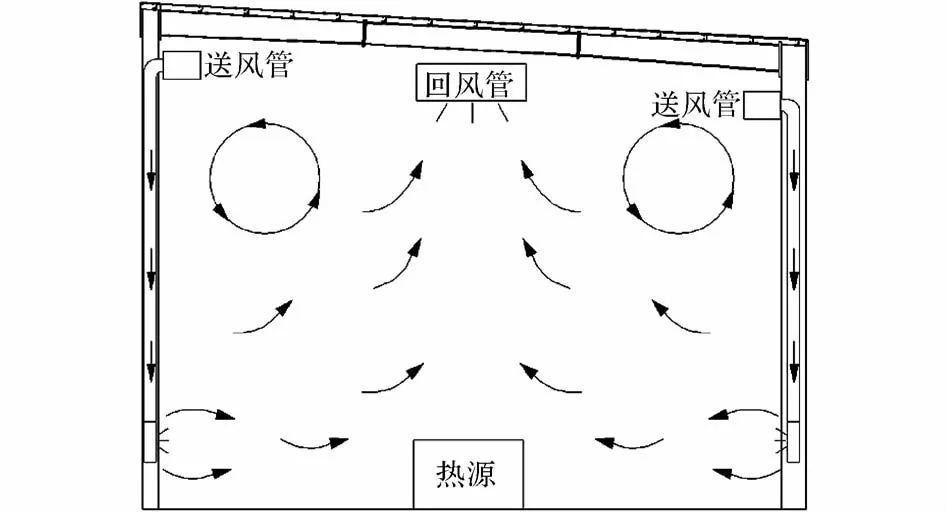
图1 整体通风除尘原理
4.2 风机参数计算
按照生产布局把焊接车间分为了A、B、C、D四个区域,设计安装四套通风净化系统,每套通风净化系统包括所在区域的送风管网、净化系统、风机、回风系统、系统控制等。焊接车间空间高度平均取10 m,每个区域空间体积为210 m×22.5 m×10 m=47 250 m3,每个区域每小时所需风量为47250 m3×3=141 750 m3。
风机功率(kW)=风量(m3/h)×风压(Pa)/(3600×风机效率×机械传动效率×1000)。
回风机全压取1 800 Pa,送风机全压取1 200 Pa,风机效率取0.8,机械传动效率取0.98。
回风机功率 =141750(m3/h)×1800(Pa)/(3600×0.8×0.98×1000)=90 kW,取120 kW。
送风机功率 =141750(m3/h)×1200(Pa)/(3600×0.8×0.98×1000)=60 kW,取80 kW。
4.3 系统特点
整体通风除尘系统如图2所示,气流组织采用上回下送,即上部回风(排风),下部送风的方式。主送风管道布置在车间上方两侧,送风支管道顺着每个钢构立柱布置,即在每跨两侧的立柱处设置送风筒,送风筒安装在距离地面2 m的高度,室外空气经送风机组内的过滤器过滤后被送入车间。在焊接车间每跨天车的上方布置两条回风管道,管道上安装回风百叶。生产过程中产生的焊烟、粉尘在热上升气流和送风气流的共同作用下被回风百叶吸收进入回风管道,经过回风机排出室外。每个焊接工位的风机控制系统与电焊控制室信号通讯相关联,根据各分区电焊机开启台数,线性计算需要的送风风量,调节送风机转速。焊接车间保持微负压,回风机根据检测的负压值自动调整频率和转速,保持送回风风量的平衡。工作的人员呼吸到新鲜的空气,需要往车间送入一定量的新风,送排风机组上设有新风阀,用来调节进入室内的新风量。在冬季采暖期间,采用80%的回风和20%的新风运行模式。回风经过高效过滤段净化过滤后,在和新风进行混合,然后由送风筒送入车间内。利用送排风机组中的调节阀来控制回流空气与户外补充新鲜空气的比例,既保证车间内不断有新鲜空气补充,又能减少室内的热能损失。新风阀开度随室外气温可在0~20%范围内自动调节,达到节能的目的。在非采暖季节,采用全新风的运行模式,新风阀全部打开,混风阀关闭,旁通阀打开,回风经滤筒过滤后经旁通阀直接排至室外,保证车间内良好的空气品质。

图2 整体通风除尘系统图
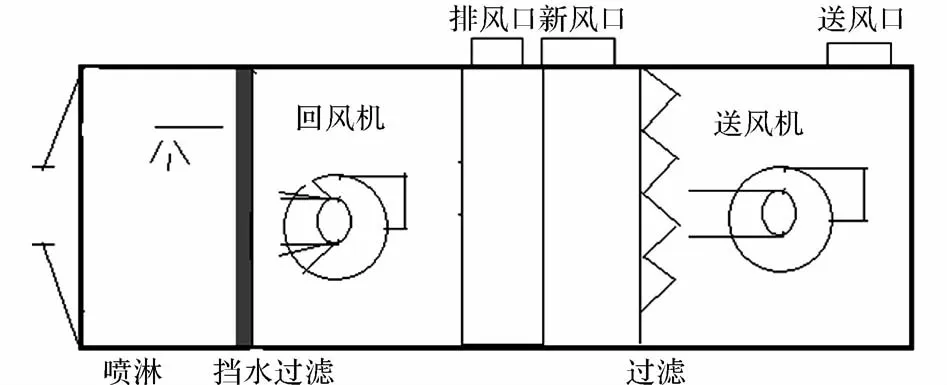
图3 送排风组合机组
焊接烟尘的粒径非常微小,其尺寸一般小于1μm,是一种可吸入的空气污染物质,普通的过滤装置无法有效过滤掉其中的有害物质。为了保证能有效的过滤掉有害物质,采用了聚四氟乙烯(PTFE)覆膜滤筒式的过滤装置,其特殊的微孔过滤覆膜孔径可控制到0.1μm,对0.1μm以上超细粉尘的除尘效率可达到>99.8%,特别适合金属焊接、切割烟尘的净化过滤。采用集中式烟尘处理设备,脉冲反吹清灰,确保过滤精度。脉冲反风自动清灰使用无油无水压缩空气工作压力为0.6 MPa,由压差控制的按滤筒阻力和间隔时间两种方法设定脉冲周期,自动对滤筒定期轮流进行清灰。
组合式送排风机组如图3所示,主要有回风段、喷淋段、回风机段、排风段、新风段、初效过滤段、送风机段、送风段等组成。车间内污染空气经回风机吸入高效过滤器,焊接烟尘过滤后进入到喷淋室,一方面处理可溶性有毒有害气体,另一方面过渡季节等焓降温。为了使在车间
根据焊接车间生产工艺要求,送风末端的送风器采用了圆柱型的电动送风筒,其特点一是风量大,可以最快的速度对室内的空气进行置换;二是风速慢,可避免因送风速度过大影响气体保护焊的焊接质量。该送风装置还可以根据季节的不同变换送风的方向角度,充分利用冷热空气密度的不同,有利于气流组织的运动。夏季送风时,将送风口的方向向上调整,使气流从向上的角度进入车间,之后依靠冷热空气的比重差向下运动;在春秋季,送风温度与室内温度相差不大,送风口的方向保持水平方向;在冬季的时候,将送风口的方向调整为朝下,利用送风时较快的风速将热空气吹向车间底部,然后在慢慢向上运动,保持车间整体温度。
4.4 实际应用效果
焊接车间采用整体通风除尘系统前后焊烟检测见表2。

表2 治理前后车间焊烟检测表 mg/m3

0.1μm以上颗粒治理后支架焊接二线检测地点 电焊烟尘治理前电焊烟尘治理后其他粉尘治理前其他粉尘治理后氧化锌治理前氧化锌治理后0.1μm以上颗粒治理前2.0 1.2 1.2 0.6 0.18 0.09 5.2 0.52中部槽焊接线 1.9 1.1 1.2 0.6 0.16 0.08 5.2 0.52结构件焊接线 1.9 1.1 1.2 0.6 0.16 0.08 5.2 0.52点对焊接线 1.6 0.8 0.6 0.3 0.12 0.06 5.2 0.52治理效果 降低40% 降低50% 降低50% 净化率90%以上
5 结束语
整体通风除尘系统2016年在重型结构件焊接车间投入应用,经过近1年的运行,除尘效果明显,达到设计要求,为员工创造了一个良好的工作环境。
通过在重型结构件焊接车间采用整体通风除尘的方式对焊烟进行治理,能够有效的控制焊烟对员工造成的健康危害和对环境造成的影响,是整体厂房治理焊接烟尘的有效方法。
[1] 张瑞,陈吉祥,杨季龙.结构件焊接车间通风除尘技术及选择[J].金属加工(热加工)热加工,2012(22):27-30.
[2] 刘军,王宗林,谷力.汽车工厂焊接车间焊烟治理与节能[J].暖通空调,2012,42(4):64-67.
[3] 王大宇,张艳华,刘长海,等.铆焊车间除尘方案及设备选择[J].煤矿机械,2012,33(6):232-234.
[4] 侯世红,吕雪峰,于季红.液压支架结构件焊接车间焊烟整体净化的治理与节能[J].环境保护与循环经济,2015,35(4):35-38.
[5] 崔腾.连跨大空间厂房电焊烟尘控制技术研究[D].安徽理工大学,2016.
[6] 李顺.静电式电焊烟尘净化器电流体场的数值模拟[D].东华大学,2014.
[7] 牛萍萍.通风控制条件下电焊车间室内污染物扩散规律研究[D].西安建筑科技大学,2013.
[8] 徐细兵.焊接车间通风除尘与空调设计[J].建筑技术开发,2017,44(19):109-111.
[9] 傅吉全.电焊烟尘的危害及其防护效果[J].中国个体防护装备,2012(05):11-15.
[10] 王延斌.焊接作业场所的通风与除尘[J].金属加工(热加工),2017(12):46-49.
[11] 李德明,王彩凤.除尘技术在工程机械结构件焊接中的应用[J].叉车技术,2015(02):15-18.
[12] 王仲焕,陆勇,孔兆财.浅析治理焊接烟尘的措施[J].焊接,2011(06):41-45+71.
[13] 李清,蒋丽娜.焊接车间通风方式研究[J].工程建设与设计,2010(06):70-74.
[14] 刘艳丽,刘忠东.焊接车间回送风系统应用AAT除尘过滤器——北京某著名汽车生产厂焊烟整体除尘案例分析[J].金属加工(热加工),2009(10):17-20.