地铁转向架用S355J2W耐候钢板对接接头焊接工艺研究
2018-03-05尤君倪宝成方孝钟杨红伟
尤君, 倪宝成, 方孝钟, 杨红伟
(中车南京浦镇车辆有限公司转向架设计部,南京 210031)
0 引言
能抗大气腐蚀的钢通常又叫做耐候钢,是含有一定数量的合金元素的钢材,如添加P、Cu、Cr、Ni、Mo等到钢材中,在常温下通过在母材金属表面形成自保护的氧化膜来增强其抗大气腐蚀性[1]。研究表明,依耐候钢的成分不同,钢件结构使用环境不同,在一般情况下它的耐大气腐蚀性能大约比一般碳素钢大2~8倍之间[2],同时耐候钢在大气中使用时间越长,它的耐腐蚀性越突出[3]。因而被广泛应用于长期暴露在大气中的钢结构当中。
转向架构架为H型焊接构架,由一系列板材件组装焊接而成。作为铁路客车、城市地铁、高速动车组、有轨电车等现代轨道车辆的核心大部件,它承受车辆大部分的动载荷,而焊接技术是确保该大部件安全运行的核心技术之一,焊接质量的好坏直接影响着列车的安全性、可靠性和运行寿命[4-5]。
文中结合转向架车间生产实际情况,选用转向架构架焊接生产用的S355J2W耐候钢板来做一系列焊接试验,借助金相显微镜、维氏显微硬度测试仪、射线探伤等现代分析测试手段进行理化分析,评估该种材料在转向架构架焊接生产中的可行性及可靠性,从而制定符合实际生产的焊接工艺,确保焊接接头的焊接质量,规范焊接实施基本要素[6]。
1 试验用材料
1.1 试验用母材
铁路行业EN15085焊接体系标准对设计、工艺、检查等环节均有严格的规定,特别是选用新材料时须按不同焊接结构形式做周密的焊接规范及工艺试验[7-8]。本试验选用4块地铁转向架构架焊接生产用的S355J2W耐候钢板,试板规格尺寸为350 mm×150 mm×12 mm,机械加工V型坡口,单面坡口角度为30°。钢板成分及规定极限值的允许偏差执行EN10025-5标准,钢板的化学成分见表1,拉伸、弯曲性能指标见表2。
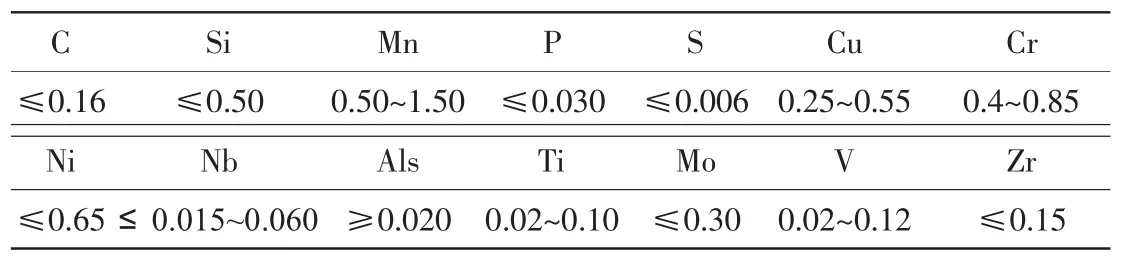
表1 S355J2W耐候钢板的化学成分质量分数 %

表2 S355J2W耐候钢板的拉伸、弯曲性能指标
1.2 材料焊接性分析
S355J2W耐候钢的碳质量分数WC≤0.16%,属于一种低碳钢,除含P钢外,焊接性与一般低合金钢热轧钢没有原则差别,焊接热影响区的最高硬度不超过350 HV,焊接性良好。钢中Cu的含量低(WCu约0.25%~0.55%),焊接时不会产生热裂纹。含P钢中WC+P都控制在0.25%以下,故钢的冷脆倾向不大。所以可与强度较低(σS=343~292 MPa)的低合金热轧钢一样拟定焊接工艺,只需要注意选择焊接材料时既要考虑等强匹配又要考虑等化学成分匹配的原则,以满足焊缝金属的耐蚀性能与母材相匹配。
2 焊接工艺制定
2.1 焊接方法及焊接材料选择
结合产品的结构特点及转向架焊接车间实际生产情况,试板对接焊缝采用MAG135进行焊接,保护气体为80%Ar+20%CO2[9-10],气体流量18~22 L/min,电源极性为DCEP/+。根据等强度、等化学成分匹配的原则,本次试验选用ESAB品牌的ISO14341-A:G 42 4 M21 Z 3Ni1Cu φ1.2焊丝,该焊丝的化学成分及力学性能见表3、表4。

表3 ISO14341-A:G 42 4 M21 Z 3Ni1Cu焊丝的化学成分%

表4 ISO14341-A:G 42 4 M21 Z 3Ni1Cu焊丝的力学性能
2.2 焊前准备
用钢丝刷将试板坡口面及焊缝周围20 mm范围内的杂质清理干净,特别是油污、氧化膜、铁的衍生氧化物等杂质[11]。必要时可用抛光片进行打磨直到露出金属光泽。打开气瓶阀门及焊机电源,调整焊接参数确保焊机运行良好,焊接电源通常的额定电流500 A,空载电压为55~80 V,负载持续率为60%~100%,外特性曲线为平特性。调整过程中可在试板上进行预焊以验证电流及电压的匹配性,使其达到最佳匹配状态。
2.3 焊接工艺[12-13]
1)将地线钳夹持在试板上,控制对接间隙2~3 mm,调整焊机按照打底焊1焊道参数将试板两端头点焊固定,点焊缝长度10~20 mm。在起弧时,保持焊丝干伸长度稳定,起弧处由于工件温度较低,又无法像手工焊那样拉长电弧预热,所以应采用倒退引弧法,使焊道充分熔合;收弧时也应该保持焊丝干伸长度不变,并把燃烧点拉到熔池边缘处停弧,焊机自完成回烧、消球、延时气保护的收弧过程。试板具体焊接形式及焊接参数表见表5。
2)打磨点固焊点并清理焊接飞溅,喷焊接防飞溅液(DCF-1燕福),注意不要直对着坡口面喷,防止过量。
3)进行打底焊接。施焊过程中注意观察电弧,打底焊接时宜采用短路过渡电弧,短弧焊接,单面焊接双面成型并确保熔透。
4)第一层焊接完成后需要适当打磨焊缝使其形成凹面,控制焊接层间温度<180℃(红外线测温仪监控)。
5)按表5调整焊接参数进行焊缝的填充及盖面焊接。施焊过程中注意观察电弧,填充盖面焊接时宜采用喷射过渡电弧,长弧焊接。采用多层多道焊,焊接后一层时须对前一层做好层间清理,控制焊接层间温度低于180℃(红外线测温仪监控),确保焊道之间熔合良好。

表5 试板焊接参数表
3 焊接接头检验[14-15]
1)焊缝外观检查。焊缝与母材连接过渡圆滑,表面未见气孔、裂纹、焊瘤、弧坑等肉眼可见的缺陷,咬边深度≤0.3 mm,对接焊缝余高≤2.5 mm,缺欠质量满足ISO5817 B级焊缝要求,试件焊后的宏观金相图见图1。

图1 试件焊接后的宏观金相图
2)试件母材及焊缝组织微观金相组织见图2。

图2 母材及焊缝区微观组织金相图
3)试件X射线探伤结果按ISO10675-1标准评定均达到I级合格标准,其射线探伤底片见图3。
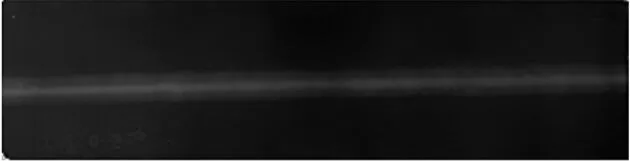
图3 试件射线探伤底片
4)试板力学性能试验。在焊接试板上切取试样,按国际标准ISO4136《对接焊缝拉伸试验》、ISO5173《金属材料的破坏性试验—弯曲试验》、ISO9016《金属材料的破坏性试验—冲击试验》、ISO9015《金属材料的破坏性试验—硬度试验》进行力学性能试验,试验结果合格,测试结果如表6~表9和图4所示。
4 结论
通过对地铁转向架用S355J2W耐候钢板焊接性分析和焊接工艺试验,拟定了合理的焊接工艺,确保了焊接接头的质量,并获得了优质的焊接接头,从而得出以下几点结论:
1)S355J2W耐候钢具有良好的焊接性 ,ISO14341-A:G 42 4 M21 Z 3Ni1Cuφ1.2焊丝分别能够与目前转向架使用S355J2W型号的板材相匹配,满足焊接性能要求,试验结果均达到相关标准。
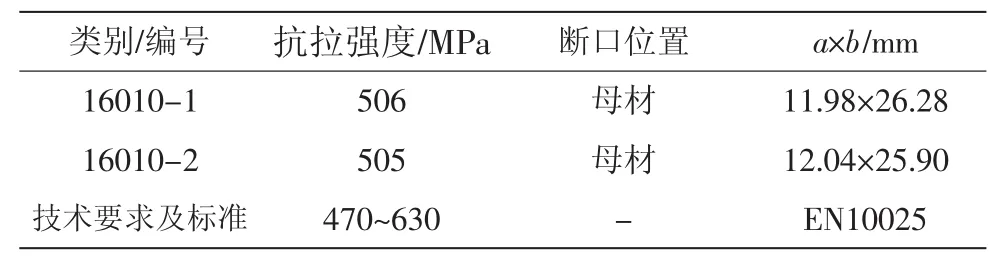
表6 试件拉伸试验结果
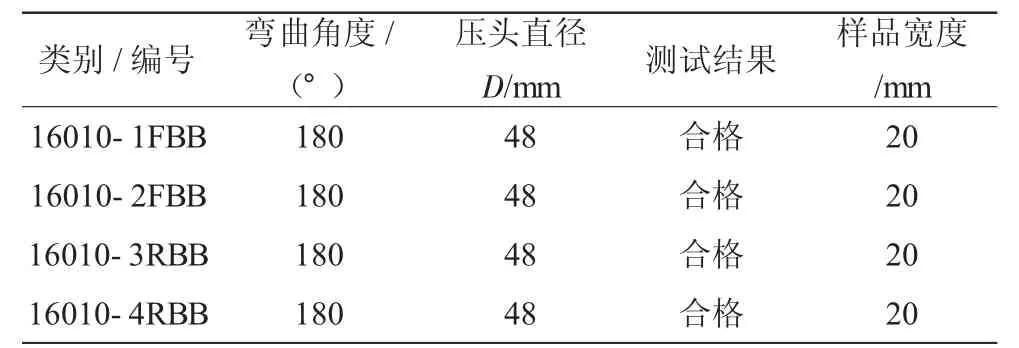
表7 弯曲试验结果

表8 冲击试验结果

图4 硬度试验位置示意图

表9 硬度试验结果
2)接头母材组织均为白色细小块状均匀分布的铁素体+黑色的珠光体;焊缝组织均为沿柱状晶内分布的先共析铁素体,无碳贝氏体沿晶界向晶内平行生长,晶内有针状铁素体、粒状贝氏体和少量珠光体。
3)S355J2W耐候钢对接接头的焊缝及热影响区硬度高于母材区,焊接接头的整体抗拉强度高于母材。因此,选择合理的焊接工艺进行焊接时可以获得优质的焊接接头,从而能够满足转向架构架生产制造的使用要求。
[1] 曹楚南.中国材料的自然环境腐蚀[M].北京:化学工业出版社,2005.
[2] 李爱柏.热轧耐候钢板B490NQ的研制[J].宝钢技术,1994(6):42-47.
[3] 梁彩凤,侯文泰.合金元素对碳钢和低合金钢在大气中耐腐蚀性的影响[J].中国腐蚀与防护学报,1997,17(2):87-92.
[4] 王君杰.转向架构架焊接接头组织与性能研究[D].大连:大连交通大学,2007.
[5] 张鑫鑫.对高速列车转向架焊接构架选材的探讨[J].机车车辆工艺,1994(1):41-45.
[6] 陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002:385-409.
[7] 朱志民.基于EN15085焊接质量体系的管理和应用 [J].焊接,2010(11):57-59.
[8] 陈方岭,丁亚萍,赵陈.Q355GNHG高耐候钢在动车组中的焊接运用[J].铁道机车车辆工人,2012(1):5-8.
[9] 傅小日,李金森,程冰,等.我国铁路客车转向架技术发展的概述[J].铁道车辆,2005,43(10):8-15.
[10]李亚江.焊接组织性能与质量控制[M].北京:化学工业出版社,2005.
[11] 王家伟.铝合金车体焊接工艺[J].铁道机车车辆工人,2011(2):1-5.
[12] 贾安东.焊接结构学[M].北京:机械工业出版社,2007.
[13] 王高见,赖世强,欧亚.Gr25Ni20钢焊接工艺性分析与评定[J].热加工工艺,2010,39(9):154-155.
[14] 李以善,刘德镇,肖世荣,等.焊接结构检测技术[M].北京:化学工业出版社,2009.
[15] 董洪达,倪宝成,张迪,等.TIG重熔对转向架用P355NL1钢焊接接头性能的影响[J].热加工工艺,2015(5):220-222.
