熔模炸药铸型冒口自动去除机构设计
2018-03-05高宏力李世超任效龙
王 勇,高宏力,李世超,任效龙
(西南交通大学 机械工程学院,四川 成都 610031)
1 引言
冒口的去除方法取决于铸件材料和铸型,我们所研究的是一种炸药熔模铸型冒口的去除方法。该熔铸型炸药是烈性炸药,属于易燃易爆物质,其生产成型加工是一个极其危险的工艺。目前该工艺还是采用人工锤击的办法,而人为的不可控,存在不可预估的危险性。我国八、九十年代就成熟运用如切割浇冒口的带锯机[1]、液控多向气动锤[2]等根据铸造材料提出的去除冒口方法。在近期一些近代铸件清理方式[3]的研究中还提到:铸件清理过程中还是人工敲除冒口。这种清除冒口的方法:一方面由于人为因素很难保证冒口断裂质量;另一方面,没能把人从恶劣工作环境中解放出来,不符合人文发展的要求。综合以上所述的浇冒口去除方法,对于炸药熔模铸型冒口去除方法相关的研究较少。在作业现场,冒口的去除方法依然是人工敲除,该工艺存在很高的危险性。第二部分运用断裂力学及理论力学研究了冒口断裂的方式及断裂理论力的大小,分析了冒口的断裂运动。第三部分进行冒口去除机构的设计。第四部分实验论证。最后一部分是总结。
2 冒口断裂的理论分析
2.1 力学分析
冒口断裂分析需要解决两个问题:一是断裂力学行为分析;从断裂力学和冒口的断裂运动出发,设计机构来耦合冒口的断裂运动。另一个是断裂理论力学,研究冒口的断裂判据[4、7],提出最佳的冒口去除方法。实体模型图,如图1所示。模型尺寸:弹体高H1=168mm,直径d0=200mm;冒口圆锥高H2=109mm,大径d1=86mm,小径d2=57mm。根据冒口实际结构,分析其容易失效的截面以及断裂的原因和机理。从断裂力学角度来看,断裂分为三种形式,即I型断裂、II型断裂和III型断裂[4]。该冒口的断裂属于I型断裂,即张开型断裂,实体冒口预设有水平周向缩颈裂纹,符合I型的断裂条件。对于 I型断裂:由于 KII=0,则有 cosθ0=1=1,θ0=0即纯I型断裂裂纹的开裂角度为θ0=0,裂纹沿所在的平面开裂和扩展。此时,应力的分量描述为θ0=0时,在裂纹延长线上的应力分布
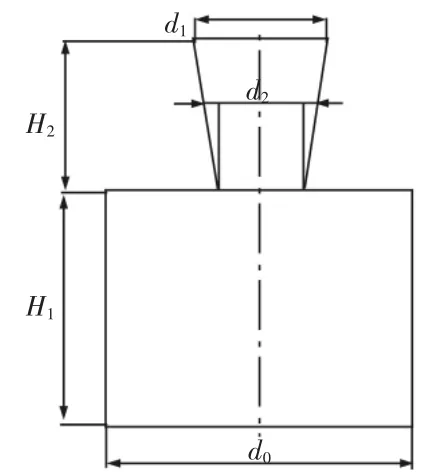
图1 实体模型Fig.1 Solid Model
τxy=0时,拉应力分量最大,裂纹最容易沿着x轴方向扩展。断裂判据及断裂韧度为强度因子,Y是裂纹形状系数(1~2)。对于任何含有裂纹的结构的构件:应力值、裂纹长度增长或同时增加,都导致强度因子的增加。当Kl达到某一个极限值时,裂纹将出现失稳扩张,即发生断裂[5]。因此断裂判据条件为。所以,当达到断裂判据条件,而开裂角θ0=0时,拉应力分量最大,断裂沿x轴方向,可以获得较好的冒口断裂面,此时也是最佳的断裂方式。已知冒口断裂判据和断裂条件,应用结构力学计算冒口断裂时所需要作用力的大小,如表1所示。表1有四种不同的施力方式下冒口材料断裂最小值[6]。从表中可以直观的看出,施加水平力时,所需要的作用力最小,而纯剪力时最大。因此,施加水平力是最佳的施力方式。
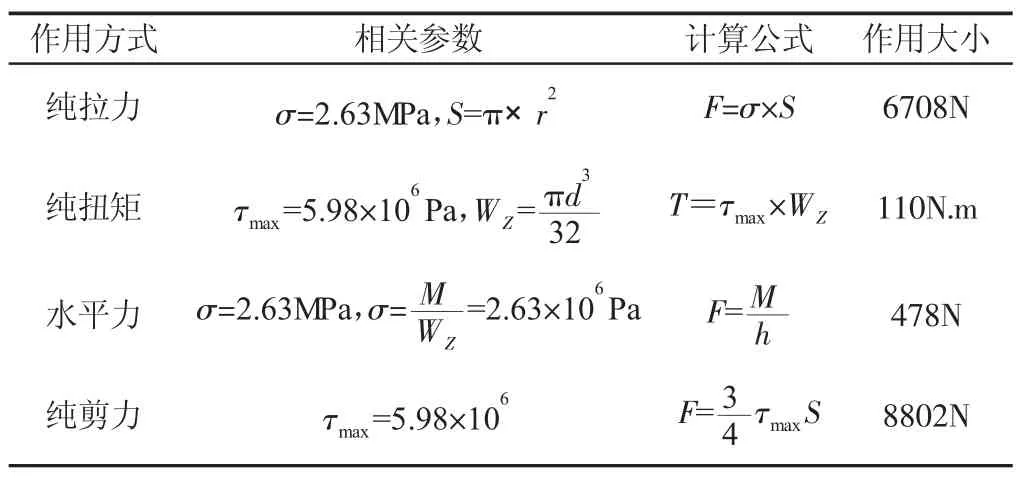
表1 断裂极限值Tab.1 The Fracture Limit Table
2.2 Workbench仿真分析
文献[8]基于有限元的疲劳分析方法及实践,详述了机械零件的疲劳分析过程。应用workbench仿真分析熔模铸件也能达到预期值。根据实际实验材料为525水泥,其弹性模量为E=1.5×1010Pa,泊松比为μ=0.30,密度为ρ=3.10×103kg/m3,分析结果如图所示。纯拉力:应用workbench里的结构静力仿真模块,添加模块后,设置相关参数,添加约束,施加6708N的拉力,最后运算求解。得应力为2.6777MPa,而材料许用应力是2.63MPa,结果与实际相近,所以理论计算是科学的。结果,如图2(a)所示。水平力:水平力的仿真与拉力的仿真方法一样。所求应力为2.8236MPa与许用应力2.63MPa比较相近,因此,理论计算合理。结果,如图3(b)所示。纯扭力:扭力仿真应力为6.271MPa,许用应力是5.98MPa,结果也是科学合理的。仿真结果,如图2(c)所示。剪切力的仿真与以上方法相似,这里不再赘述。从仿真结果可以明显看出应力最大处是在冒口与弹体连接处,也就是断裂发生的颈缩断裂处,与预期结果相同,如图2所示。
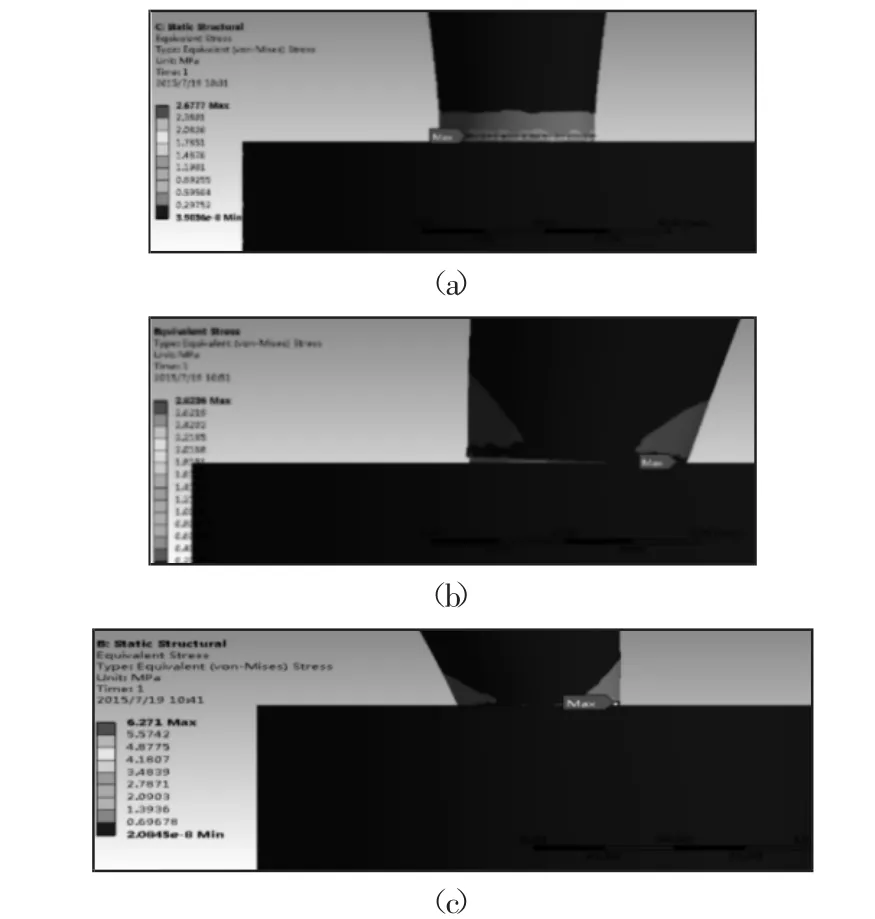
图2 Workbench仿真Fig.2 Simulation of the Workbench
3 机械结构设计与分析
3.1 机构力学模型建立及优化
实际敲击过程是一个瞬态过程,文献[9]给出了弧面凸轮机构的设计与校核思路。根据实际使用要求,提出力学模型。如图3所示分别建立图 3(a)、图 3(b)、图 3(c)三种模型,对模型建立力学方程及优化对比:模型图3(a),力学方程为F+(-F)=ma=0。模型图3(b),力学方程为其中r是lBP,θ是lBP与F力方向的夹角,而F=G1-G2,G1是施加的水平力,G2是冒口断裂所需力的大小。模型图3(c),力学方程为:断裂瞬间F=ma,断裂后其中 v1随着F1的减小而减小,同时r1是在限定的范围内减小一定量。三个模型的提出和力学方程的建立,依据是实际使用要求。从模型图3(a)到图 3(b),再到图 3(c)是力学模型的优化设计过程。模型图 3(a),由于爪手的夹持作用,使得冒口与机械手成为刚性体,敲击力F被刚性体直接抵消。对模型图3(a)优化,得到模型图3(b)。在模型图3(b)中,θ值越大,力 Fsinθ(θ<π/2)就越大,并且动力系统的附加刚度也随着θ增大而减小。但是依然存在附加刚度,还有运动干涉,不满足运动要求。为了减小附加刚度,消除运动干涉,提出优化模型图3(c)。模型图3(c)是在BP上装减振器C和减振器D,减振器C消除水平方向的刚度和运动干涉,减振器D限制爪手的旋转运动,提高加工安全。因此,综合三种模型的优缺点,模型图3(c)满足最优设计要求。
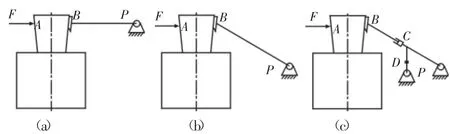
图3 三种动力学模型Fig.3 Three Kinds of Dynamic Model
3.2 机构的工作原理
从前面我们已经知道:以最优的方式提供作用力,当满足断裂判据时,冒口将以张开型发生断裂。跟据实际模型和冒口断裂运动,提出力学模型。以上两点为机构的设计提供依据。结合冒口实际尺寸和实际的冒口断裂运动,提出本机构的工作流程,如图4所示。工作流程以炸药熔摸铸件为核心,实际动作时将其固定不动,保证安全。第二步夹持冒口,避免敲击断裂后,冒口掉在地上发生危险。第三步提供敲击作用,要求一次敲断,但是可能需要二次敲击。工作流程,如图4所示。
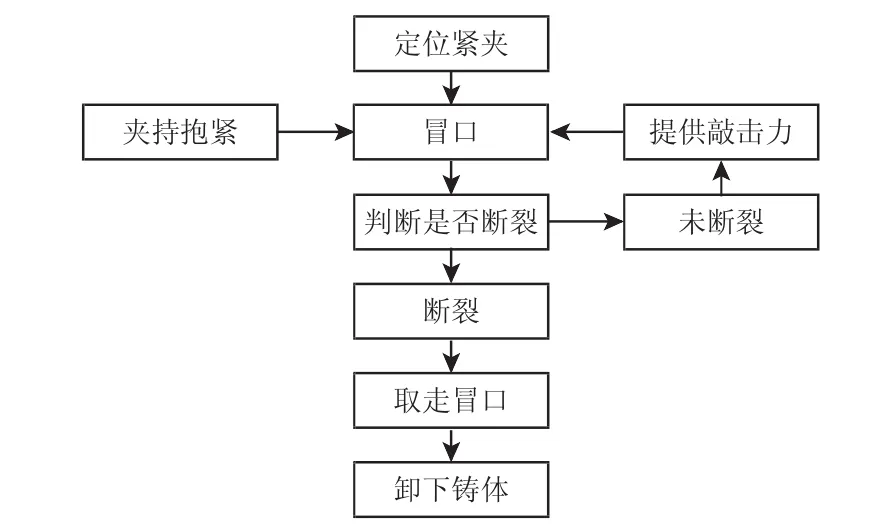
图4 工作流程图Fig.4 Work Flow Chart
3.3 机构的组成
根据文献[10]的指导,机构采用自动敲击方案,使用冲击气缸敲击。依据熔模铸件的特殊要求,以及冒口断裂的最优施力方式对机构进行设计。工作过程:首先把熔模铸件装夹在装夹台上(工作流程图4)。第二步机械爪手夹持冒口,机械抓手对冒口有竖直向上的预紧力,该力的大小能使冒口在断裂之后冒口与铸件快速分离,避免冒口与铸件碰撞。最后一步敲击,通过气泵提供气源,气动控制回路控制气缸的冲击和回收。以面分别介绍各个机构的组成及原理,如图5所示。
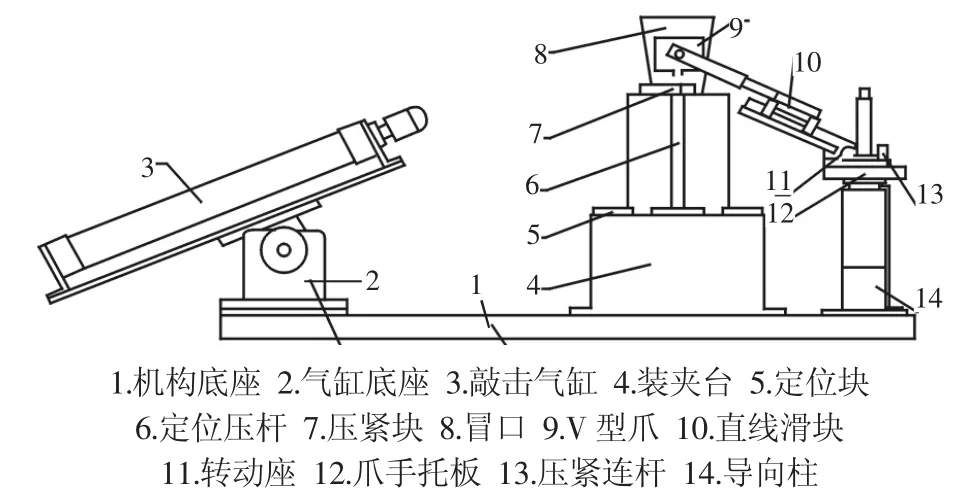
图5 整体装配图Fig.5 Assembly Diagram
3.3.1 操作台
操作台由机构底座1和铸件装夹台4组成。机构底座1同时也是固定和装配其他机构的平台。
3.3.2 定位装夹机构
定位装夹机构的作用是固定铸件,保证加工精度和加工安全。机构由装夹台4、定位块5、压紧杆6和压紧块7组成。
3.3.3 托举夹持机构
该机构由机械抱爪9、机械爪手底座11、爪手托板12、导向柱14和未标出的弹簧、抓手直线轴承及减缓器组成。机构有两个动作:一个是弹簧作用于导向直线轴承上,推动托举板连同抱紧冒口的机械抓手沿着导向柱向上运动。该运动保证冒口快速向上运动,使其与铸件快速分离;另一个动作是夹持冒口8的机械爪10,当冒口8被敲断,机械爪10及其夹持的冒口将围绕机械抓手底座11转动。冒口8断裂后快速转动,与铸件分离,使得冒口与铸件没有摩擦或二次相撞。减缓器限定了抓手的转动角度,避免由于转动角度过大炸药从冒口中洒出。这两个运动的合运动是不规则的圆周曲线运动,与冒口的断裂不规则相吻合。
3.3.4 敲击机构
气缸敲击由气缸3、气缸调角底座2和气动系统组成。通过气缸底座2可以调整气缸3与底座1的夹角,即可以调整不同气缸敲击角度,从而得到不同的敲击效果。机构的整体结构是拟合冒口断裂运动而设计。从前面的分析,我们已经知道冒口的断裂是不规则的圆周曲线运动。如果辅助的设计的机构的运动模型与冒口的断裂运动形式不耦合,那么附加机构将会产生附加刚度,干涉冒口的断裂运动。因此,设计的机构机械手具有竖直向上的运动和一个旋转运动。竖直向上运动是由弹簧提供的随机弹力,及旋转运动,他们的和运动是不规则的圆周曲线运动,与冒口的断裂运动耦合。同时机械手的设计又减小了由于冒口断裂时,冒口对铸体的挤压力,提供了足够的使用安全。
4 实验结果分析
冒口自动去除机构加工装配完成后,对其进行小范围试运行测试:机构无卡死、干涉现象,如图6(a)所示。把机构调试到最佳状态,并且调试好其余设备(如气动系统、传感器和采集仪等),然后进行试验。实验效果,如图6(b)所示。

图6 实物图Fig.6 Picture of Real Products
机构采用S型力传感器,其一端装于气缸推杆头部,另一端装有尼龙敲击头,如图6(a)所示。使用东方所的DASP采集仪采集力的大小,得到的时域波形,如图7所示。反复多次试验,本机构能够稳定运行。图7是试验中的一个案例,该图是敲击力时域波形图,采集到的力的大小是F1=601N。对该力分解,即F水平方向=Fcosθ,θ∈[15°,30°]。把力代入上式得 F水平方向=560N,由前面的理论计算可知,断裂最小力 F许用=478N。从而有F水平方向>F允许,满足设计要求,并且获得断裂质量较好的断裂冒口。

图7 时域波形图Fig.7 Time Domain Waveform Figure
5 总结
运用断裂力学研究冒口的断裂特性,结合实际冒口的尺寸计算出断裂的最小力。运用ANSYS仿真验证了断裂力的有效性。由于冒口的断裂的不确定特性,所以断裂后的冒口运动是不确定性曲线运动。利用计算结果与断裂运动特性,设计冒口自动去除机构。经过多次实验并且反复优化改进了机构。最后实验证实了机构具有良好的效果,以及理论分析的有效性,并获得良好的冒口断裂面。可见本机构的设计是合理有效的。
[1]彭规锦.切割浇冒口的带锯机[J].铸造机械.沈阳制造厂,1985(6):62-62.(Peng Gui-jing.Poured riser cutting band saw[J].Casting Machinery,Shenyang Factory,1985(6):62-62.)
[2]张成哲.液控多向气动锤[J].金属加工:热加工,沈阳制造厂,1992(5):48.(Zhang Cheng-zhe.Hydraulic control multi-way pneumatichammer[J].Metal Processing:Hot Working,Shenyang Factory,1992(5):48.)
[3]刘小龙.现代铸件清理方式[J].铸造设备与工艺,2011(4):6-7.(Liu Xiao-long.The modern casting cleaning method[J].Foundry Equipment and Technology,2011(4):6-7.)
[4]伍颖.断裂与疲劳[M].武汉:中国地质大学出版社,2008(10).(Wu Ying.The Fracture and Fatigue[M].Wuhan:China University of Geosciences Press,2008(10).)
[5]罗运军,胡国胜,张丽华.多基发射药的冲击断裂能和冲击破坏机理[J].太原机械学院学报,1992,38(2):147-154.(Luo Yun-jun,Hu Guo-sheng,Zhang Li-hua.The impact fracture energy and the impact fracture mechanism in multiple-base propellants[J].Journal of Taiyuan Institute of Machinery,1992,38(2):147-154.)
[6]孙训方,方孝淑,材料力学[M].第 4版.北京:高等教育出版社,2006(6).(Sun Xun-fang,Fang Xiao-shu.Mechanics of Materials[M].Ver.4.Beijing:Highereducation Press,2006(6).)
[7]何柏林,王斌.疲劳失效预测的研究现状和发展趋势[J].机械设计与制造,2012(4):279-281.(He Bo-lin,Wang Bin.Research status and development trend of fatigue failureprediction[J].MachineryDesign&Manufacture,2012(4):279-281.)
[8]王彦伟.基于有限元的疲劳分析方法及实践[J].机械设计与制造,2008(1):22-24.(Wang Yan-wei.FEA based fatigue analys is and Its application[J].Machinery Design&Manufacture,2008(1):22-24.)
[9]任爱华.弧面分度凸轮机构瞬态动力学分析[J].机械设计与制造,2012(5):205-207.(Ren Ai-hua.Transient dynamic analysis of globoidal indexing cam mechanism[J].Machinery Design & Manufacture,2012(5):205-207.)
[10]孙桓.机械原理[M].第 7 版.北京:高等教育出版社,2006(5).(Sun Heng.Theory of Machines and Mechanisms[M].Ver.7.Beijing:Higher Education Press,2006(5).)
