基于CPS的生产线质量管理架构与应用
2018-02-27齐文秀丁志刚郑树泉
齐文秀 丁志刚 郑树泉 王 洋
1(上海市计算技术研究所 上海 200040) 2(上海产业技术研究院 上海 201206) 3(上海计算机软件技术开发中心 上海 201112) 4(上海嵌入式系统应用工程技术研究中心 上海 201112)
0 引 言
当前,制造业的生产方式和制造模式正在从传统模式向“智能制造模式”转变。智能制造作为信息化与工业化深度融合的产物[1],更是得到了各国政府的广泛关注和普遍重视。CPS是智能制造的核心[2],以大数据、云计算和CPS为代表的新型技术,正基于当前信息采集、移动通信和计算机等软硬件技术的发展而得到迅速推广普及,这为开展生产线质量管理提供了技术支撑。目前的生产线质量管理体系无法达到人们对质量监管的要求[3]。分析结论是两方面的原因:一方面是数据不够完整,数据来源单一,数据的灵活性不够好,总的来说数据体系不够完善;另一方面是缺少一种相对固定和合适的评价标准,无法快速找出薄弱环节进行质量改进。
本研究针对当前质量管理体系存在的这两个问题,建立基于CPS的生产线质量管理架构。该架构包括质量管理平台体系和质量管理评价体系两个模块,前者为后者评价提供数据支持,后者对前者进行分析和处理,两个模块结合形成完整的生产线质量管理架构。
1 质量管理平台体系
质量管理平台体系从三个不同范畴对平台进行分析和说明,建立平台的立体模型,分别是功能总体结构、质量跟踪架构和平台配置流程。功能总体结构从功能方面对平台进行描述,着重详细信息的构建。质量跟踪架构从模块间的动态交互进行描述,注重动态信息的建设。平台配置流程包括资源的配置流程和应用的配置流程两个部分,注重平台的使用。三种范畴彼此嵌套,互为补充。
1.1 功能总体结构
基于CPS的质量管理平台功能总体结构包括三个层次,分别是部署层、功能层和应用层,具体如图1所示。

图1 基于CPS的质量管理平台功能总体结构
(1) 部署层。部署层是平台的硬件环境,高比特率的硬件环境是完成数据采集的基础,也是平台质量管理成功实施的必要条件。部署层作为连接硬件基础建立应用层和功能层的对应管理,其核心技术是CPS。CPS包括监控感知单元、决策控制单元和驱动执行单元,分别完成各自单元的技术选择、设备配置、参数设置。每个单元设置任务负载均衡来加强数据通信处理能力和实现单元之间的网络通信[4]。采用CPS借助扫描器和多种测试参数的现场采集装备,完成现场的配置,实现每个节点的实时数据采集。在每个节点位置上安装扫描器和红外感应器,当红外感应器感应到产品通过时扫描器扫描进行数据采集。以高比特率、低误码率和低延时实现数据流的实时稳定传输,并保障通信安全性。采用无线通信方式,保证在通信中断、信号强度不足的情况下实现现场数据的暂存和再发送。同时,信息管理平台与物理设备的连接依靠人机界面,可使用网络远程实时、可靠地控制设备。
(2) 功能层。功能层是为构建应用层所搭建的信息系统。作为信息系统包括资源管理、配置管理、数据采集和报表管理四个模块。其中,数据采集模块通过传感技术和通信技术搭建生产环节的信息化平台。数据包括两种类型:生产数据和检测数据。生产数据小部分通过人工读取,大部分通过建立实时采集装置进行读取。检测数据包括参数信息和缺陷信息,这两类检测数据是质量分析的重要组成部分,也是我们进行数据采集的核心数据。
(3) 应用层。应用层描述了某生产线生产领域的基本工作流程。配料、搅拌、罐装、内包装、装箱这五个工序在生产领域可以作为基本工序类别进行管理,每种工序类别又可以建立多个工序。
1.2 质量跟踪架构
功能总体结构着重描述了静态信息结构,建立了整体模型结构,但是没有说明各部分之间的交互关系。质量跟踪架构主要描述不同层之间以及同层之间不同部分的信息流的流动情况,如图2所示的信息流有三种,分别是质量流、消息流和控制流,质量流用虚线表示,消息流用粗箭头表示,控制流用实线表示。
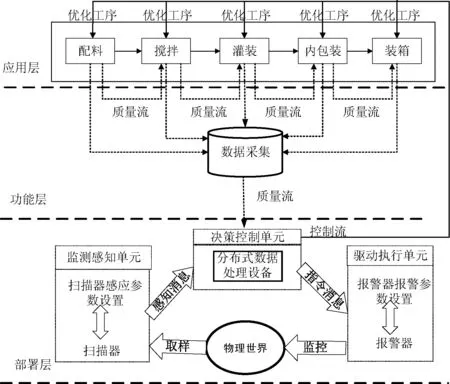
图2 质量跟踪架构图
质量流分布在应用层的工序中,每个工序借助扫描器和多种测试参数的现场采集装备,完成现场的配置,实现每个节点的实时数据采集。每一个工序都会产生两个质量流,一个直接流入数据采集中心,另一个在物料流转时同步传送到下游工序。下游工序再根据多个上游工序的质量检测信息进行甄别[5],每个工序综合多个质量检测信息进行综合质量分析,及时分析出质量问题,减少不必要的操作,从而提高效率。消息流存在于CPS各单元之间,监测中心的传感器通过嵌入到物理组件从物理世界取样,将感应消息流传送到决策控制单元。决策控制单元接受感知信息,采用分布式数据处理设备进行数据分析产生报警指令,并将其封装成报警消息流发送给执行器[5]。控制流是从决策控制单元流向应用层的各个工序,平台分布式处理设备对数据进行分析得到优化结果对生产工序进行优化,从而起到信息世界反过来影响物理世界的效果。
为了实现对产品从生产、采购、管理、应用、维护、统计的全程监控,形成有效质量管理体系,必须对每个产品进行编码,确定“身份”[6]。这样做便于产品的识别,从源头进行管理,如果查出质量问题,能够找到相关信息,进而确定哪一个生产环节出了问题。监管部门对暴露出问题的环节做重点关注,达到提高产品质量和高效监管的目的。
二维码的设计方式要考虑几个方面的问题:
(1) 体现产品的基本信息,包括产品编号、产品名称、产品描述、产品序列号、产地、价格和类别等信息,提供方便用户访问的接口。
(2) 体现产品生产日期信息。
(3) 体现编码的一致性,编码片段含义和长度一致,含义明确,方便管理。
(4) 体现编码的唯一性。不能出现两个产品使用同一个二维码的情况,也不能出现有些产品超出设置长度,无法编码的情况。
针对以上要求,我们的编码主要由三部分组成,分别是产品编号、产品生产日期和四位按照顺序排列的数字:

数字编号是四位数,这是由单位类产品日最大销量来决定的。
1.3 平台配置流程
物理世界中的实体之间不是单独存在的,它们之间有着各种各样的联系。平台配置流程包括两种,应用配置和资源配置,如图3所示。
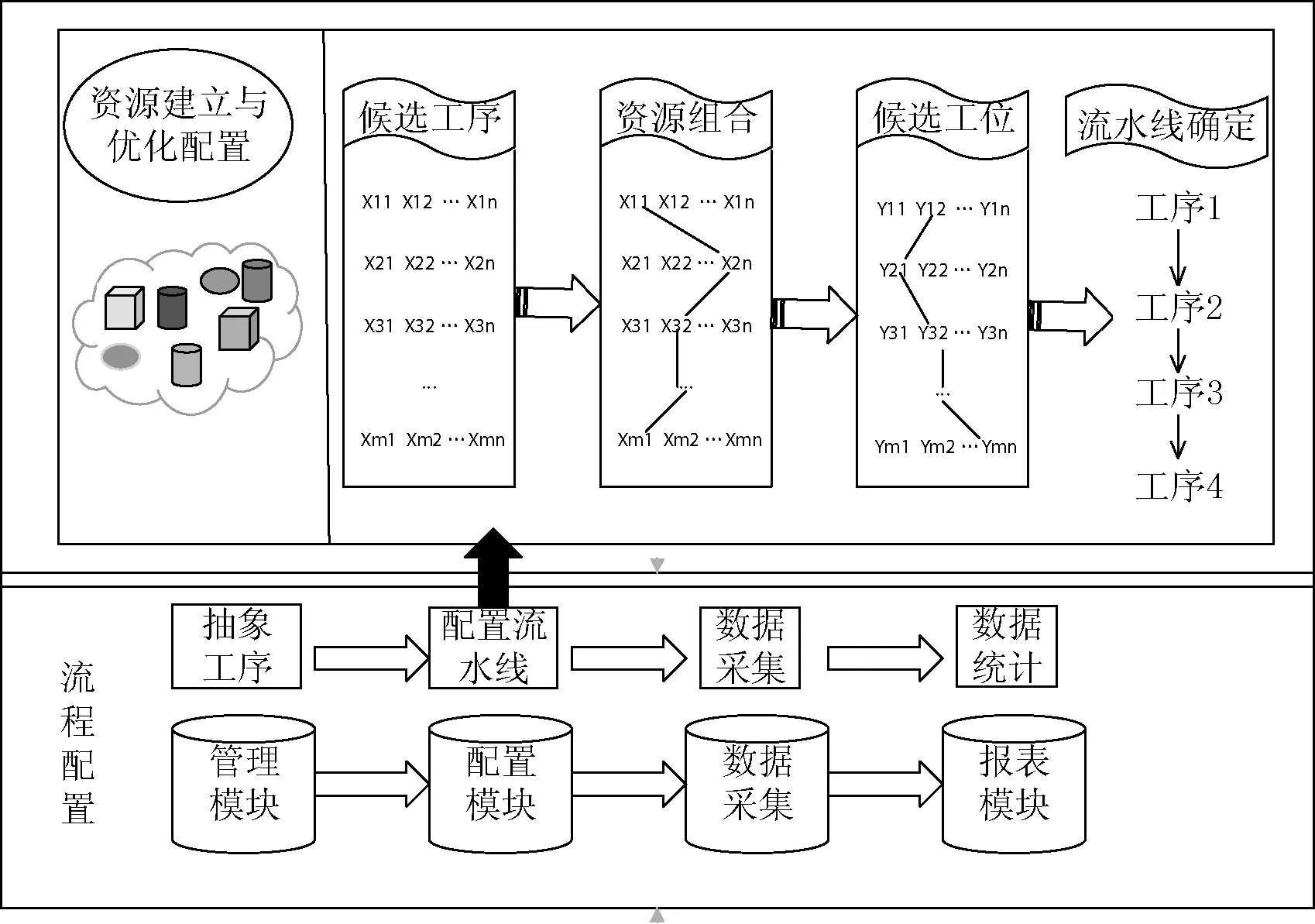
图3 平台应用配置流程
一条流水线上有多个工序,一个工序上有多个工位,流水线上的工序可以增加或者减少,如何将这种关系映射到平台上也是我们研究的重点。在这里设置配置模块,该模块的设计有两个特点,第一个特点是批量,可以为生产线批量配置工序,可以为工序批量配置工位,也可以批量删除;第二个特点是排他化,当一个工位已经被某个工序配好后不能再进行配置,防止出现同一工位同时做两个操作的情况。
本平台的开发和设计具有很强的灵活性和自我设计性。建立平台下的应用包括抽象工序、配置流水线、数据采集、数据统计四个步骤,分别对应平台的管理模块、配置模块、数据采集模块、报表模块。添加流水线是建立应用的重要组成部分,此流水线可以是传统意义上的工业生产上的流水线,也可以是一套流程构成的流水线。将应用需求以流程图的方式描述出来,从流程图中抽象出来应用所需要的工序,建立候选工序和候选工位,根据应用需求匹配相应的工序和工位,构成平台下的流水线[7]。
2 质量管理评价架构
2.1 质量管理方法
工业上常用的质量分析方法是5M1E,分别是对人、机器、材料、方法、环境和测量六个方面内容进行质量分析[8]。六西格玛是在20世纪90年代中期开始被GE从一种全面质量管理办法演变成为一个高度有效的技术,并提供了一系列的统计工具和统计办法[9]。
卓越绩效模式[10]是当前国际上广泛认同的一种组织综合绩效管理的有效方法,其本质是对全面质量管理的标准化、规范化和具体化,分别从评价对象、评价方法、评价结果三个维度构建卓越绩效成熟度模型[11]。该模式源自美国波多里奇奖评审标准,包括领导、战略、顾客和市场、资源、过程管理、测量分析与改进、结果七个方面。
这三种质量分析方法各有利弊,5M1E分析方法中这六种因素和工业生产密切相关,适合当前的工艺流程环境;六西格玛统计分析技术是当前CPS环境下急需的数据统计技术;卓越绩效模式系统完整的分析模式值得引用,但其评价对象大而宽泛,不太适用工艺流程的质量管理。
本文综合三种方法优点,提出以5M1E和结果构成七个方面的评价对象,以六西格玛统计工具和卓越绩效评价办法作为第二维度,原第三维度不变建立工艺流程卓越绩效评价体系。下面分别从评价对象、评价方法和评价结果分别对工艺流程卓越绩效评价体系进行说明。
2.2 评价对象
原卓越绩效评价体系的内容包括领导、战略、顾客和市场、资源、过程管理、测量分析与改进、结果七个方面[12],总共分值是1 000分,每个方面分值不同。工艺流程卓越绩效评价体系同样也是七个方面,每个方面分值按照一定的评估体系方式[13]进行分配,具体结果如表1所示。

表1 工艺流程卓越绩效评价准则
2.3 评价方法
表1只是列出了七个大的方面的数据评价方面,实际使用时每个方面都需要细分,细分后的小模块可以根据质量管理平台采集的参数进行分值确定,采用的是六西格玛中的分析型控制方法。分析型控制方法是由统计学思想产生的变革性管理方法,既有六西格玛管理的基本思想,又是六西格玛管理实践中的主要工具。
2.3.1 数据分类
不同的数据类型需要选择不同的数据分析方法进行分析,因此在进行数据分析之前需要将数据分类。从统计的角度说,这些数据可以分为两种类型,即连续型数据和离散型数据。记录某一特性的测量结果,可反映产品或流程的特性的为连续型数据。离散型数据分为可区分型数据和可数型数据。记录是否满足需要的是可区分型数据,记录一个输出单位所包含的缺点数的为可数型数据。
2.3.2 确定模块数据指标
建立待计算目标的关键属性,并按照重要程度进行排列,确定权重,对单个属性进行数据分析,最后计算加权平均数得到分值。
2.3.3 单个属性数据分析
分析型控制图可以通过MINITAB软件进行数据分析。连续型数据建立XBar-S控制图,可区分型数据建立P控制图,可数型数据建立C控制图。
2.3.4 工序能力分析
根据GB/T4091-2001《常规控制图》标准中的8条判异规则对控制图进行判定,根据P控制图结果用PPM进行能力分析,根据C控制图结果用DPU进行能力分析。PPM表示不合格品概率,DPU表示缺陷数。根据能力分析结果进行分数确定。对于连续型且符合正态分布的数据,采用CPK来确定工序能力指数。步骤是首先通过控制图分析,找出异常数据并进行剔除,得到稳定数据后计算CPK。CPK不仅可以说明能力的准确度,还可以表示出一组数据的离散程度,离散程度越高说明技术工序能力越差,准确度越高说明M与μ的差值越小,均值越接近目标值。这里用一张图表示CPK与各参数的关系,如图4所示。

图4 CPK参数说明图
图4中,μ表示均值,M表示目标值,M-μ表示偏移量。LSL为参数下限,USL为参数上限,PLSL和PLSL分别表示超出下限概率和超出上限概率。计算公式为:

2.4 评价结果
《卓越绩效评价准则实施指南》采用评分法实现对组织成熟度的评价,且包括过程评分和结果评分。其中,过程评分采用“方法-展开-学习-整合(Approach-Deployment-Learning-Integration,简称A-D-L-I)”,结果评分采用“水平-趋势-对比-整合(Levels-Trends-Comparisons-Integration,简称Le-T-C-I)”,最终对组织的评分为过程评分与结果评分之和[14]。根据此成熟度评价法则,先计算过程分数总和,再计算结果分数总和,最后将其累加,该累加结果用于确定成熟度。表2表示成熟度计算方式及分类[15]。

表2 成熟度计算方式及分类
3 应用实例
建立了基于CPS的质量管理架构后,将该架构应用于某日化企业生产线管理。该生产线生产流程包括入库、贴码、配料、搅拌、包装、出库六个工艺流程。采用CPS质量管理平台记录两方面数据。一方面是人的管理,即谁、在何处、什么时间、做了什么事情。另一方面是物的管理,即对七大评价内容进行参数采集和缺陷采集,建立数据集。建立质量管理体系的目的是用数据真实准确地评价质量管理绩效和成熟度,找出薄弱环境加以改进。这里我们只选取配料和搅拌两个工序进行质量管理。
3.1 工艺过程卓越绩效评价过程
将七大评价目标针对本实例进行细分并预设各部分分值。人的方面总分110,包括人的质量意识、技术能力、工艺水平、管理人员经验、管理人员能力,分值分布为:10分、20分、30分、20分和30分。机器方面总分140,包括机器的性能40分,效率40分和故障率60分。料包括原材料60分,配料10分,半成品60分和构建10分共同构成料的140分,其他细则和分值分布具体见表3。建立好细化的评价目标后,对配料和搅拌两个工序的评价目标根据数据集进行质量分值确定,结果如表3所示。
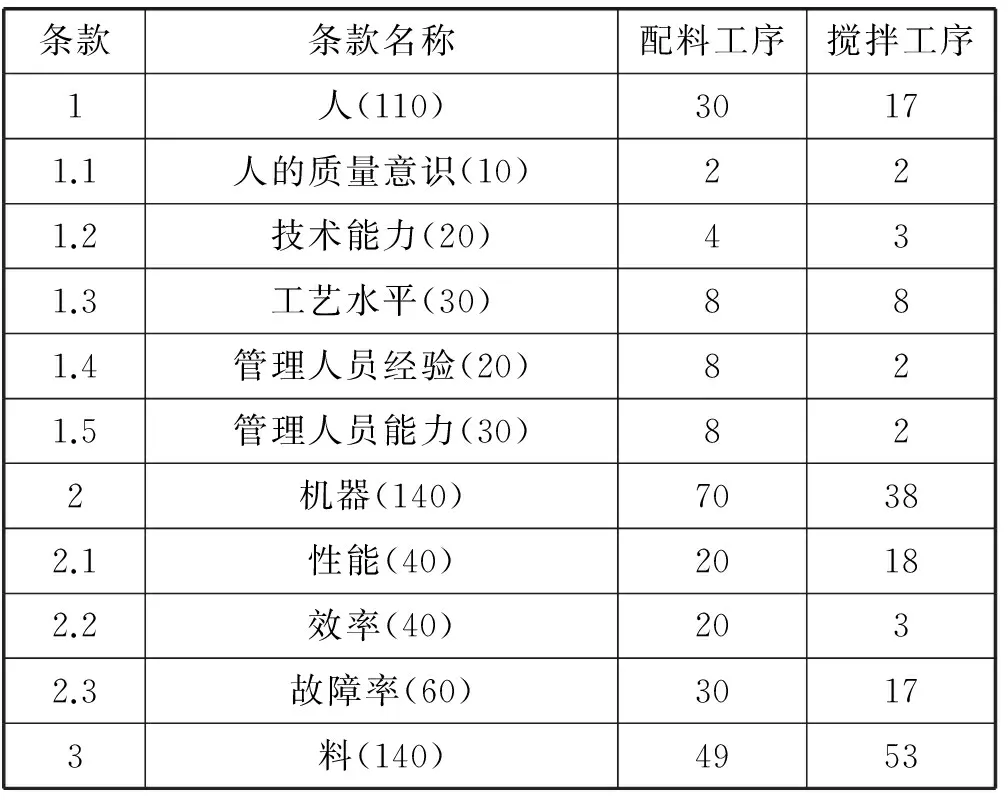
表3 配料和搅拌两个工序质量分值结果

续表3
3.2 结果分析
从表3中进行计算得到,该生产线配料工序卓越绩效评分综合指数为29.1%(满分为1 000),说明该工序质量管理已经达到管理级别。搅拌工序卓越绩效评分综合指数为24.1%,目前处于初始级别,有待加强。
以上是从整体分析整个工序的质量管理情况,下面从各部分看质量管理情况。从图5中可以看出搅拌工序同配料工序相比在人、机器、方法和环境方面质量管理成熟度较低,其中人的因素和机器的因素更大。对于人的因素来说,查看表3可知需要加强管理人员经验和管理人员水平,对公司员工进行能力测评,重新建立人员管理。对于机器的因素,无法直接从表3获得结果。通过查看搅拌工序的5个机器的CPK值,可知2号机器的CPK较低,仅为0.67,该机器的具体过程能力报告如图6所示。0.67是CPK等级的最后一层临界点,从图中可以看出搅拌时间长短较为扩散,不够集中,说明该机器的搅拌流程设计不够合理,需要重新设计。可以通过研究搅拌工序的流程各部分时间分布,建立优先级列表,得到优化的搅拌流程。

图5 配料和搅拌工序七大方面卓越绩效成熟度
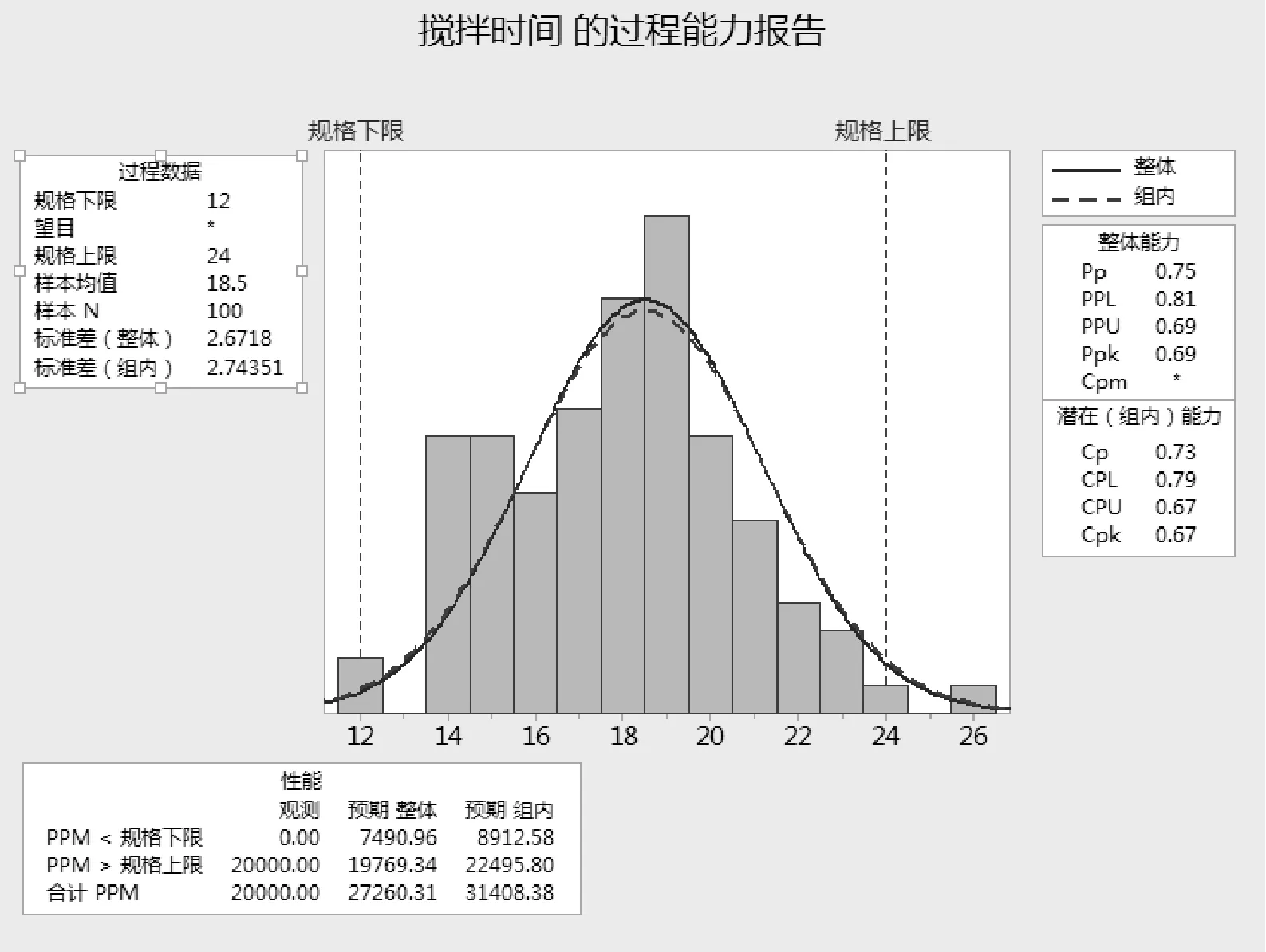
图6 搅拌工序的过程能力报告图
3.3 效果分析
本节分别从数据完整性分析和工序质量管理成熟度分析这两个方面对CPS环境下的质量管理效果进行分析。数据完整性分析是从“人机物法环测”六个方面进行分析,对比CPS环境下和原环境下的数据量。工序质量管理成熟度分析主要根据各个方面成熟度计算结果进行对比,得到生产工序的薄弱环节。
对薄弱环节进行过程能力评定,为改进质量指明了方向。进行数据完整性分析时,假设所采集到的数据都是有效的。由本次统计可知,CPS环境下的数据总量为23 738,原环境下为10 283,同比增长了103%;从种类来看,CPS环境下增加了环境的测试数据;从每种类型数据量来说,CPS环境下的每个类型中的数据都比Common环境下多,其中机器情况和物料质量数据更为显著。如图7所示。
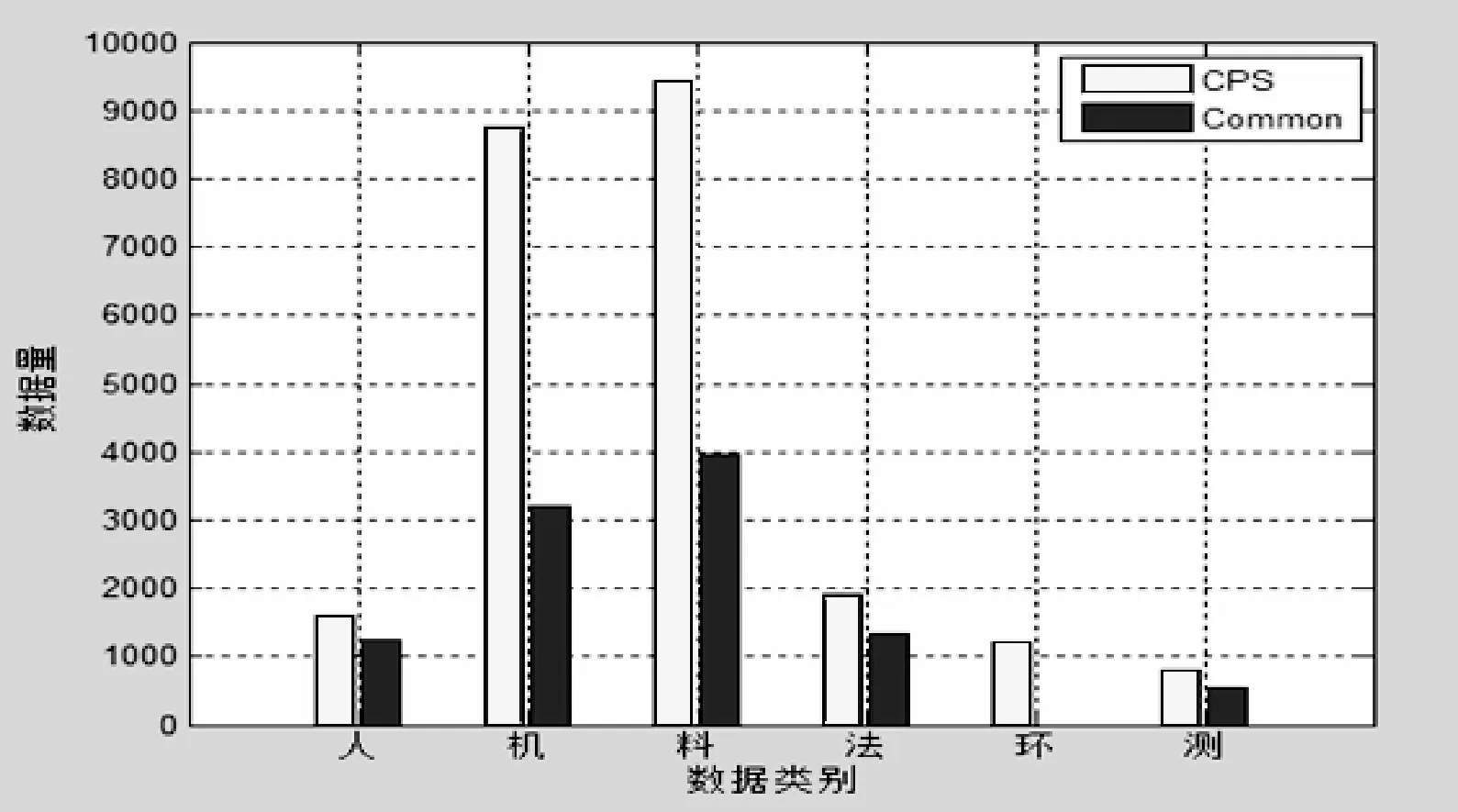
图7 CPS环境下和Common环境下不同数据类别的数据量
经过重新设计搅拌流程,2号机器的CPK指数变成了1.12,达到了CPK等级的B级。对该工序人员结构进行重新评估和调整,选拔更加有能力的人员进行管理。经过这两方面的调整,搅拌工序的卓越绩效评分综合指数为由原来的24.1%增长到了30.1%,快速准确地提高了质量管理水平。
4 结 语
本文针对当前工业生产质量管理存在的问题描述了基于CPS的质量管理架构,并将此架构运用到某日化品生产快速得到了其质量管理的薄弱环节。此架构的创新点主要有以下几点:第一,将CPS引入质量管理,得到充分、实时、可量化的质量管理数据。第二,结合5M1E、六西格玛和卓越绩效模式三种质量管理办法建立工艺流程卓越绩效模式,为生产线质量管理提供一套质量评价标准。第三,将数据转化成分值,对质量管理薄弱环节进行快速的判断,对于提高企业质量管理水平具有很大的帮助。
[1] 王兴伟,李婕,谭振华,等.面向“互联网+”的网络技术发展现状与未来趋势[J].计算机研究与发展,2016,53(4):729-741.
[2] 张益,冯毅萍,荣冈.智慧工厂的参考模型与关键技术[J].计算机集成制造系统,2016,22(1):1-12.
[3] 李鹏飞,秦江涛,刘举胜.基于物联网的生产线质量管理研究[J].物流工程与管理,2016,38(10):27-30,35.
[4] 钱育蓉,于炯.云环境下能耗感知的虚拟机动态迁移策略研究[J].微电子学与计算机,2015,32(9):138-143.
[5] 王军,王晶.大数据处理技术在生产质量跟踪中的应用[J].制造业自动化,2015,37(4):28-32.
[6] Liu Yang,Peng Yu,Wang Bailing,et al.Review on Cyber-physical Systems[J].IEEE/CAA Journal of Automatica Sinica,2017,4(1):27-40.
[7] 王静怡.无线中继系统中的信道编码技术研究[D].西安:西安电子科技大学,2016.
[8] 唐燕,李健,张吉辉.面向再制造的闭环供应链云制造服务平台设计[J].计算机集成制造系统,2012,18(7):1554-1562.
[9] 谢建华.质量管理体系ISO9001&TS16949最新应用实务[M].北京:中国经济出版社,2013.
[10] 孙亮.六西格玛管理方法在供应链质量管理中的应用研究[D].吉林:吉林大学,2014.
[11] 卢盛荣.卓越绩效标准导向的公路建设项目绩效测评体系研究[J].福建交通科技,2016(3):110-112.
[12] Harun Jackson Magosho.Rethinking Preparation of Early Career Academics:Experiences from Chinese and Tanzanian Universities[D].上海:华东师范大学,2015.
[13] 刘燕玲,孙莉,沙婷婷.基于CMMI的软件外包管理评估体系[J].计算机应用与软件,2014,31(10):77-81.
[14] 苏小明.卫星开发项目质量管理架构与应用[D].上海:上海交通大学,2013.
[15] 李昂.基于成熟度模糊评价的国家创新生态理论与实证研究[D].安徽:中国科学技术大学,2016.
