沙漠砂制品的制备工艺改进研究
2018-02-18陈延军胡永权任增茂罗天祥陈德琪
陈延军 胡永权 任增茂 罗天祥 陈德琪
(1 甘肃省建材科研设计院,甘肃 兰州 730020;2 甘肃省低能耗建筑技术重点实验室,甘肃 兰州 730020;3 甘肃省建筑材料资源综合利用工程技术中心,甘肃 兰州 730020 )
0 引言
目前,在利用沙漠砂研制功能性砂制品的过程中,由于制品是经常温固化免烧成型而成,其干燥后体积收缩率较小,为便于脱模,所以与其制备工艺相匹配的模具设计是一个难点。然而,沙漠砂制品的整个制作过程涉及材料、工艺、设备等各种因素,尤其是成型模具的设计与制造,由于利用传统的模具设计制造方法开发产品,不仅开发周期长,而且产品试制成本高。针对上述问题,我们以沙漠砂为原料研制具有防渗透气特性的生态种植盆为例,将CAD 与3D 打印技术相结合,探究出一种适用于制备沙漠砂制品的快速成型工艺。
1 模具的制作
1.1 模具原型的制作
在模型的建立中,基于实物测量的产品仿形设计是快速逆向建模的一种重要方法。实验中所涉及的产品模型是通过Auto CAD 软件直接绘制生成的,它为原型的生产过程提供数字信息。目前,用于构建三维实体模型的主流软件,如CAD、UG、Pro/E、3DMAX 等,都提供了一种可以由3D 打印机软件直接识别的“*.stl”数据格式。通过引入3D 打印技术,打破传统模具设计与制造工艺,可提升产品开发的有效性,解决模具加工过程中遇到的一些实际困难。
试验时所选用的3D 打印机为桌面级3D 打印机,打印切片软件为Cura,打印材质为PLA 塑料,这里Cura 的主要作用是将上一步的“*.stl” 数据文件分层切片,根据模型形状生成不同的路径,从而生成整个三维模型可脱机打印的“*.gcode”数据文件。而选用PLA 塑料为3D 打印材质,单从产品的造价成本上讲,PLA 塑料价格比较低,是最符合低成本的耗材使用需求,且拥有良好的抗拉强度及延展度;在精度要求上,受材料本身性质的影响,最高精度略低于其他材料的平均水平,但完全能满足一些创意产品的制作要求。此外,PLA 塑料通过桌面机就可制作,与工业机相比,精密度与大批量生产的差距不大,且能满足产品的总体需求。
在原型制作过程中,根据产品模型的特点、打印材质PLA 的特性以及环境温度的变化,需要合理设定主要工艺参数,需要强调的是,在做切片处理时,最好使用蜂窝状结构作为填充,这是由于蜂窝具有良好的力学性能。通过该软件,可一次性完成轮廓编辑、支撑制作,确定制作大小及方向等,以使随后的模型打印工作能够可靠稳定地进行,防止模型在打印过程中出现翘曲变形。为了使打印后模型的表面质量满足尺寸稳定性和精度要求,该模型需要进行二次处理,包括磨削、修复、抛光和表面强化。对于PLA 塑料作为打印材质,由于PLA 材质的3D 模型较硬,且不耐热,如果对其外表面纹理和支撑进行打磨处理,会致使表面更加粗糙,目前没有较好的处理办法。针对此问题,我们采取的处理是将腻子均匀满刮填平整个外表面,待其干燥后,用400~1200 目的水砂纸打磨。模型的制作流程和经处理后的模型分别如图1和图2所示。
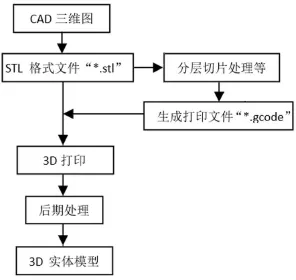
图1 模型的制作流程
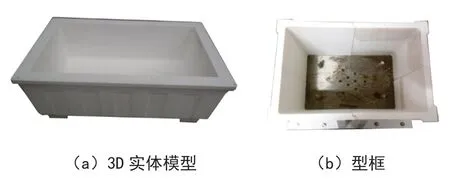
图2 处理后的3D 模型
1.2 石膏模具的制作
目前,制造模具的方法很多,大多利用设计模型间接地转换模具。根据不同的材料,主要有软模具(如硅橡胶、环氧树脂、铝等)和硬模具(如钢等)。前者不受产品形状复杂度的影响,广泛应用于小批量开发和生产新产品;后者可以大规模生产。本试验基于产品在实验室前期试制阶段的成本和周期考虑,我们考虑选用石膏材料开发模具,主要是由于它具有一些其他材料所无法比拟的优势,如本地石膏资源丰富、价格低、制造周期短、成型尺寸稳定性好、精度高等。
石膏模具制作时,试验选用的模具石膏粉产自甘肃景泰,减水剂由兰州宏方新型建材有限公司提供。石膏模具的制作流程如图3所示。此时,需要制作模具型框、精准定位原型,依然选用PLA 材料打印制作型框(如图2(b))。试验时需要注意的是,石膏浆配制过程中,不同产地、不同粒度的石膏与水的比例都不同,经过反复试验得出,按石膏:水=100:60 的比例计量,并掺加一定量的聚羧酸系减水剂。搅拌时采用高速搅拌加真空处理的方法,即电动搅拌器以300r/min 以上的转速搅拌2min,再放入旋片式真空泵腔体进行消泡处理。采用此方法浇注的模具,不仅内外表面致密光滑,外形规整,还可提高模具的强度。干燥时将模具置于40℃左右的烘箱中干燥至模型湿度为6%~8%为宜。
上述试验过程可以看出,石膏模具的最大特点是制作工艺简单、成型快、成本低;但模具型腔表面精度不是很高,强度差,模具易损坏,模具周转次数较少,但在产品开发的实验室阶段,不失为一种简单有效的工艺。

图3 石膏模具制作流程F
2 功能砂制品的制备工艺
沙漠砂制品的制备是以沙漠砂为主要原料,经过常温固化、免烧成型而成。
2.1 原材料
骨料颗粒采用沙漠砂。为了使功能砂制品具有防渗透气的性能,宜选用单级配,不宜使用连续级配(透气性差)。试验时使用振动筛对沙漠砂进行粒度分级处理。
树脂选用价格低廉、粘度低的环氧树脂和改性树脂两种,固化剂选用粘度低、挥发性小、固化速度适中的固化剂。稀释剂为自制。
2.2 制备过程
由于常温下环氧树脂的粘度很高,即使加稀释剂也难以增加流动性可先将树脂在烘箱中预热,使其粘度降低,然后将其与固化剂、稀释剂以一定比例混合,其中,固化剂的掺量可根据试验环境温度进行适当调节。混合乳液再与沙漠砂以一定比例混合搅拌后进行浇注。经常温干燥后的制品脱模后,将印刷设备简单、操作方便,且成本低廉,适应性强的丝网印刷开创性地引入产品的外观图案设计,以增强产品的艺术视觉感,对于这种小批量试制的产品具有一定的优势,尤其适用于带有凹凸面制品的外观设计。通过上述步骤制备的生态种植盆如图4所示。

图4 制备的生态种植盆

图5 脱模失败情形
2.3 试验结果及分析
从CAD 图形到石膏模具再到制品的制备,中间往往经历多道工序,大多时候还集中在对单个工艺环节的精度控制,而对模具制造及制品制备的整体精度缺乏有效的控制手段,特别是对于试验后期阶段利用石膏模具浇注砂制品而言,多由人工操作完成,难免会造成一些缺陷,如图5所示。在整个制备过程中,各个环节的影响因素相互作用,尺寸误差有一定的积累。因此,可以通过分析各个工艺环节精度控制的影响因素,来进一步优化工艺,采取相应的误差补偿措施以提高制作精度。
3 结语
本文将CAD 设计、3D 打印等技术引入石膏模具的设计与制造,突破模具传统制作工艺的约束,实现模具的快速制作,对以后实现低成本、高附加值的沙漠砂制品工业化生产具有指导性作用。但是,由于笔者时间和水平的限制,还有待对本制备工艺在模型尺寸、制品尺寸的精度控制及其它制模工艺等方面做进一步深入研究。
