提高卧式镗床主轴装配精度的措施
2018-02-14郝岩利
郝岩利
(齐齐哈尔工程学院,黑龙江 齐齐哈尔 161000)
卧式镗床的镗孔精度高达IT17,Ra1.6~0.8 为加工元件表面粗糙度值,镗床轴向运动并呈水平布置状态,顺着前立柱运动的主轴箱与导轨运动方向呈垂直状态,工作台横向或纵向运动,实现镗削加工目标,基于卧式镗床经济实用、装备简单,为此常用于生产加工螺纹、端面、外圆、大型箱体等零件加工,同时也用于加工拖拉机、汽车发动机缸体的重要设备之一,其中长孔镗削是加工箱体零件的代表,在金属切削加工中极为常见,该种加工形式对孔系位置、孔自身精度有极高要求,需卧式镗床通过合理设计,保障主轴结构稳定、有效,满足相关元器件加工制造需求。
1 科学控制影响卧式镗床主轴装配精度的要素
为科学控制影响卧式镗床主轴装配精度的要素,需对该主轴结构有所了解,通过观察图1 可知,卧式镗床主轴由前轴承、前齿轮、键、主轴套筒、后齿轮、箱体、后轴承、挡油圈、调整垫、止退垫、圆螺母及镗轴构成,卧式镗床主轴装配精度受各主要件影响,只有各主要件精度高、装配合理,才能保障卧式镗床装配精度得以提高,同时轴承设计、主轴转速、主轴组件平衡性等性能,也是科学控制影响卧式镗床主轴装配精度的要素。
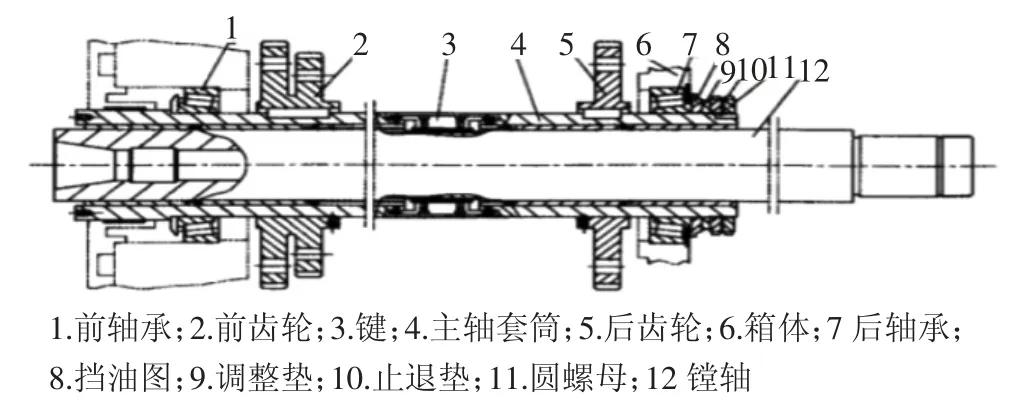
图1 卧式镗床主轴装配图
2 依据卧式镗主轴装配要求提高设备精度
卧式镗床前后轴承采用背对背结构进行安装,为提高其装配精度,需依据其装备需求,通过调整圆螺母、调整垫、止退垫,使主轴预紧力得以优化,并达到锁紧目的,套筒内的卧式镗床主轴通过平键与外部主轴连接,同时能跟随主轴做旋转运动,在传动链作用下套筒内主轴可朝前后方向移动,其中平键联结过盈量需控制在0.02~0.03 mm,镗床主轴与主轴套筒间隙控制在0.01~0.02 mm,以0.025 mm 为标准控制装备后主轴外延端面300 mm 处径向跳动差,近轴端镗床主轴轴孔跳动差应≤0.015 mm,离轴端镗床主轴径向跳动差应≤0.02 mm。
3 分析有效提卧式镗床主轴装配精度的措施
3.1 镗床主轴与其套筒配对加工
在精磨镗床主轴及套筒后,需要依据相关加工需求对套筒进行珩磨,通过精确测量套筒尺寸,检验精磨、珩磨成果,及时对尺寸进行调整,依据调整后的尺寸配磨镗床主轴,使镗床主轴及相关套筒之间的配合间隙控制在0.01~0.02 mm,达到提高卧式镗床主轴装配精度的目的。
3.2 精磨键槽
键槽是一条在孔内或轴上与键相配的槽,针对卧式镗床主轴来讲这条槽在轴上,为此键槽的尺寸需与主轴尺寸相匹配,遵循卧式镗床主轴装配要求,秉持提高主轴运行精度原则,使该环节对称度得到保障。
3.3 配磨平键
以0.02~0.03mm 为标准,控制平键连接,使该环节过盈量科学稳定。
3.4 做好装配调整
待卧式镗床主轴组件精加工后,将该主轴置于测量平台上,在前后轴承处使用V 型铁做好支撑,在测量检棒端部径向跳动值时需做好相关记录,同时做好离轴端300 mm处的径向跳动值及其运动方向的记录工作,在套筒上标记径向跳动最大值及其运动方向。
4 结 语
综上所述,为使卧式镗床主轴装配精度得以提高,技术人员需在总结以往装配经验基础上,通过细致分析卧式镗床主轴装配各个元件对其精度的影响,制定科学合理的装配计划,有效施行装配精度控制措施,提高卧式镗床加工生产综合成效。
