基于PLC的养猪场自动喂料系统设计
2018-01-25史东强
史东强
(金华职业技术学院 信息工程学院,浙江 金华 321000)
我国是一个养猪大国,养猪产业占整个养殖业的很大比重。猪的喂养是生猪养殖场的主要工作,随着猪场养殖规模的扩大,喂食工作越来越繁重。为了适应规模化养猪的需要,机械化与自动化程度对生猪养殖场十分重要。近些年来,我国陆续从国外引进了大量养殖设备。这些设备价格昂贵且不便于操作,也同时存在很多问题,使这些设备后期维护十分麻烦。如饲料饲喂设备,往往采用管道输送方式,干饲料的管道输送系统或湿料的管道输送系统由于存在管道残留饲料变质会使猪生病,同时,也会破坏了既有的猪舍美观。而采用自动拌料塔和自动运料、自动出料车,可以避免残留饲料的问题,还会让自动喂料系统价格更便宜,同时性能更加稳定。
1 自动喂料装置的组成
自动化养猪场设备是由饲料塔、输料线、动力系统、控制系统等组成,启动按钮按下去后,电机带动输料线在管道内运行,输料线围绕圈舍内部各个食槽上方走一个循环,最后回到饲料塔里面,在每个食槽上方的管线里面开一个下料口,当输料线带动饲料塔里面的饲料在管道内运行到下料口的位置,饲料就会顺着下料管道下到食槽里面,在最后一个食槽里面有一个料位传感器,当最后一个食槽下满的时候,料位传感器就会把信息传给控制系统,控制系统会切断电源,动力箱停止工作,输料过程就此完成,此设备在多家大型猪场经过多年的使用,得到了广大用户的认可,不仅节约了大量的劳动力,而且可以使整栋圈舍里面的猪只同时进食。
2 系统电气控制结构
整个自动喂料系统中共用到了4个电动机,其中三个分别是搅拌机驱动装置、小车行走驱动装置和出料轴的驱动装置,还有一个是运料仓的清洗水泵电机,它们都由PLC进行集中控制,如图1所示。
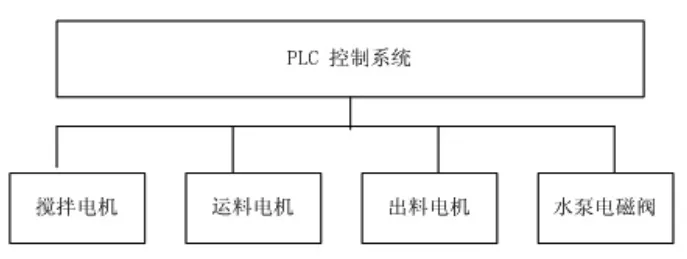
图1 自动喂料系统电气控制结构图
各个控制模块具体如下:①M1为搅拌机的驱动电动机,主功能是搅拌饲料,受定时时间脉冲和小车原点行程开关SQ1控制;②M2为小车运料的驱动电动机,主要功能搬运搅拌好的饲料,受传感器SQ2和行程开关SQ3控制;③M3为小车上出料的驱动电动机,主要功能是将小车上搅拌好的饲料倒入料槽,受传感器 SQ4、SQ5、SQ6、SQ7 控制;④M4 为水泵,小车清洗装置,主要是清洗小车上的杂物;⑤YH为电磁阀,主要是储料塔出料门控制,受定时时间脉冲控制。
3 系统工作流程
自动喂料系统主要由自动搅拌、自动运料、自动出料、自动清洗等工作模块组成,并由这些模块共同合作,完成饲料从搅拌到出料、清洗的整个过程,下面将对各个流程进行具体说明。
(1)自动搅拌流程。自动搅拌主要是根据一定的配比,手动将各类饲料放入搅拌机后,按下启动按钮,搅拌机启动。搅拌仓内开始注入饲料,当所有饲料都进入搅拌仓,搅拌机开始运行,20s后搅拌均匀出料;当出料到达限位,则停止出料,然后循环进行。
(2)自动运料出料流程。以具有两个食槽的系统为例,当饲料小车从加料/充电位置开始前进,当到达槽位1时,饲料小车前进,开始加料操作,当加完用户指定的饲料量后,运料车继续前进,完成后面槽位的加料。当运料车完成所有槽位的加料后,饲料小车运动电机反转,饲料小车前后运行,直到返回到加料/充电位置停下,这样就完成了本次的加料工作。
(3)自动清洗流程。在当天运料完成使用后,运料小车要及时进行清理以确保饲料的安全。为了节省工人的劳动强度,提高系统的使用效率,系统安装了电磁阀来控制喷淋头完成自动清洗。
4 系统程序设计和调试
(1)PLC程序的编写。PLC程序设计主要包括以下5个步骤:①了解控制系统的整体情况,这部分主要是通过了解生产现场的状况、系统设计的技术指标和各操作间的逻辑关系。按功能把整个控制程序划分成多个部分,使设计的程序流程合理、清晰和简洁;②绘制系统程序流程图。结合上面步骤1的内容,绘制出系统程序流程图来清晰表明各动作的顺序和条件;③制定抗干扰措施。根据现场具体工作环境,确定干扰的来源,再对系统硬件和软件制定抗干扰的措施。使用屏蔽信号线、电源隔离和信号滤波等为几种主要的抗干扰措施;④编写程序。将前面步骤的PLC程序流程图用编程语言实现;⑤程序调试。应用于现场控制,调试编写的程序。
(2)系统硬件调试。自动喂料控制系统安装完毕后,首先,将PLC和外部设备的相应控制元件相连,然后将PLC和编程计算机相连,进行试运行,检查气密性和电气性能等,最后,按照饲料小车的操作步骤看小车的运行等是否符合要求。
(3)系统的软件调试。调试的软件是GX Works2,以下为该软件的调试步骤:①打开GX Works2软件,新建一个简单的工程;②单击工具栏上的“模拟开始/停止”按钮,或单击主菜单中“调试”-->“模拟开始/停止”选项;③弹出下面的窗口,等待写入完成后,单击“关闭”按钮;④弹出GX Simulator2窗口,选择“RUN”或“STOP”选项可以启动或停止仿真,在GX Simulator2窗口中选择“RUN”;⑤在主窗口的“操作编辑区”中选择梯形图中软元件“X0”,单击鼠标右键,在右键菜单中选择“调试”-->“当前值更改”;⑥在弹出的“当前值更改”窗口“ON”按钮;⑦运行状态监控,可以看到“操作编辑区”中变化。
刚编好的程序难免有一些缺陷或错误,为了及时发现和消除程序中的错误,减少系统现场调试的工作量,确保系统在各种正常和异常情况时都能做出正确的响应,需要进行离线测试,而不将PLC的输出接到设备上。按照控制要求在指定输入端输入信号,观察输出指示灯的状态,若输出不符合要求,则查找原因,并排除之。
(4)联机调试。联机调试时,把编制好的程序下载到现场的PLC中。调试时,主电路一定要断电,只对控制电路进行联机调试。将所编写的梯形图程序进行编译,通过连接电缆把程序下载到PLC中。通过现场的联机调试,还会发现新的问题或对某些控制功能的改进。
5 结语
系统的各项调试顺利完成,调试结果符合设计方案要求。通过利用PLC的自动化改造,该装置可以顺利完成养猪场自动拌料、自动送料、自动出料及自动清洗过程,实现了整个设计的方案中所有的功能。通过对养猪场喂料送料系统的自动化改造,可以极大地节省人力成本,提高养猪场的运营效率,提高养殖行业的自动化水平,具有很好的市场发展前景。
[1]严盈富.监控组态软件与PLC入门[M].北京:人民邮电出版社,2006.
[2]江秀汉,汤楠.可编程控制器原理及应用(第二版)[M].西安:西安科技大学出社,2003.
[3]张万忠.电器与PLC控制技术[M].北京:化学工业出版社,2003.
[4]王整风.可编程控制器原理与实践教程[M].上海:上海交通大学出版社,2007.
[5]曾庆波.监控组态软件及其应用技术[M].哈尔滨:哈尔滨工业大学出版社,2005.
[6]袁任光.可编程控制器选用手册[M].北京:机械工业出版社,2002.
[7]王永华.现代电气控制及PLC应用技术[M].北京:北京航空航天大学出版社,2003.
