深孔加工精度控制方法
2018-01-25河南中光学集团有限公司南阳473006
■河南中光学集团有限公司 (南阳 473006) 张 勇
我单位近期承接的一种零件,内孔要求较严。工件材料为42CrMo,形状及相关尺寸如图1所示,未注公差按±0.05mm控制。
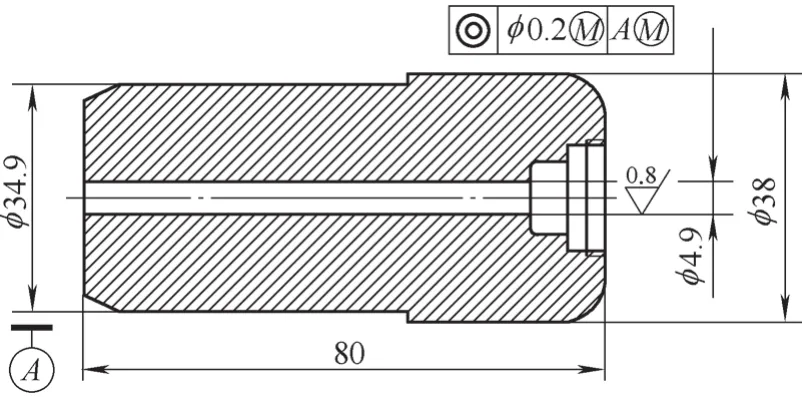
图1
这个零件内孔要求较严主要体现在三个方面:①内孔长径比较大,钻孔时排屑困难。②内孔同轴度公差要求较严。③内孔表面粗糙度要求较高。这个工件是深孔加工难度方面的典型代表,下面从这三个方面逐一分析解决。
1. 钻孔时的排屑问题
钻削过程中的排屑不畅,极易折断钻头,特别是数控钻削过程中,一旦钻头折断,极易造成后续孔加工刀具全部损坏。因此解决排屑问题就显得尤为重要。
为了解决钻小深孔时的排屑问题,我们用宏程序编制了一个通用的钻孔程序解决。其主要思路是,如果钻削的孔比较深,则每次进给更少就要退出钻头排屑。一般来说,孔深大于直径5倍的情况下,每进给一个钻头直径的深度就要进行一次排屑。对于强度高、韧性好的材料,一次排屑的深度应更小。编制宏程序的好处是可以避免程序冗长,通用性好,便于以后调用。
钻孔的主程序如下:
G0 X0 Z0
G65 P9011 Z-50 Q5 R1 F0.1
(Z-所需钻孔深度;Q-每次进给的深度;R-快速进给的安全距离;F-进给速度)
所调用宏程序如下:O9011(DRILL MACRO)N1 #1=0
(钻孔深度赋初值)
N2 #2=0(上次钻孔深度)
N3 #1=#1+#17 (本次钻孔深度)
N4 IF [#1 GT #26] THEN #1= #26(控制当前孔深)
N5 G0 W-[#2-#18] (快速移动到安全位置)
N6 G1 W-[#1-#2+#18] (切削进给到当前孔深)
N7 G0 W#1 (退回至起点位置)
N8 IF [#1 GE #26] GOTO11 (检查孔深是否到达指定深度)
N9 #1= #2 (储存当前孔深)
N10 GOTO3
N11 M99
2. 孔对外圆的同轴度问题
在深孔钻削加工的过程中,由于钻头两条切削刃存在对称误差、锋利程度不一致等,都会造成钻削过程中孔位的漂移。正常情况下100mm漂移数值控制在0.1mm就存在一定的难度。通常要求较严的孔在钻削之后都会进行铰削,铰削可控制孔的直径精度、提高表面质量。但不能修正钻削产生漂移。
为了解决这个问题,我们打破常规思路,认为虽然钻孔时的漂移难以避免,但让外圆来适应内孔还是可以保证同轴度要求的。具体工艺步骤是:
(1)下料,总长留余量2mm。
(2)车左端端面见光,粗车外圆到φ35.5mm。
(3)夹左端粗车过的外圆,精车右端端面,保证总长80±0.05 mm,钻、铰φ4.9±0.05 mm通孔。
(4)去两端孔口毛刺,两顶尖顶φ4.9±0.05 mm孔,精车φ34.9 mm外圆。
(5)再以φ34.9 mm外圆为基准加工其余各尺寸。
这样先把φ4.9±0.05 mm孔加工出来,再以φ4.9±0.05 mm孔为基准加工出其余各尺寸,使φ4.9±0.05 mm孔加工过程中的漂移误差,在后面的加工中得到纠正。
3. 表面粗糙度要求
Ra=0.8μm的表面粗糙度值在切削条件优越的情况下也是不易达到的,在这种极不利的切削条件下更难。如果定制专门的滚压头,成本高、周期长,实现比较困难。比较经济的方法还是用铰刀铰削。
根据经验总结出铰削的特点如下:
(1)底孔留小而且稳定的余量。底孔不能采用钻头一次钻成,一次钻削的尺寸不稳定,应先用较小一点的钻头钻削,再用合适的钻头进行扩孔,底孔余量0.05~0.1mm之间,底孔粗糙度也不能太差,应达到Ra=6.3μm。
(2)铰刀的切削刃要经过研磨,粗糙度Ra=0.4μm以下,在导向刃和切削刃之间推磨过渡圆弧,避免退刀时拉伤零件。
(3)铰削时的切削速度小于20mm/min,进给速度为0.2mm/r为宜;
(4)铰削时加注皂化液,有助于降低表面粗糙度值。
加工出的零件如图2所示。

图2
[1] 杨叔子.机械加工工艺师手册(第二版)[M]. 北京:机械工业出版社,2010.
[2] 上海市金属切削技术协会.金属切削手册(第三版)[M].上海:上海科学技术出版社,2000.
