基于称重法的烟尘浓度在线测量装置实现研究
2018-01-22岂峰利程永强
岂峰利+程永强
摘 要: 为了改善传统基于滤膜称重法烟尘浓度测量装置操作繁琐、测量周期长、噪声大、不易进行实时在线监测的不足,提出一种结合PLC控制模块和改进机械结构的烟尘滤膜自动加载单元,选用高精度电子天平通过串口通信实现了烟尘重量自动测量,使用WinCC组态软件完成了机柜触摸屏的人机交互界面。该装置通过在太原大唐第二热电厂进行测试,并将测得的烟尘浓度进行了误差分析,结果表明该装置能够满足环保部关于烟尘浓度监测标准的要求。
关键词: 烟尘浓度; 在线监测; 称重法; PLC; 机械手; WinCC
中图分类号: TN949.6+5?34; TP271 文献标识码: A 文章编号: 1004?373X(2018)02?0048?05
Abstract: To resolve the problems of complicated procedure, long measurement period, loud noise and poor online real?time monitoring capability of the traditional smoke dust concentration measurement device based on membrane weighing method, an automatic smoke dust membrane loading unit combined with the PLC control module and the improved mechanical structure is proposed. The high?precision electronic balance is selected to achieve automatic smoke dust weight measurement by means of serial port communication. The WinCC configuration software is used to achieve the human?machine interaction interface on the touch screen of the cabinet. The device was tested in the Datang Taiyuan Second Thermal Power Plant and error analysis was performed for the tested smoke dust concentration. The results show that the device can meet the requirement of the smoke dust concentration monitoring standard issued by Ministry of Environmental Protection.
Keywords: smoke dust concentration; online monitoring; weighing method; PLC; robot hand; WinCC
0 引 言
随着经济的快速发展,日常生活生产中产生的大量烟尘会排放到大气中,特别是各大热电厂、石油化工厂和金属冶炼厂排放的烟尘、交通工具排放的废气等对大气的污染更为严重,烟尘污染成为造成大气污染的主要来源。因此,对排放烟尘的浓度进行准确测量并对高浓度烟尘采取有效的治理措施,对于解决我国现阶段大气污染问题至关重要[1?2]。
为了有效监测烟尘排放浓度,防止大气污染,烟尘连续排放监测系统(CEMS)得到了广泛的应用[3],可同时对排放烟气中的烟尘浓度、温度、压力和流速等进行在线监测。烟尘浓度的测量技术主要有光衰减法、压电晶体差频法等[4?5],但这些方法都存在一定的不足:光衰减法不适用于测量烟尘浓度过低的情况,压电晶体差频法需要在每次测量完之后对仪器进行清理。根据环保部门下发的《固体污染源废气低浓度颗粒物测定重量法》(GB/T16157—1996)和《固定污染源烟气排放连续监测系统技术要求及检测方法》(HJ/T76—2007)标准要求[6?7],我国现阶段以重量法测定烟尘浓度为主。滤膜称重法[8]作为重量法的一种,是将烟道中的气体进行采样,然后使用玻璃纤维滤膜,将烟尘被过滤到滤膜上,再将滤膜放在烘干台上进行反复烘干直到恒重。通过采样前后的滤膜重量之差得到所采集烟尘的重量,再运用烟尘的重量和烟道气体体积计算得到烟尘的浓度。
传统滤膜称重法虽不受烟尘中颗粒物物理性质的影响,可以得到较准确的测量值,但操作比较繁琐,测量干扰严重,不易进行实时在线监测[9]。基于此,本文研发了一种新的基于称重法的烟尘浓度在线测量装置,并将其运用于热电厂烟尘浓度监测,首先设计实现了烟尘滤膜自动加载单元,通过机械装置和PLC控制模块简化了测量过程,缩短了测量周期;然后选用高精度电子天平通过串口通信实现了烟尘重量自动测量,减少了噪声干扰;最后使用WinCC组态软件完成了机柜触摸屏的人机交互界面,方便操作及数据查看和保存。本装置已在太原大唐第二热电厂进行测试应用,并将测得的烟尘浓度进行了误差分析,结果表明该装置能够满足环保部关于烟尘浓度监测标准的要求。
1 基于称重法的CEMS结构组成及工作原理
基于稱重法的烟尘连续排放监测系统CEMS的结构组成如图1所示,主要包括烟道内采样系统、在线烟尘监测系统、数据传输和处理显示系统。
CEMS的工作原理及流程为:先将烟尘采样枪置于烟道内,采样嘴正对气流方向;在每次采样之前,先利用反吹泵反吹一段时间,防止采样嘴被烟道中的颗粒物堵塞;然后吸气泵进行等速采样,抽取一定带有烟尘的烟气,抽取烟气中的固体颗粒物并过滤到滤膜上,根据滤膜过滤前后的重量差得到烟尘的重量;最后根据流量计测得采样烟气的体积进而得到所测烟尘的浓度。由于烟道中的烟气含有水蒸气等杂质,会影响气体流量的测定,所以需先通过汽、水分离装置(图1中间部分),将烟道中的气体除去水蒸气等杂质,然后再对烟气的流量进行测量。endprint
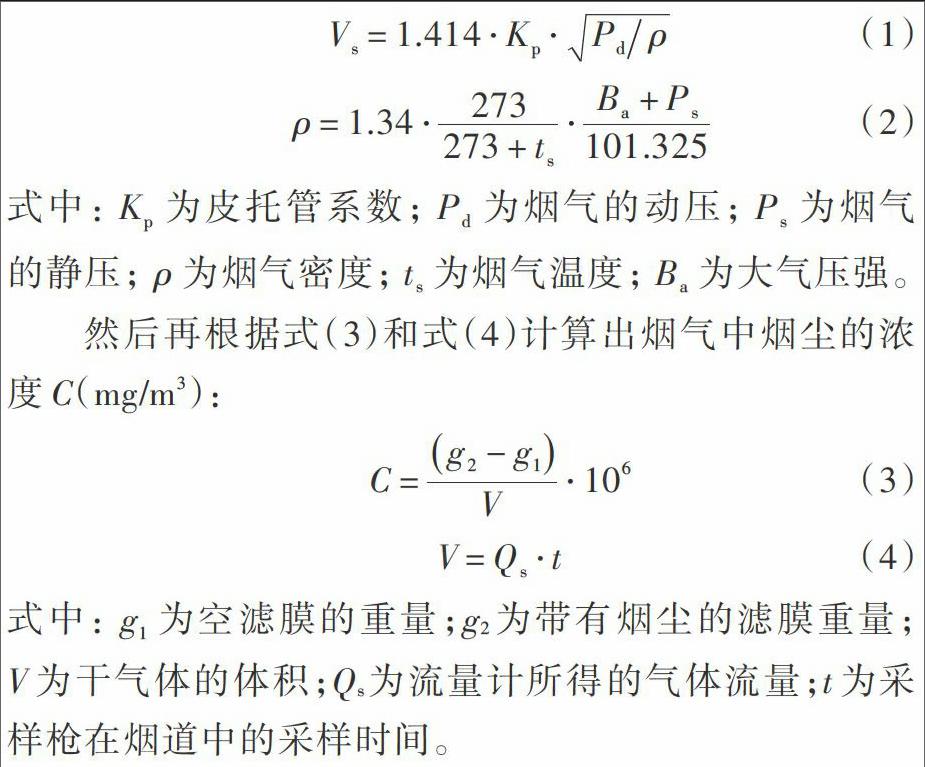
采样装置前端装有温度变送器和压力变送器,其中温度变送器可测得烟道中的实时温度,压力变送器中的皮托管用于测得烟道中烟气的动压和静压,用动压与静压相减得到烟道中烟气的差压值ΔP。差压值与烟气的流速有关系,当ΔP越大时流速也越大,当流速为0时,ΔP也为0。根据式(1)和式(2)可以算出烟道中气体的流速Vs(m/s),测得流速大小后可使用PLC的PID模块对采样的吸气泵进行实时调节[10],从而实现等速采样。
式中:为皮托管系数;为烟气的动压;为烟气的静压;为烟气密度;为烟气温度;为大气压强。
然后再根据式(3)和式(4)计算出烟气中烟尘的浓度C(mg/m3):
式中:为空滤膜的重量;g2为带有烟尘的滤膜重量;V为干气体的体积;Qs为流量计所得的气体流量;t为采样枪在烟道中的采样时间。
传统称重法测量烟尘浓度的装置往往存在操作繁琐,测量干扰大,不能进行在线监测等不足,本文通过对烟尘滤膜自动加载单元的机械结构及电气控制部分进行改进设计,将耗时繁琐的称重过程使用PLC进行自动控制,并使用WinCC组态软件在机柜的触摸屏上实现了人机交互界面,从而方便烟尘监控人员操作。
2 烟尘浓度在线测量装置改进设计
2.1 PLC控制称重系统设计
2.1.1 硬件设计
稱重系统是整套装置的核心之一,称重系统的稳定性直接影响到烟尘浓度测量的准确度。称重系统设计为七个位置,如图2所示,通过一个简易机械手吸取滤膜在七个位置之间进行循环执行,其中1号位和2号位处于称重系统的同一个位置。在2号位处,滤膜桶内一共装有一定量滤膜,放置方式是将滤膜和隔纸交替放置,且最上面放置滤膜。每当机械手前端的装置将滤膜吸走时,桶内的弹簧就向上弹起,在滤膜桶外面的4个角上各有4个挡片,由于滤膜纸是圆形的,而隔纸是方形的,这样可以防止在吸取滤膜时将滤膜下面的隔纸一同吸走。
烟尘监测系统启动后,按下开始按钮,需先让机械手调整到起始位置。首先让机械手逆时针旋转寻找起始位置1号接近开关,若在逆时针旋转过程中到达6号位置接近开关,说明机械手需要顺时针旋转寻找起始位置,以避免使机械手上面的接线缠绕。机械手到达起始位置后,要对各个位置上的残留滤膜进行检测,并把残留滤膜吸到7号位置处扔掉,最后机械手再回到起始位置。
机械手到达起始位置时,PLC开始控制机械手前端的电磁铁和小型吸气泵开始工作,吸取2号滤膜桶中的滤膜顺时针旋转45°到3号烘干位置,烘干完成后机械手吸取滤膜继续顺时针旋转135°到5号电子天平处,对烘干后的滤膜进行称重。称重完成后机械手吸取滤膜逆时针旋转90°到4号位置,到达4号位置时PLC控制小型吸气泵停止工作,将滤膜放置在采样桶上。放置后机械手逆时针旋转90°回到2号位置。在2号位置处吸取滤膜的隔纸,然后逆时针旋转60°到7号位置将隔纸扔掉。采样桶采用上下开合的形式,采样桶的上盖固定在电动推杆上,PLC控制电动推杆的推拉,从而控制采样桶的开合。为了避免机械手影响采样桶的闭合,当机械手扔掉滤膜的隔纸后,就顺时针旋转到2号位置。等待采样枪抽取烟道内的烟气的时间完成,电动推杆向上收缩,打开采样桶,机械手顺时针旋转90°到4号位置处,然后吸取滤膜顺时针旋转90°到电子天平处,对有烟尘的滤膜进行称重。为了提高对滤膜的利用率,可以对采样后的滤膜重复使用。称重完以后机械手继续吸取滤膜旋转逆时针旋转90°到4号位置继续使用。使用到一定次数时,机械手从5号位置吸取滤膜逆时针旋转240°到7号位置,将废弃的滤膜扔掉。然后顺时针旋转60°重新回到2号位置,重复上述过程。如果机械手在除了调整初始状态之外的其他旋转过程中旋转到了6号位置处,说明机械手的旋转出现了故障,那么就需要重新调整初始状态,让机械手重新工作。
2.1.2 硬件选型
在烟尘称重装置中,机械手包括机械臂、电磁铁、小型真空吸气泵、步进电机、真空吸盘等部分,机械臂在各位置之间运行是通过可编程逻辑控制器PLC控制的。本文所使用的PLC是德国西门子公司S7?200 CPU224,其有24个I/O点,14个输入点,10个输出点,可以连接7个功能扩展模块,并且具有6个高速脉冲计数器和2个独立的高速脉冲输出点,具有较强的控制能力,本系统中PLC的I/O分配如表1所示。
本系统中机械手旋转控制选用行星减速步进电机,具体使用诺力电器有限公司的二相混合式的驱动器,型号为NL?BJH?01,其最高定位精度可达到3 200步/转,运行时电流设为3.08 A,微步细分设定为1 600 步/s,可以精确地实现机械手的定位。在滤膜吸取过程中,采用直流24 V,行程为0~15 mm电磁铁和直流24 V小型真空吸气泵,并通过PLC进行控制。
电子天平是称重装置的关键元件,本装置选用梅特勒?托利多TLE104E型电子天平,该天平精确到微克级别,可以准确地称量出烟气中烟尘的重量。该天平具有RS 232的通信接口,由于S7?200系列PLC的通信口是RS 485,所以通过RS 232转RS 485线实现PLC与电子天平之间的数据通信。
滤膜的选择对快速准确的烟尘采集至关重要,本系统的滤膜采用90 mm的圆形超细玻璃纤维滤膜,滤膜的进风面用较粗糙的纤维,出风面用较细的纤维,以便有效拦截烟尘颗粒,在筛选滤膜时标准重量应为0.3~0.35 g之间,并将不在这个范围内的滤膜剔除掉。重量太轻的滤膜过薄,强度会降低,易破裂;太重会使滤膜阻力过大,降低对烟尘的捕获率[11]。
2.2 软件设计
2.2.1 功能分析
为了满足实际应用的功能需求,并符合国家环保部分相关标准,本文中CEMS的功能划分如下:
1) PLC精确控制步进电机带动机械臂旋转,实现机械臂在称重系统中各个位置的精确定位;endprint
2) 电子天平的RS 232的通信接口与PLC的RS 485接口进行通信,实现PLC对电子天平的控制;
3) 利用PLC控制实现机械臂上电磁铁和小型吸气泵的控制,并使其配合完成了对滤膜的吸取;
4) 利用PLC控制加热板、采样桶等元件,完成对滤膜的烘干和烟尘的捕获等功能;
5) 利用WinCC组态软件绘制人机交互界面,并将烟道内温度,烟气流速、烟尘重量以及烟尘浓度等重要数据在监控终端界面上显示。
2.2.2 运行流程
根据上述功能分析,本文中CEMS的执行过程划分为5个状态:启动状态、初始状态、运行状态、故障状态和停止状态,其中,运行状态又分为机械旋转状态、吸取滤膜状态、烘干等待状态、采样等待状态和称重等待状态。各状态间转换所需的条件变量保存在PLC的M存储区中,如表2所示。
图3为状态间的转换流程图,当按下启动按钮时,系统采样部分进行采样枪反吹、测量现场温度、皮托管差压和等速采样等步骤。采样完成后,系统的称重部分开始工作,首先进入启动状态将称重过程中所用的标志位和存储区进行清零,然后对称重系统初始状态调整。这些初始工作完成后,称重系统开始运行,执行烟尘浓度测量过程。如果在运行过程中按下了停止按钮,称重过程立即停止;如果运行过程中出现了故障,如滤膜吸取失败或者步进电机的控制失控等,也需要将称重过程停止,并进行故障处理。
本文CEMS系統运行过程中,通过WinCC动态监视现场设备的运行状况及相应的运行参数,更改和设置系统运行时的数据。当一次烟尘采样称重完成后,运用PLC控制电子天平与控制终端进行通信,实现了对烟尘浓度监测的组态,如图4所示,分别显示了烟道温度、烟气流速、差压、采样体积、烟尘重量及烟尘浓度等监测数据,当烟尘浓度得到系统设置的阈值时,将发出报警信息。
3 现场测试及误差分析
本文研发的在线烟尘浓度监测系统已在太原大唐第二热电厂进行测试应用,其监测的部分烟尘浓度数据对比如图5所示。
由对比结果可以看出所测得浓度与现场实际浓度相比略有偏高,其原因分析如下:
1) 采样时间偏长,滤膜上积尘较多,通过后续实验对采样时间进行标定,以确保测量的准确;
2) 滤膜吸湿特性的影响,玻璃纤维滤膜具有吸湿的特性,当将滤膜放在天平托盘上称重时,滤膜的湿度较空气的湿度小,所以产生了吸湿现象,呈增重趋势;
3) 采样枪上皮托管制作的尺寸不规范、采样嘴使用时间太久后发生变形等造成皮托管系数偏差。
对于第一个和第三个原因导致的误差可以通过选择适当的采样时间和定期更换规范的皮托管来解决。对于滤膜的吸湿问题来说,在室内可以通过反复对滤膜进行烘干,然后在干燥器中冷却至室温后,进行称重,但是这个过程需要较长时间,而且对于采样现场具体的情况来讲,不易控制,因此对于这个因素的影响还需继续深入研究解决。
4 结 语
烟尘连续排放监测系统对于热电厂等废气排放企业的环保工作具有重要意义,针对当前基于称重法烟尘测量系统的不足,本文设计实现了基于PLC控制的烟尘滤膜自动加载单元,简化了测量过程,缩短了测量周期;并选用高精度电子天平通过串口通信实现了烟尘重量自动测量,提高了测量准确性;结合WinCC组态软件完成了机柜触摸屏的人机交互界面,方便操作及数据查看和保存。本装置已在太原大唐第二热电厂进行测试应用,并将测得的烟尘浓度进行了误差分析,结果表明该装置能够满足环保部关于烟尘浓度监测标准的要求。
参考文献
[1] 赵亚洲.基于后向Mie散射的烟尘浓度测量方法研究[D].杭州:浙江大学,2010.
ZHAO Yazhou. Study of measurement on dirty concentration based on Mie scattering theory [D]. Hangzhou: Zhejiang University, 2010.
[2] 刘海燕,李小明.一种浓度可控雾霾环境仿真系统设计与实现[J].现代电子技术,2014,37(18):133?136.
LIU Haiyan, LI Xiaoming. Design and realization of haze environment simulation system with concentration control capacity [J]. Modern electronics technique, 2014, 37(18): 133?136.
[3] BONAVITA N, CIARLO G. Inferential sensors for emission monitoring: an industrial perspective [J]. Frontiers in environmental engineering, 2014(3): 21?28.
[4] 顾芳.单粒子光散射法测量悬浮颗粒物质量浓度的理论模型及应用[D].南京:南京理工大学,2008.
GU F. The theoretical model and application for aerosol mass concentration by the single particle scattering method [D]. Nanjing: Nanjing University of Science and Technology, 2008.
[5] 吴玉渠.基于光散射的烟尘浓度检测装置及实验研究[D].哈尔滨:哈尔滨理工大学,2013.
WU Yuqu. Study on experiment and dirty concentration detection device based on light scattering theory [D]. Harbin: Harbin University of Science and Technology, 2013.endprint
[6] 中国预防医学科学院环境卫生,卫生工程研究院.固定污染源排气中颗粒物测定与气态污染物采样方法:GB/T16157—1996[S].北京:中国环境出版社,1996.
Institute of Environmental Hygiene and Health Engineering, Chinese Academy of Preventive Medicine. Determination of particulates and sampling methods of gaseous pollutants emitted from exhaust of stationary source: GB/T16157—1996 [S]. Beijing: China Environmental Press, 1996.
[7] 中國环境监测总站,上海市环境监测中心,国家环保总局信息中心.固定污染源烟气排放连续监测系统技术要求及检测方法:HJ/T76—2007[S].北京:中国环境出版社,2007.
National Environment Monitoring Station of China. Specifications and test procedures for continuous emission monitoring systems of flue gas emitted from stationary sources : HJ/T76—2007 [S]. Beijing: China Environmental Press, 2007.
[8] 冯健儿,韩鹏.基于滤膜称重法的大气颗粒物自动监测仪[J].计算机与现代化,2013(7):94?97.
FENG Jianer, HAN Peng. Automatic monitor of atmospheric particulate matter based on membrane weighing method [J]. Computer & modernization, 2013(7): 94?97.
[9] 吕霞付,杨惠中,陈刚,等.工业烟气连续排放监测系统[J].仪器仪表学报,2004,25(z1):435?437.
L? Xiafu, YANG Huizhong, CHEN Gang, et al. Continuous emission monitoring system for industrial smoke [J]. Chinese journal of scientific instrument, 2004, 25(z1): 435?437.
[10] 孙立辉,陈伟.基于单片机和PLC控制的铁轨喷油监控系统[J].现代电子技术,2016,39(10):76?79.
SUN Lihui, CHEN Wei. Design of rail oil injection monitoring system based on SCM and PLC [J]. Modern electronics technique, 2016, 39(10): 76?79.
[11] 楼成林,周勤,方爱红.滤膜法测定悬浮物的影响因素[J].环境研究与监测,2008(3):24.
LOU Chenglin, ZHOU Qin, FANG Aihong. The influencing factors of suspended solids measurement based on membrane weighing method [J]. Environmental research and monitoring, 2008(3): 24.endprint
