一种重型U型钢板桩冷弯-加热循环工艺创新设计研究
2018-01-18王学钢韩亚飞
潘 露,王学钢,韩亚飞,朱 叶
(1.安徽机电职业技术学院 机械系,芜湖 241000;2.太原华冶设备研究所,太原 030002)
0 引言
钢板桩是一种边缘带有锁口爪部,且锁口爪部相互组合联接形成一种连续紧密的直接打入土中的用于挡土或者挡水的新型环保型钢。钢板桩主要通过冷弯及热轧成形,冷弯成形主要用于生产厚度较薄的轻型钢板桩,目前厚度6mm以上重型U型钢板桩主要采用热轧法生产,但是热轧生产重型钢板桩投资大、生产周期长,因此热轧重型钢板桩生产成本高,近年来,国内出现了使用冷加工焊接与结合的方法生产复杂钢板桩的新工艺[1,2]。
本文根据某公司9mm重型U型钢板桩工艺要求,采用冷弯工艺+间歇局部加热的工艺代替传统热轧工艺,制定了完整的冷弯工艺方案,并应用于某钢板桩生产线。
1 重型U形钢板桩冷弯成形工艺设计
图1所示为某公司9mm重型U型钢板桩成品外形。根据弯曲工艺要求将成品分为A、B、C、D、E、F、G共11个弯曲部位,其中爪部E/G为锁扣弯曲部位,锁扣联接如图2所示。
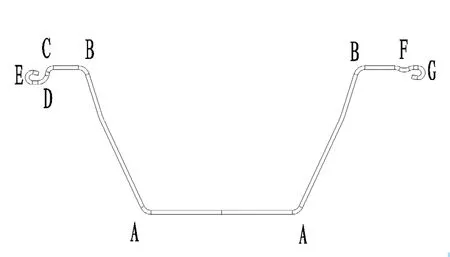
图1 9mm重型钢板桩成品示意图
1.1 冷弯方案设计
本项目冷弯-加热循环工艺路线为:
钢卷准备——开卷——矫直——剪切——冷弯(间歇局部加热)——矫直——收集冷却—打捆入库。
1.2 冷弯-加热循环方案设计
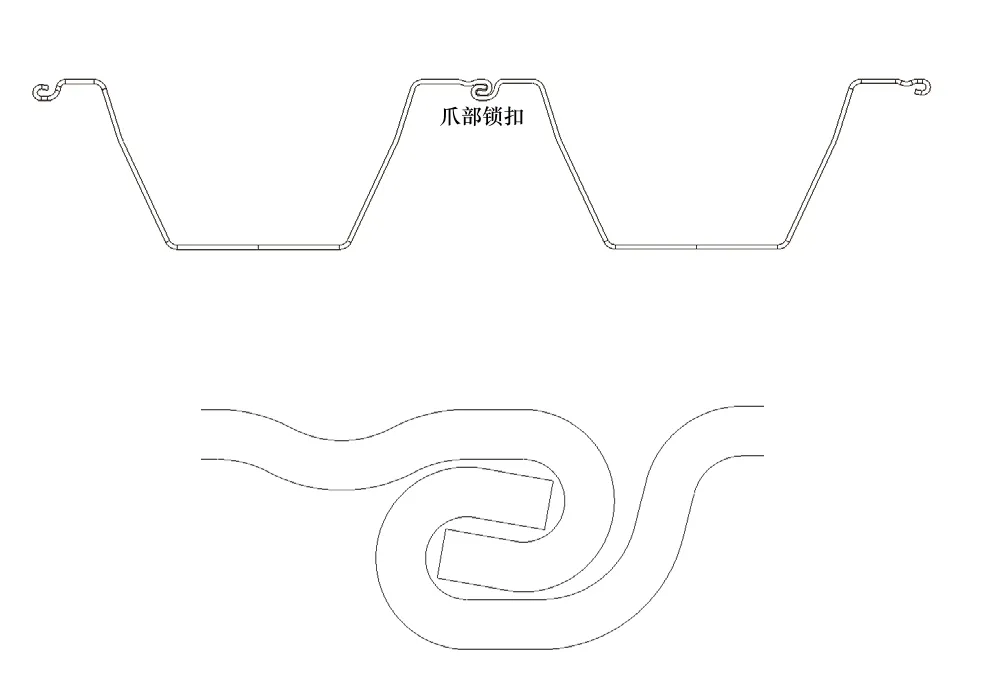
图2 钢板桩锁扣连接形式示意图
先以C形成形方式弯曲锁扣爪部C、D、E、F、G部位,将锁扣爪部弯曲完成后,再以帽形成形方式成形弯曲腹板A、B部位,并且在中间道次进行局部循环加热,图3所示为此冷弯工艺的辊花图。

图3 辊花图
1.3 冷弯-加热循环工艺参数
冷弯工艺参数主要包括弯曲道次、弯曲角度、反弯角度等[3,4]。本文所涉及9mm重型钢板桩成形道次为13,其中爪部弯曲为6道次,腹板弯曲为7道次,弯曲过程中中间道次局部加热,如表1所示。

表1 C形成形与帽形成形道次数
1.4 冷弯-加热循环工艺图
根据冷弯参数及弯曲角度分配表,本文设计出了9mm重型钢板桩冷弯-加热循环工艺图,如图4所示。
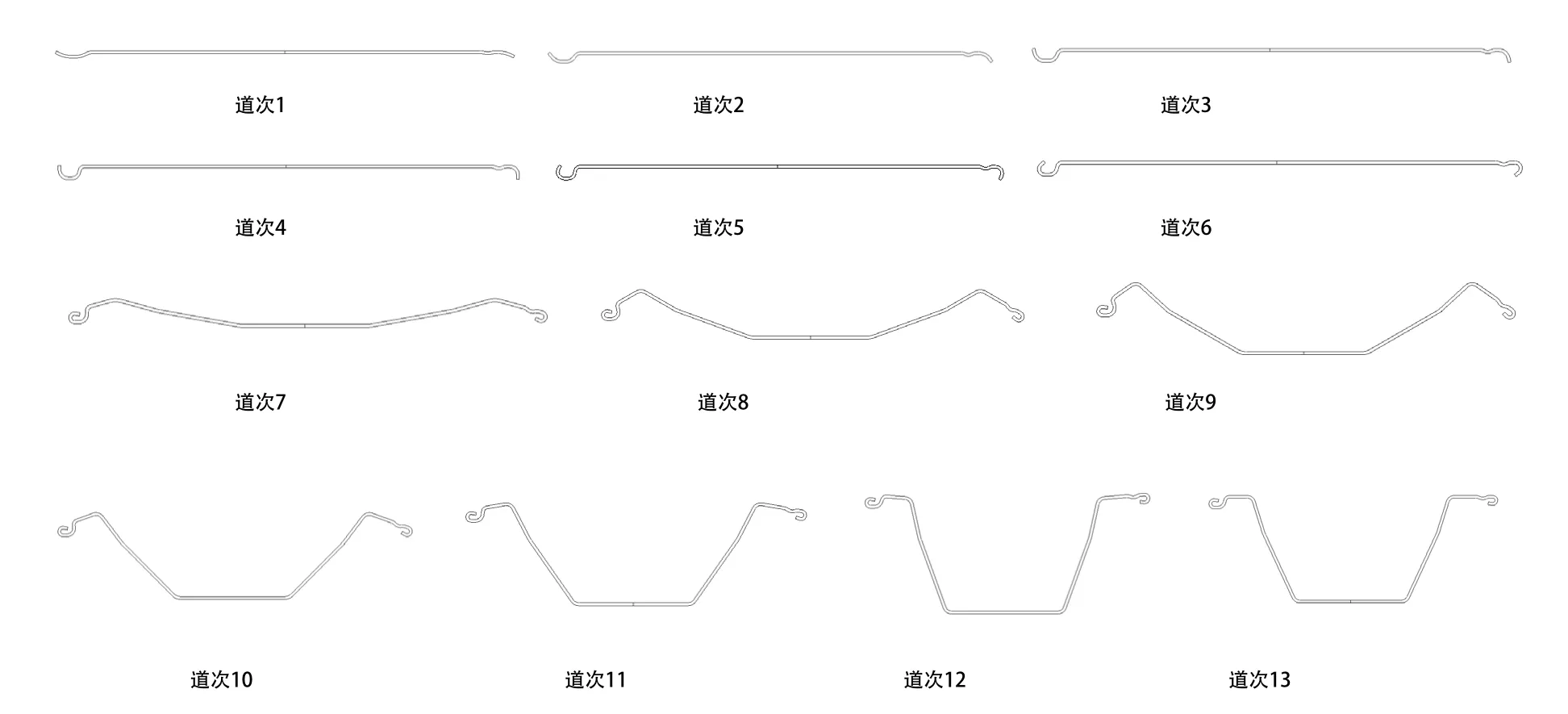
图4 冷弯工艺图
2 锁扣位置的成形研究
考虑到钢板桩在实际使用过程中通过锁扣接头部位实现连接,如图5所示,因此锁扣接头部位(如图1所示,左爪部C、D、E和右爪部F、G)为关键部位,本次有限元模拟重点研究锁扣位置的成形[5]。图6所示为锁扣部位弯曲辊花图。

图5 钢板桩护墙图样
图7所示为前6道次(即完成锁口弯曲部位C、D、E成形道次)成形过程,考虑到轧辊为刚性,有限元模拟过程将轧辊简化为刚性片状轧辊,且将机架间距离缩短以缩短计算时间。

图6 爪部锁扣部位辊花图

图7 锁口位置D的变形模拟结果
由图7可知,本工艺方案下所获得的重型U型钢板桩锁扣部位成形弯曲角度与设计相符,考虑到实际冷弯过程中间道次局部加热提高塑性,实际冷弯锁扣部位成形效果满足厂家要求。
3 实验验证

图8 某公司重型钢板桩生产线
根据本文设计设计钢板桩冷弯成形工艺,应用于某公司钢板桩生产线,如图8所示。图9所示为9mm重型钢板桩成品,由图9可知,成品锁扣处尺寸(弯曲爪部D位置)较好,锁扣质量高。

图9 重型U型钢板桩成品图
4 结论
本文采用传统冷弯+间歇循环局部加热工艺,制定了9mm重型U型钢板桩冷弯-加热循环工艺方案,并借助于有限元验证了此工艺方案的可行性,重点研究了钢板桩关键锁扣部位的成形。将此工艺方案应用于某公司试验生产线,获得了满足成品要求的9mm重型U型钢板桩成品。
[1]王先进,涂厚道.冷弯型钢生产及应用[M].北京:冶金工业出版社,1994.
[2]武晓飞.U型钢板桩孔型优化设计及实验模拟[D].燕山大学,2012.
[3]朱叶.钢板桩辊弯成形的数值模拟及工艺参数研究[D].太原科技大学,2012.
[4]马立东.辊弯成形过程数值模拟及网络化研究[D].燕山大学,2009.
[5]刘继英.冷弯成形技术[M].北京:化学工业出版社,2008.
[6]刘江林,杨晓明,文建峰.有限元在冷弯型钢中的应用[J].精密成形工程,2011:3(2):59-60.
