静止自并励式发电机碳刷易损坏故障分析与处理
2018-01-15陈何
陈 何
0 引言
我公司#2发电机组由哈尔滨电机股份有限责任公司生产制造,原刷握4×(25×32)所安装的碳刷使用更换频率过高,碳刷使用量大,平均每年消耗碳刷350个左右,维护及更换碳刷工作频繁。除浪费大量人力物力之外,还严重影响发电机组的正常运行,有必要认真考察分析故障部位的具体运行情况,最后提出切合实际的解决方案。
1 设备现状
我公司一期火电机组2×300 MW,QFSN-300-2型汽轮发电机是哈尔滨电机有限责任公司早期生产的300 MW水氢氢冷汽轮机发电机,采用静止自并励励磁方式。每个集电环圆周分布10套刷握,1台机组共有20套刷握,每套刷握内有4个规格为25 mm×32 mm×100 mm的碳刷,也就共有80个碳刷。由于碳刷损坏使机组运行中经常需要更换碳刷,浪费了大量的人力物力,严重时还影响发电机组的正常生产。
2 故障原因分析
考察滑环运行情况,发现打火现象比较严重,温度偏高,达120℃以上。
我厂#1、#2发电机刷握为哈尔滨电机早期产品,经检查分析发现该发电机刷握有如下问题:
(1)碳刷在刷握内的有效行程小,恒压簧、螺丝及刷握固定支架容易松动,刷握与刷架装配间隙大,刷握固定不牢靠,运行中容易发生震动,甚至磨损集电环;另外,刷握恒压簧为铆接安装形式,造成更换碳刷困难。
(2)刷握上固定碳刷的耙子设计不合理,更换碳刷时十分不便。刷握从刷架上拔出后,碳刷在刷握上不能可靠固定,碳刷散落出来,安装时需用手提住四个碳刷的刷辫回装,由于回装时刷辫带电,如不注意易出现人身触电及励磁回路接地等问题。
(3)刷握配套的勾板及压板厚度较薄,更换碳刷过程中容易出现勾板压板变形问题。勾板变形后会导致刷握无法安装到刷架上,机组运行时由于勾板距离滑环较近无法处理,需停机后才能处理,如出现多个勾板变形将影响机组安全稳定运行。
3 故障处理方案
3.1 改用新型的组合式刷握
根据上述分析结果,计划改用阜新北方刷握制造厂生产的双锥角锁紧式组合刷握,该刷握采用6 mm厚的均匀镀银铜底板和勾板,铜材质M8×25的固定螺栓,恒压簧的安装形式为可拆式安装[1]。
3.2 刷握具体更换工艺路线
(1)拆卸#2发电机励磁小室、原刷握、原刷握支架,拆卸下来的零部件归类放置好;
(2)拆除原刷握底板、勾板,整体刷握支架打磨清灰;
(3)换上6 mm厚的均匀镀银铜底板、勾板,铜材质M8×25的固定螺栓,恒压簧的安装形式改为可拆式安装,便于更换弹簧,刷握恒压簧压力调整为1.25 kg/cm2;
(4)按照拆卸相反的顺序重新装配:1)安装4×(25.4 mm×38.1 mm)整体式刷握,校正刷握方向,使各刷握方向与滑环表面垂直,刷盒底平面与滑环表面的距离在3 mm~5 mm之间;2)启动发电机盘车电机,检测并调整新更换刷握与滑环表面间隙;
(5)新刷握安装更换完成,可以投入正常运行:新刷握投入使用后10天,每天至少2次检查碳刷与滑环接触面是否存在打火现象,测量碳刷电流,发现电流异常的应及时处理,测量碳刷、碳刷与滑环接触面温度并作记录。
3.3 新刷握的技术特点
(1)该刷握采用插拔式刷盒:规格为4 mm×25.4 mm×38.1 mm双锥角锁紧式组合刷握。其包括刷盒、手柄、刷握安装护板,其特点是刷握底座上设有一个水平锥度燕尾槽,双锥角插头上设有一个水平锥度燕尾凸台,水平锥度燕尾槽的水平锥度和燕尾与水平锥度燕尾凸台的水平锥度和燕尾相吻合,双锥角插头的水平锥度燕尾凸台插装刷握底座的水平锥度燕尾槽中。
(2)该刷握的新型技术提供了一种结构简单,能够增大导电接触面,提高安全和稳定性的双锥角锁紧式组合刷握。
(3)双锥角锁紧式组合刷握改变了老式刷握的不足,增大了导电接触面,提高了刷握工作的稳定性,减少了底座的辅助配件,提高了刷握工作的安全性,刷盒同刷握底座机械配合稳定,使刷握在机组上运行起来更平稳,励磁系统电流输出更加稳定均衡,同时也提高了刷握的使用寿命。
(4)刷握内外金属表面光滑均匀镀银;刷盒内粗糙度不低于Ra3.2,刷盒壁厚均匀且≥4 mm;
(5)弹簧在140℃温度下正常工作;弹簧在恒力区内,弹力衰减不得超过2%.
(6)恒压弹簧使碳刷始终保持压力在1.4~1.5 kg范围内,恒压簧压力为1.25 kg/cm2.
(7)改造后的碳刷引线在碳刷的中间,使得碳刷在刷盒内运动过程中不受阻、卡涩,且碳刷能够达到最理想的使用长度。
3.4 改造效果
查阅ERP物质领料记录#2机组自2012年5月至2013年5月,一年内碳刷NCC634 25 mm×32 mm×100 mm领用数量为200个,每年比改造前350个节省碳刷数量150个,节省率约为43%.NCC634 25 mm×32 mm×100 mm的价格为每个230元,NCC634 25.4 mm×38.1 mm×100 mm的价格为每个247元,每年节省碳刷费用约37 050元,一台机刷握改造费用为120 000元,4年左右可回收改造成本。如果把节省的人工计算在内,则节省的量还要大。
4 改造前后技术参数比较
反映发电机碳刷改造后的效果主要从发电机在相同条件下滑环温度、碳刷温度、碳刷电流来进行比较。
4.1 #2发电机滑环、碳刷温度比较
#2发电机改造前后滑环、碳刷温度的比较详见表1.
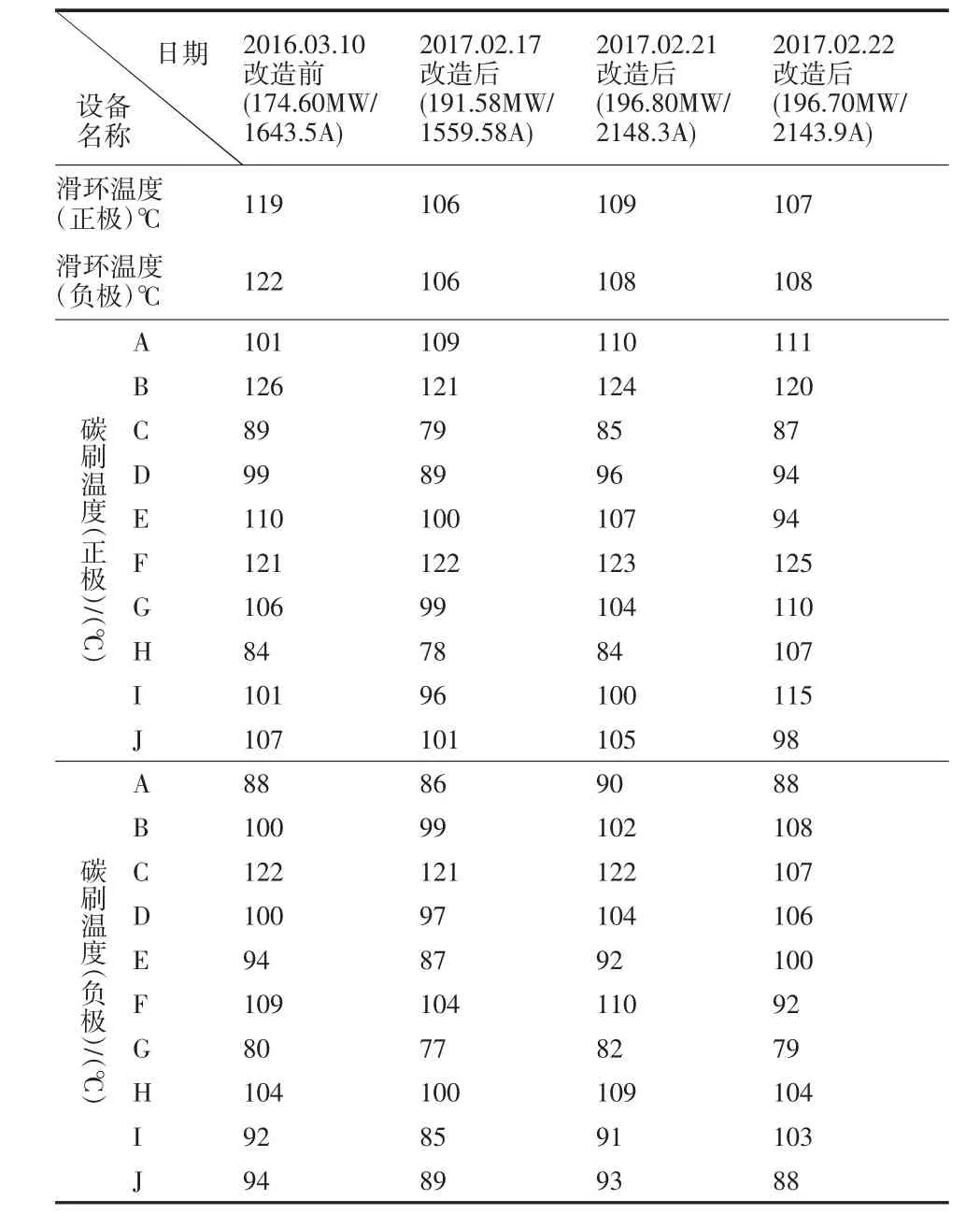
表1 改造前后滑环、碳刷温度的比较
4.2 #2发电机碳刷电流比较
#2发电机改造前后滑环、碳刷电流的比较详见表2.
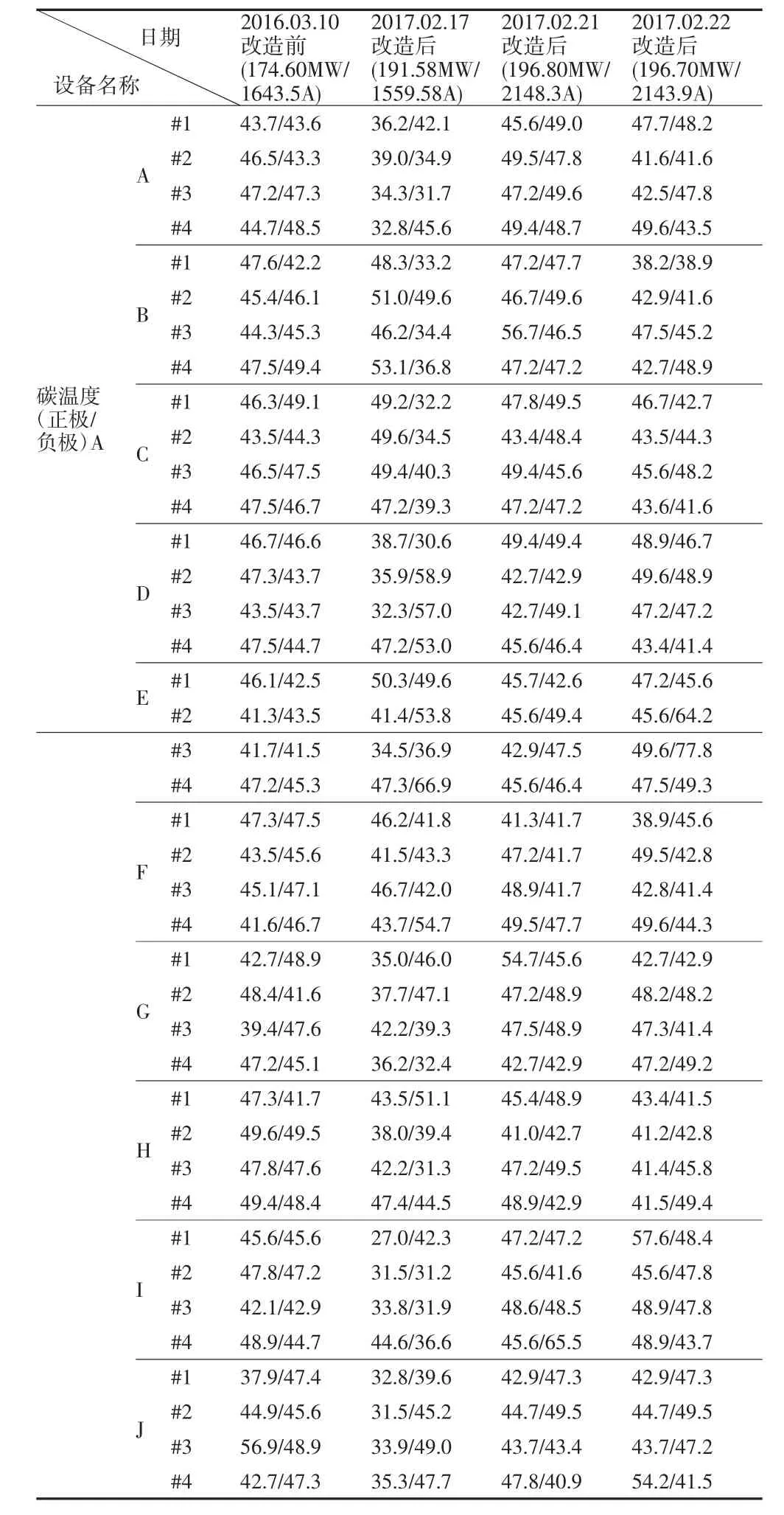
表2 #2发电机改造前后滑环、碳刷电流的比较
5 结束语
#2机组改造基本达到预期效果,有如下具体优点:
(1)操作安全性和便利性提高,避免了原刷握操作时容易出现的碳刷撞击滑环现象,进而防止发生人身触电和转子接地故障。
(2)改造后的刷握由于增大了接触面积,使均压弹簧更加均匀的施压在滑环表面,因此滑环温度比原刷握下降15℃左右,有效防止了滑环过热。
(3)改造后滑环与碳刷间未出现过火花现象。
(4)节能降耗增效,改造后碳刷消耗量降低70%以上,有效节约了材料成本。
[1]杨俊锋.600MW发电机碳刷振损问题分析及处理[J].上海大中型电机,2009(3):43-45.