抽油杆扶正器挡环锁紧工艺研究
2018-01-11
(大庆油田创业金属防腐有限公司 黑龙江 大庆 163412)
·设备仪器与应用·
抽油杆扶正器挡环锁紧工艺研究
赵清敏
(大庆油田创业金属防腐有限公司 黑龙江 大庆 163412)
针对采用挡环定位扶正器旋转式扶正抽油杆在井下工作中挡环窜位导致扶正器脱落,由此失去扶正作用并增加打捞作业、增大开采成本问题等而开展研究。通过分析影响扶正器档环锁紧力的主要因素,采取三项主要措施:首先对加工挡环的原料尼龙PA66的干燥工艺参数进行调整,保证档环材质致密;二是采用正交实验优化注塑工艺参数,找到最优注塑压力、温度和时间组合;三是对档环和抽油杆表面之间的固定方式改进,增加胶黏剂层。通过以上措施有效提高了挡环锁紧力。
抽油杆扶正器挡环;锁紧力;防窜
0 引 言
抽油杆偏磨是影响抽油机施工质量的主要因素之一,为有效治理偏磨现象,采取的措施包括油管防护和抽油杆防护,抽油杆采取的经济有效措施是加装扶正器方法[1-3]。目前,现场应用较多的是可旋转扶正器,具有自动旋转、防单侧偏磨、寿命长等特点。其主要结构由扶正器主体和上下挡环组成,扶正器与抽油杆之间的定位和固定主要依靠挡环的轴向锁紧力,挡环加工采用尼龙注塑工艺,尼龙原料、注塑参数和固定方法影响锁紧力大小。为了防止由于挡环锁紧力不够,导致扶正器窜位和脱落,研究提高挡环锁紧力工艺,减少扶正器窜位和脱落,延长使用寿命,减少打捞作业,降低采油成本[4,5]。
1 扶正器挡环锁紧工艺研究
1.1 现场锁紧力计算
按照标准SY/T 5832-2009表中数据扶正器规格基本参数中规定轴向锁紧力为6 kN以上,实验室采用万能材料试验机检测,如图1所示。在现场应用中,尤其在新型斜井开采工艺管柱井场,井况复杂,偏磨严重,为防止挡环窜位和脱落导致打捞作业,现场往往采用简易的锤打法测试锁紧力,现场计算:
重锤作用在挡环上动量为M锤×V锤,挡环瞬间获得的动量m环×v环,
根据动量守恒:M锤×V锤=m环×v环
挡环的瞬间速度:v环=M锤×V锤/m环

图1 挡环锁紧力不够导致扶正器窜位和脱落
这些动能全部被锁紧力f环在移动弹性形变范围内距离s环消耗:E环=f环×s环。
=17kN
为满足现场工况需求,挡环锁紧力需达到17 kN以上,保守考虑,车间生产过程中锁紧力检测需达到20 kN以上。
1.2 影响锁紧力的工艺参数
挡环加工过程,优选耐磨、耐高温、易注塑的尼龙作为原材料,经过注塑机模具一次成型,加工过程中影响锁紧力的参数主要为原料参数、注塑参数和挡环固定方式。
1)原材料影响
目前生产使用原料为尼龙66(即PA66),PA66的分子结构中含有大分子结构,含有较强的亲水基团,容易吸湿,采用玻璃片检测方法,饱和水可达到3%以上。为此,成型前须干燥。不同含水量对PA66档环锁紧力的影响见表1。

表1 原料含水率与挡环锁紧力实验数据表
由上述图表看出,PA66含水率0.5%~3%之间,锁紧力发生两倍变化。
2)注塑参数影响
注塑过程主要参数为注塑压力、注塑时间和注塑温度,开展一系列实验,在另外两参数不变的情况下调整一个参数,实验验证结果见表2~表4和图2~图5。

图2 原料含水率与挡环锁紧力折线图

注塑压力/bar挡环锁紧力/kN注塑压力/bar挡环锁紧力/kN908.81159.4959.01209.51009.21259.41059.3130环不成形1109.4135环不成形
注:(1 bar=0.1 MPa)

图3 注塑压力与锁紧力实验趋势图

注塑时间/s挡环锁紧力/kN注塑时间/s挡环锁紧力/kN188.7338.9218.7368.9248.7399.2278.8429.1308.945尼龙环黏附

图4 注塑时间与锁紧力实验趋势图

注塑温度/℃挡环锁紧力/kN注塑温度/℃挡环锁紧力/kN2609.32858.92659.12908.72709.22958.62759.1300尼龙环表面发白、开裂2809.1305尼龙环表面严重开裂

图5 注塑温度与锁紧力趋势图
由以上图表可看出,参数的变化引起了锁紧力的较大变化。
3)固定方式影响
尼龙是用途广泛的工程塑料,其成型方法可以是注塑、挤出、喷涂、粘接等,不同加工方式锁紧力实验记录见表5。

表5 不同的挡环固定方式下挡环锁紧力对比表 kN
而目前车间生产工艺为注塑成型,锁紧力提高仅仅依靠注塑单一方式,提升空间有限,采用复合方式,锁紧力有较大提高。
2 技术参数的确定
2.1 原料参数的确定
根据烘干设备参数,选取烘干温度分别为75℃、80℃、85℃,烘干时间30 min、40 min、50 min,记录实验数据见表6。

表6 实验数据表
经过优选,原料含水低于1.0%,尼龙环锁紧力提升到9.9 kN。选择烘干温度85℃,烘干时间50 min作为优选参数。
2.2 注塑参数确定
根据注塑压力与挡环锁紧力实验趋势图、注塑时间与锁紧力实验趋势图、注塑温度与锁紧力趋势图,选取正交表L9(34)安排实验见表7,实验数据见表8。

表7 因素水平表

表8 正交实验数据记录表
因子主次顺序为: A C B
结合生产效率:A3 C1 B2
优化参数结果:
注塑压力:120 bar;注塑温度:260℃;注塑时间: 36 s
实验可以得出锁紧力与模具压力的关系最大,挤出温度次之,注塑时间最末。经实验,最后选取A3B2C1作为优化参数。
2.3 固定方式的确定
2.3.1 固定方式的选择
对挡环固定方式进行综合评价见表9。
通过上表的分析对比进行优选,最后选择粘接后注塑为挡环最优固定方式。

表9 挡环固定方式选择评价表
2.3.2 黏结胶的优选
经过调研,选出四种黏结胶代表,分别是502胶水,抗氧化胶、热熔胶,AB胶,开展实验,实验结果见表10、表11。优选后发现,刷涂抗氧化胶操作难度过大,无法应用于实际生产,而在其余三种粘接剂的选择中,AB胶的效果最好。

表10 黏接胶选择评价表
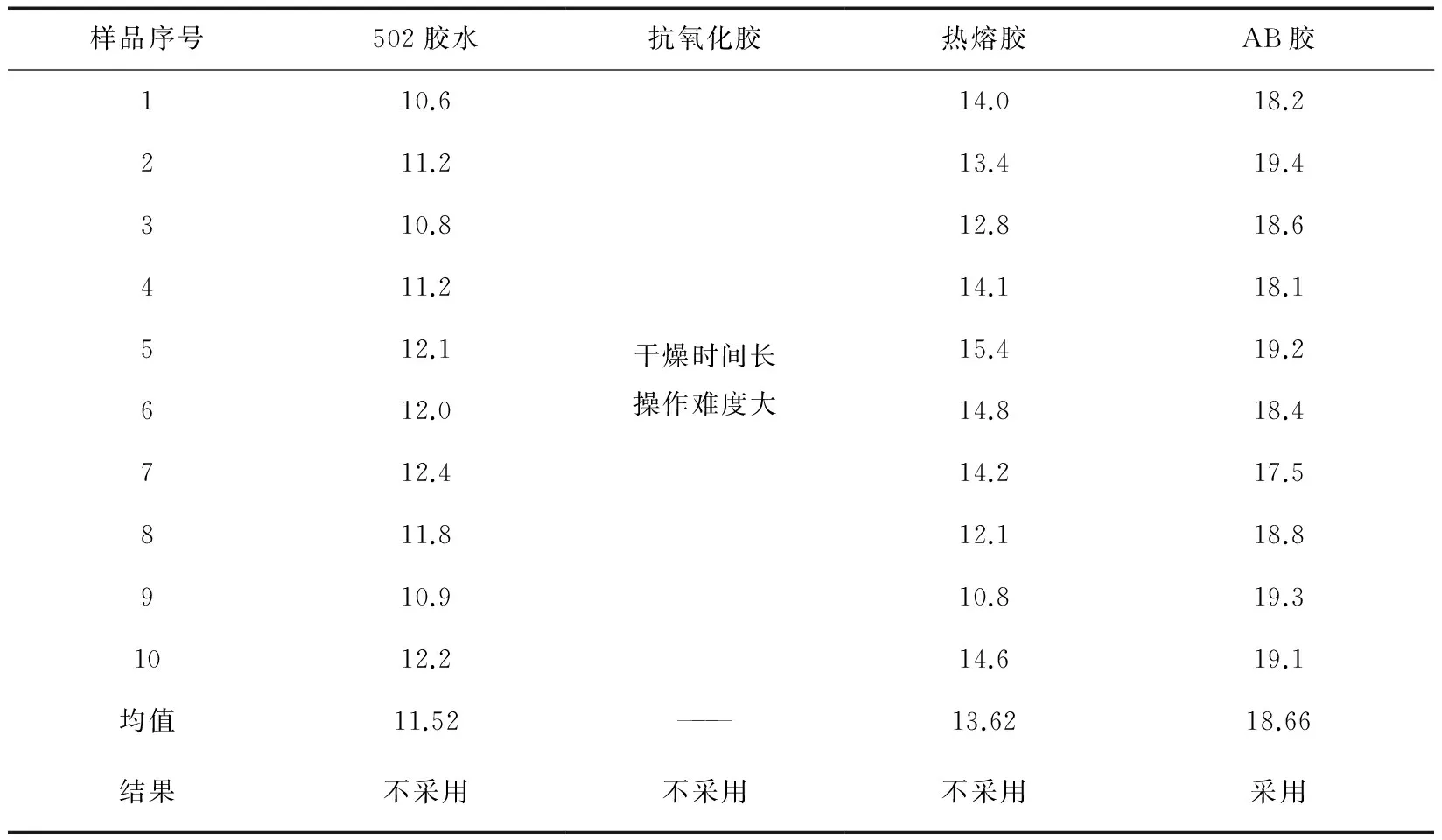
表11 不同黏接胶挡环锁紧力数据表
2.3.3 AB胶的优选
经过市场调研,确定三种AB胶:509胶黏剂、环氧双组份胶、普通胶黏剂。将刷涂好胶的抽油杆注环。不同AB胶挡环锁紧力实验数据见表12。
由上表可看出,三种AB胶粘接后挡环锁紧力实验数值接近,但环氧双组份胶价格优,更适合大规模的生产,所以选用环氧双组份胶进行生产。
2.3.4 涂环氧双组份胶厚度优选
对环氧双组份胶厚度实验,记录见表13。
由表13可看出,环氧双组份胶涂层范围0.4~0.8 μm适宜。
3 应用效果
挡环固定方式采用环氧双组份胶刷涂后注塑,采用优选的工艺参数,生产过程如下:
1)杆体表面除锈,达到Sa2.5级,表面清洁,观察到金属本色。

表12 不同AB胶挡环锁紧力实验数据 kN

表13 涂不同厚度环氧双组份胶挡环现场实验数据表
2)原料烘干,温度85℃,时间50 min时,检测含水低于1.0%,进入注塑机。
3)胶的调配:其中A:B胶按1:1调配,5 min内涂刷。
4)注塑,注塑机按照正交实验结果调整注塑参数,将刷涂后的杆体准确送入注塑机模具注环成型,记录结果见表14。
挡环外观均匀,测试锁紧力在25.1~29.1 kN,平均值27.03 kN。
2016年在萨尔图区中区西部聚驱、西区三元复合驱推广应用该扶正器抽油杆120×104m,产生良好的社会效益。扩大了产品系列, 形成了为新采油工艺配套的抽油杆产品,应用中减少了打捞作业费用,减轻了工人的劳动强度。
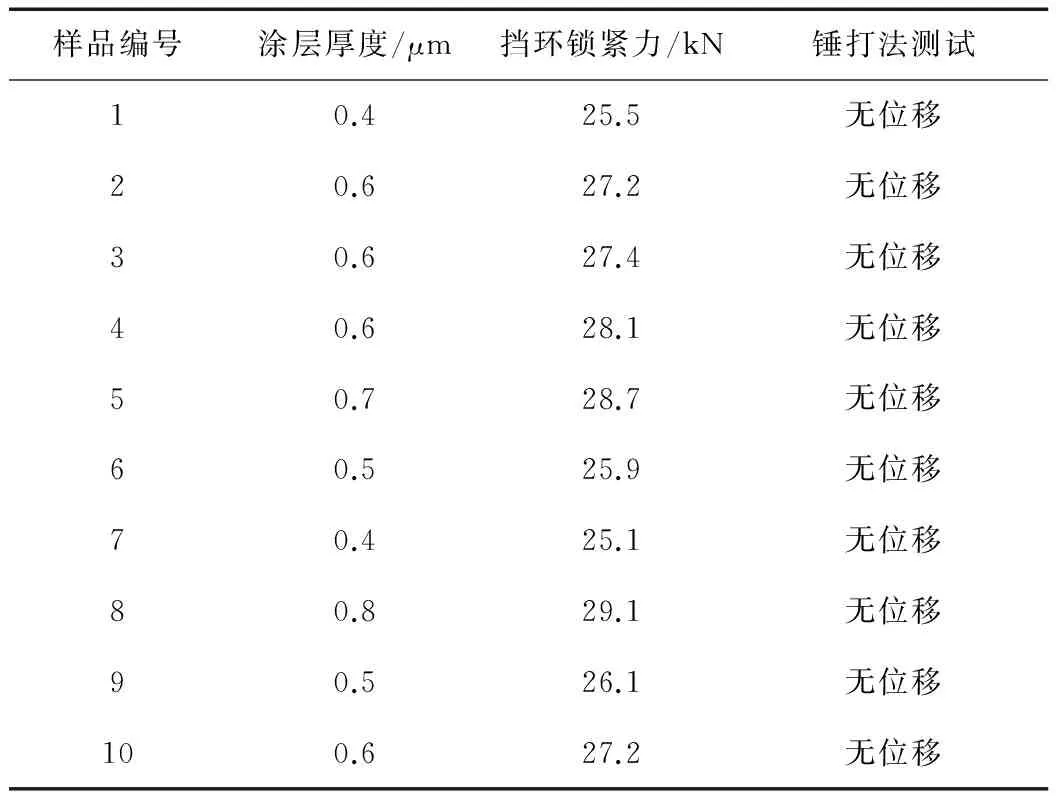
表14 涂环氧双组份胶注塑成环测试数据记录表
4 结束语
在扶正器挡环加工中,通过优化注塑参数和固定方法,形成注塑和粘接一次成型工艺,抽油杆档环锁紧力平均值由之前的7.51 kN提高到的27.03 kN,锁紧能力增强,现场捶打法检测中,挡环牢固,扶正器稳定长久。2016年推广应用该扶正器抽油杆120×104m,挡环与扶正器牢固不窜,延长抽油杆寿命,减少单侧偏磨,减少泵卡和检泵次数,减少作业,减轻劳动强度,增强了产品市场竞争力。
[1] 吴则中,钟永海,孟忠良,等. 我国抽油杆研制工作的现状及发展方向[J]. 石油机械,2008,36(2):63-66.
[2] 吴则中,田 丰,张文森,等. 普通抽油杆机械化自动生产线方案设计[J]. 石油机械,2004,32(Z):47-66.
[3] 吴则中,陈 强,钟永海,等. 我国29年来抽油杆研制工作回顾与展望[J]. 石油矿场机械,2012,41(1):62-67.
[4] 马卫国,杨新冰,张利华,等. 抽油杆管偏磨成因及解决措施研究综述[J]. 石油矿场机械,2009,38(1):22-26.
[5] 苗长山,黄源琳,王旱祥,等. 抽油杆偏磨三维力学模型的建立与分析[J]. 石油机械,2007,35(12):28-31.
StudyonLockingTechnologyofSuckerRodCentralizer
ZHAOQingmin
(DaqingOilFieldVentureMetalCorrosionResistantLimitedCompany,Daqing,Heilongjiang163412,China)
The baffle ring positioning centralizer is used to centralize the rotary sucker rod in well downhole operation, but the centralizer may falls off which caused by the baffle ring channel losing the centralizer function to increase the fishing operation and the mining cost. By analyzing the main factors affecting the clamping force of the centralizer baffle ring, three main measures are taken to solve the problem: First, the drying process parameters of the raw material nylon PA66 used to machine the baffle ring are adjusted to ensure the density of the dense material; Second, to find the optimal combination of the injection pressure, temperature and time using the orthogonal experiment to optimize the injection molding process parameters; Third, to improve the fixed mode between the check ring and the sucker rod surface to increase the adhesive layer. The baffle ring locking force can be improved the above measures effectively.
rod centralizer baffle ring;locking force;prevent type
赵清敏,女,1976年生,高级工程师,2000年毕业于华东理工大学化工工艺专业,现主要从事油田管杆的腐蚀与防护研究工作。E-mail:fangfu228@126.com
TE35
A
2096-0077(2017)06-0090-05
10.19459/j.cnki.61-1500/te.2017.06.023
2017-02-22
韩德林)