板对接仰位置单面焊双面成形焊条焊技术杨化雨
2018-01-06杨化雨
杨化雨
摘要:仰位置焊接接头单面焊双面成形技术,在锅炉、压力容器、管道及重要结构的焊接中得到广泛运用。因其操作难度大,技术不易掌握。所以目前掌握此技术的焊工占焊工总数的比例较小,不能满足市场的需求。现阶段仰位置焊接接头单面焊双面成形,主要使用碱性焊条电弧焊、钨极氩弧焊和二氧化碳气体保护焊焊接。因碱性焊条脱氢能力强,焊缝金属含氢量少,力学性能和抗裂性都比酸性焊条好。该文主要研究Q345R使用碱性焊条电弧焊进行仰位置单面焊双面成形焊接操作技巧。
关键词:单面焊双面成形;仰位置;碱性焊条
中图分类号:TP311 文献标识码:A 文章编号:1009-3044(2017)35-0269-02
单面焊双面成形技术是指采用适当的运条方法,以焊条或焊丝作为填充在适当的坡口内,在正反面形成合格焊缝的操作方法。单面焊双面成形是目前焊接技能鉴定考试主要项目,也经常作为在各类焊接比赛的考题。是焊工提高技能必修的课程。碱性焊条电弧焊单面焊双面成形,焊接速度比钨极氩弧焊快;比二氧化碳气体保护焊焊接质量好,容易掌握。是一种综合性能比较好的单面焊双面成形焊接方法。
1 焊前准备
1.1 劳动保护
焊工在焊接操作前应穿戴好焊工工作服、焊工专用劳保鞋、手套和防护眼镜等,准备好面罩在引弧前遮住面部。
1.2 材料準备
1.2.1 母材
Q345R钢,2块,试件规格300×125×12mm,试件单边开30°±2°坡口,钝边0.5-1.0mm。坡口表面及坡口两边10-20mm的油、锈等必须清理干净,露出金属光泽。
1.2.2 焊材
焊材型号E5015(J507),焊材规格选用Φ2.5mm和Φ3.2mm。焊条在焊前进行350-400℃烘干1-2小时,放入100-150℃保温桶里备用,随用随取。
1.3 设备
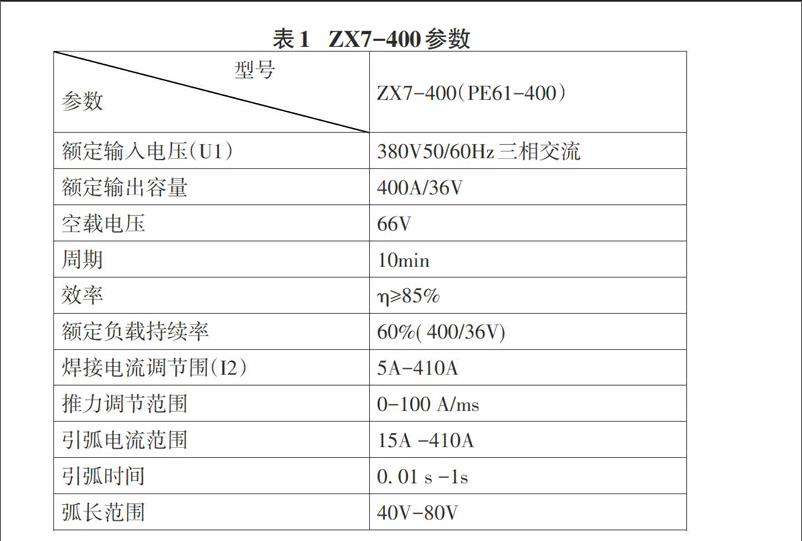
使用时代逆变焊机ZX7-400,此焊机电流输出稳定,推力可调节,参数见表1 ZX7-400参数。
1.4 试件组装和定位
将打磨好的试件摆放在同一平面内,使焊件两端对齐,两焊件间留适当的间隙,始焊端3.0mm,终焊端3.5mm,错边量控制焊件在板厚的1 /10内,最大不超过1mm。定位焊采用与正式焊接同样的焊接规范。定位焊位置离试板端头10-20mm处。定位焊适用于与正式焊缝一样的焊接参数。定位点长度8-10mm,后焊的一端定位点长度可适当加长至15mm,防止焊接过程收缩使间隙变小,打底不易熔透,背面易形成未熔合、未焊透等缺陷。定位点厚度3-5mm。定位点两端尽量用角磨机修磨出一定的坡度,接头容易金属容易过渡。定位好的试板做2-3°的反变形。[2]
2 焊接过程
2.1 打底层焊接
打底层焊条使用E5015,Φ2.5mm,焊接电流70A,电弧推力80 A/ms。
采用连弧的运条方法,利用电弧热焊条和熔化坡口两侧金属,形成熔池。熔池的大小对焊缝背面成形有很大影响。由于此时形成的熔池受重力影响向下坠,如果熔池太大,自身的重力大于熔池自身的张力,熔池上表面下凹,余高不够,就会造成焊缝背面下凹;下表面突出,形成焊瘤或中间高两边低的焊缝。为避免以上缺陷,引弧要在定位焊缝尾部,用电弧保持4-5mm进行预热,直到熔透形成新的熔池并形成熔孔,以利于背面熔透。[1]运条时保持短电弧,焊条后倾角70°左右。适当左右小弧度摆动,使坡口两边金属充分熔化,焊条尽量向上伸,达到坡口底部。利用电弧吹力和熔池自身的张力把熔池向上托起,在焊缝背面形成一定的余高。换焊条时,在灭弧前适当使焊条进一步向上送进,扩大熔孔,利于接头时与前段焊缝尾部充分熔合。接头时起弧点应退后5mm左右,起到对前面的焊缝预热作用,防止背面焊缝熔合不良。
2.2 填充层焊接
打底结束先用敲渣锤敲掉焊缝表面熔渣,用扁錾清理坡口及其两边的飞溅。如果焊缝表面有明显凸起、焊缝两边有夹渣可用角磨机打磨,防止焊接填充层时焊缝表面不平和增加造成夹渣的危险性。
第一层填充焊焊条使用E5015,Φ3.2mm,焊接电流105-110A,电弧推力80 A/ms。
第一层填充焊采用打底焊同样的焊条角度,运用“之”字形或反月牙运条方法,采用短电弧。[3]注意运条过程中,焊条横向摆动要快,电弧要在“之”字或反月牙的拐点稍作停留,使坡口金属充分熔化,与焊条熔化的金属融合在一起形成熔池。通过使用较大的电流和大的电弧推力有利于清除打底焊留下的熔渣。焊接厚度保持3-5mm,不易过厚,单道焊缝过厚易造成焊缝热影响区组织偏析,熔池也不容易控制,易形成焊瘤。
第二层填充焊焊条使用E5015,Φ3.2mm,由于第一层打的对焊缝表面的调整,焊缝表面相对打底焊平滑均匀,造成夹渣的可能性也小些,焊接电流可适当减小(100A),电弧容易掌控。通过运条的调整,可对焊缝表面进行修整,形成高度一致、波纹整齐的焊缝。盖面焊也容易形成高度一致的焊缝。填充完以后焊缝表面应离坡口顶部棱线1-2mm。如果留的太多,盖面焊厚度大,需要填充的金属多,一方面焊接操作难以掌握;由于线能量大,冷却过程中也会产生更大内应力,造成更大的收缩。
盖面焊使用的焊条和电流同第二层填充焊。盖面焊时应注意,此时焊缝宽度较宽,焊条摆动幅度相应增大。运条时看准坡口顶部棱线,两边分别熔合0.5-1mm。当电弧靠近棱线停住,让电弧继续加热,使熔池扩大与棱线熔合,焊条迅速回摆熔合另一边,重复同样动作,这样使熔池饱满,避免咬边、焊缝余高不足等。盖面焊完成后,不要立即敲焊渣,让其自然冷却。由于焊渣的保温作用,焊缝金属可得到较均匀的组织。
3 结束语
通过以上焊接技巧的运用,焊接的焊缝,经过拉伸试验,试样宽度20.0mm厚度12.0mm,试验抗拉强度为540Mpa,母材韧性断裂。侧弯试验试样厚度10.0mm,弯心直径40.0mm,弯曲角度180°,取4个试样,实验结果合格。射线检测一级焊缝率普遍达到90%以上。由此可见,碱性焊条的单面焊双面成形的仰位置焊是可行的焊接操作方法。
参考文献:
[1] 英若采. 熔焊原理及金属材料焊接[M]. 北京: 机械工业出版社, 2007.
[2] 邓洪军. 焊接结构生产[M]. 北京: 机械工业出版社, 2004.
[3] 王新民. 焊接技能实训[M]. 北京: 机械工业出版社, 2005.endprint
