工件转速对硬质合金外螺纹磨削质量和效率的影响
2018-01-01马海军罗登银
马海军+罗登银
摘要:本文以硬质合金3/4-10UNC-3A外螺纹喷嘴磨削为研究对象,加工设备为数控车床EL6140n改造的螺纹磨床,在相同砂轮线速度和组合进给量的前提下,改变工件转速,对螺纹的中径、根径、螺距、牙侧角、槽底R、砂轮修整频率、加工时间等行分析,研究工件转速对磨削质量效率的影响;试验表明磨削效率随工件转速增加而逐渐提高,同时砂轮的消耗也随工件转速而加快,槽底R和牙侧角变化速度加快,砂轮修整一次后加工产品数量逐渐减少。
关键词:工件转速;砂轮线速度;组合进给量;中径;根径;螺距;牙侧角;槽底R;修整频率;磨削效率;磨削时间;加工时间
一、前言
2008年前,耐磨零件分厂深加工对象主要是硬质合金套类零件,产品单一、市场风险大,在石油行业不景气的年份,整条生产线大量人员富裕、设备闲置;为了适应市场多元化硬质合金深加工产品需求,在08年分厂成立了硬质合金螺纹喷嘴开发小组,针对石油采掘市场开发PDC钻头上的硬质合金螺纹喷嘴,为减少设备投资费用,在数控车床上组装一个多用磨床的内磨头,实现硬质合金外螺纹的磨削。2011年我对不同的工件转速进行试验,找出工件转速对磨削效率影响的规律,为批量化生产提供可行的试验数据。
二、试验方案
1、试验前提
1)研磨设备:EL6140n车改磨,砂轮线速度13.5m/s
2)产品型号:3/4-10UNC-3A外螺纹螺纹喷嘴嘴,螺纹3/4-10UNC-3A
中径 ,根径 ,槽底R0.25±0.05,螺距2.54±0.03,牙侧角30°±25′,粗糙度Ra0.8
3)同一生产厂家的砂轮,砂轮规格150×8×32×6×4×60°,砂轮前角 ,砂轮后角 ,顶宽0.25~0.3
4)磨削方式:深切缓进
5)组合进给量
6)砂轮装卸、修整时间:6min
7)产品装卸、测量时间:2min
2、试验指标
单件加工时间T:砂轮一个修整周期内磨削一件产品的平均时间
四、分析与讨论
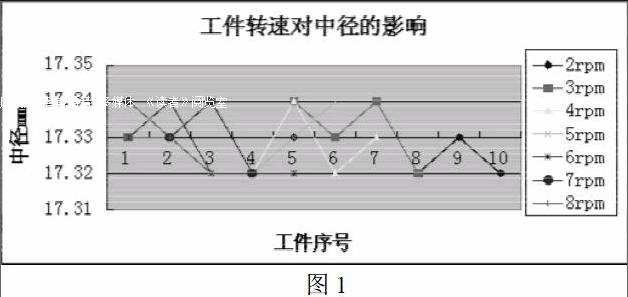
1、工件转速对中径的影响
从图1可以看出,砂轮修整周期内,中径基本在17.32~17.34范围内波动,变化很小,呈随机数据,满足图纸要求Φ17.400-0.11。
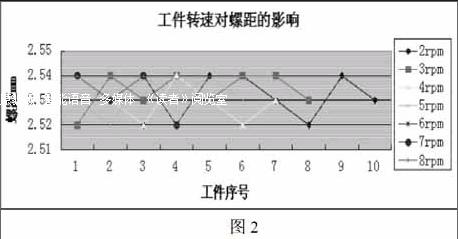
2、工件转速对螺距的影响
从图2可以看出,砂轮修整周期内,螺距基本在2.52~2.54范围内波动,变化很小,呈随机数据,满足图纸要求2.54±0.03。
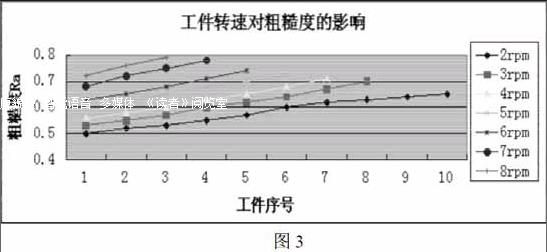
3、工件转速对粗糙度Ra的影响
从图3可以看出,随工件转速的增加,粗糙度逐渐的增大,粗糙度Ra与工件转速成正比;特别是工件转速达到7和8rpm时,粗糙度接近图纸要求Ra0.8的上限。
4、工件转速对槽底R和根径的影响
工件转速越大,槽底R变化斜率越大,槽底R变大后根径也变大;从图8可以看出,工件转速越大,牙侧角变化的斜率也越大;6、7、8rpm时槽底R和根径处于极限尺寸,很容易超差而使工件报废。
5、工件转速对牙侧角的影响
工件转速越大,牙侧角变化的斜率也越大;6、7、8rpm时牙侧角处于极限尺寸,很容易超差而使产品报废;在螺纹磨削过程中,槽底R和牙侧角是影响质量的主要指标。
6、工件转速对加工时间和数量的影響
随着工件转速的增加,加工时间缩短,有利于提高生产效率;但工件转速增大后,由于砂轮消耗加快,修整后一次加工的数量逐渐减少,修整频率提高。
7、综合加工质量和生产效率两方面的因素,磨削螺纹时,较佳的工件转速为5rpm。
五、结论
在砂轮质量和设备不变的前提下,通过本文工艺试验及结果分析可以得到以下结论:
1、粗糙度Ra与工件转速成比;加工效率与工件转速成正比。
2、在螺纹磨削过程中,槽底R和牙侧角是影响质量的主要指标。
3、综合加工效率和工序质量,磨削42029-10螺纹时,较佳的工件转速为5rpm。
参考文献:
[1]尹成湖 磨工 化学工业出版社 2005
[2]《公制、美制和英制螺纹标准手册》(第三版) 中国标准化出版社(2009)
[3]刘毓兰 李世阳 普通外螺纹作用中径当量的精确计算,《机械》 1989(01)
[4]郭郑来 统一螺纹量规的判定和使用,《计量技术》2012,Vol.32 No.1
[5]高军 精密螺纹磨削常见问题及解决方法 新技术新工艺 2014(12)
[6]高精度高效率螺纹磨削 磨床与磨削 1975(02)
[7]邓顺贤 精密螺纹磨削砂轮修整技术分析及应用 精密制造与自动化 2012-08-25endprint
