HC340/590DP钢板激光焊可行性分析
2017-12-29郑宏良潘海涛
郑宏良,潘海涛,张 辉
(1.上汽通用五菱汽车股份有限公司,广西柳州545007;2.海众科技有限公司,重庆400032)
HC340/590DP钢板激光焊可行性分析
郑宏良1,潘海涛1,张 辉2
(1.上汽通用五菱汽车股份有限公司,广西柳州545007;2.海众科技有限公司,重庆400032)
HC340/590DP双相钢在氧化性介质中具有优良的耐蚀性能和高温力学性能,其塑性和韧性较高,且不可淬硬,焊接性能较好。通过分析其化学成分、力学性能和焊接性,利用激光焊技术的1kW激光发生器、激光头、光学系统、机器人、控制系统、夹具系统和外围周边集成等组成的系统进行大量试验、检测及焊接过程控制,确定焊接参数为:焊接速度40 mm/s、功率1 kW、光斑直径0.6~0.8 mm,获得的焊接接头既能焊透又不塌陷,表面成形较好,熔宽合适,确保试件的焊接接头性能满足实际需要,达到生产化的目的。
HC340/590DP钢;焊接性;焊接工艺分析
0 前言
材质为HC340/590DP的冷轧双相钢的显微组织为铁素体和马氏体,马氏体组织以岛状弥散分布在铁素体基体上。由于HC340/590DP钢在焊接时易出现热裂纹、焊接接头的脆变和各种形式的腐蚀等问题,因此针对此种材料选择焊接方法并测试工艺和性能,以便制定出合理的焊接工艺。
1 冷轧双相钢HC340/590DP特性
HC340/590DP双相钢无时效,具有较低的屈强比和较高的加工硬化性能,在同等屈服强度水平下,较低合金高强度钢强度更高,是结构件、加强件、防撞件等零件的首选材料之一。HC340/590DP在氧化性介质中耐蚀性能和高温力学性能良好,塑性和韧性较高,且不可淬硬,具有较好的焊接性能[1]。
1.1 HC340/590DP钢的化学成分及力学性能
HC340/590DP钢的化学成分及标准力学性能(Q/BQB418-2009)分别如表1、表2所示。

表1 HC340/590DP的化学成分%

表2 HC340/590DP钢的标准力学性能
1.2 HC340/590DP钢的焊接性
HC340/590DP是铁素体和马氏体的冷轧双相钢,它热导率小、线膨胀系数大,在局部加热和冷却条件时,焊缝和近焊缝区将产生较大的焊接挠曲变形并存在裂纹风险。在持续加热过程中,HC340/590DP钢的焊接接头也会发生脆变,800~850℃温度下脆硬相析出的敏感性最大。故应选择小的热输入、不预热,控制层温不过高,以减少高温停留时间的焊接方式[2-3]。
2 HC340/590DP钢的焊接实验
2.1 试验条件
试件材质为HC340/590DP钢,规格为200 mm×100 mm×1 mm;焊接接头形式为搭接,搭接长度和连接位置尺寸如图1所示。
2.2 焊接方法选择
HC340/590DP钢导热系数小、热膨胀系数较大,在自由状态下焊接时易产生较大的焊接变形,因此应选用能量集中的焊接方法。同时由于其对过热较为敏感,只能采用低热输入快速进行焊接。激光焊应是首选的焊接方法,其焊接速度大于电阻点焊且接头是连续的,不存在漏水的问题,因此可以省去涂密封胶的工艺。激光焊接头的变形小,有利于减小金属覆盖件之间的段差,提高车身精度,同时也有利于不同强度钢板的拼接。激光焊接的飞溅很少,改善了工人的作业环境。激光焊能量密度高、适合于高速焊接;焊接时间短、材料本身的热变形及热影响区小,有利于提高接头力学性能;能搭载到机器人装置上实现自动化。故本研究采用了1 kW的激光发生器系统,它包含1kW激光发生器、激光头、光学系统、机器人、控制系统、夹具系统和外围周边集成[4-5]。
2.3 实验测试设备
拉伸试验设备为WDW-100微机控制电子万能试验机;显微试验设备为Vert.A1研究级倒置数字材料显微镜。
3 焊接接头实验结果及分析
通过大量的焊接工艺参数测试,确定基本工艺参数为焊接速度40 mm/s、功率1 kW、光斑直径0.6~0.8 mm。
3.1 焊缝外观检查
焊缝与母材过渡圆滑,焊缝成形良好;焊缝及热影响区无裂纹、未熔合、夹渣、弧坑和气孔等缺陷。
3.2 离焦量对熔宽的影响
激光焊接通常需要一定的离焦量,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有正离焦与负离焦两种。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应的平面上功率密度近似相同,但实际上获得的熔池形状不同。负离焦时可获得更大的熔深,这与熔池的形成过程有关。实验表明,激光加热50~200 μs材料开始熔化,形成液相金属并出现部分汽化形成蒸汽,并以极高的速度喷射,发出耀眼的白光。与此同时,高浓度蒸汽使液相金属运动至熔池边缘,在熔池中心形成凹陷。当负离焦时,材料内部功率密度比表面还高,易形成更强的熔化、汽化,使光能向材料更深处传递。所以在实际应用中,当要求熔深较大时采用负离焦,焊接薄材料时宜用正离焦。在此采用不同的正离焦量来观察搭接处的熔宽,结果见图2~图4。

图2 离焦量18 mm,熔宽574.77 μm
由实验结果可知,随着正离焦量的增加,搭接处的熔宽增大。
3.3 机械性能试验
(1)板厚为1.0 mm的激光搭接焊缝(单道焊缝)拉伸试验实物及实验数据如图5、图6和表3所示。
拉伸试验3件,1#件断口位置在母材,2#、3#件断口位置在焊缝,平均拉力3.934 kN。
(2)板厚为1.0mm的激光搭接焊缝(双道焊缝)拉伸试验实物及实验数据如图7、图8和表4所示。

图3 离焦量19 mm,熔宽639.37 μm
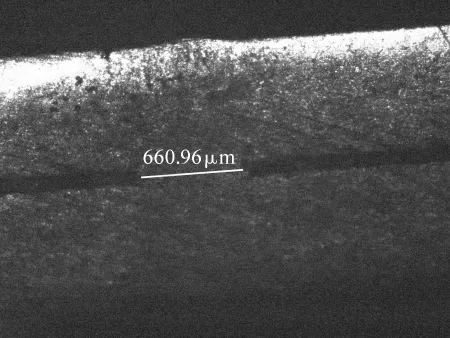
图4 离焦量20 mm,熔宽660.96 μm

图5 搭接焊缝实物

图6 拉伸实验
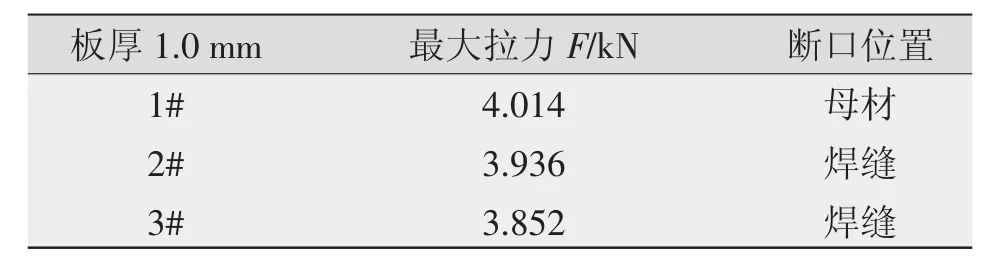
表3 实验数据

图7 搭接焊缝实物

图8 拉伸实验

表4 实验数据
拉伸试验3件,断口位置均在母材,平均拉力4 kN。比单道焊缝的平均拉力大0.07 kN。结果显示焊接接头的抗剪力大于母材,符合实际应用要求。
4 结论
采用激光焊方法控制HC340/590DP冷轧双相钢的焊接性试验、检测及焊接过程,可知焊接参数为焊接速度40 mm/s、功率1 kW、光斑直径0.6~0.8 mm时,焊接接头既能焊透又不塌陷,表面成形较好,熔宽合适,接头性能满足生产需要。
[1]张文钺.焊接冶金学(基本原理)[M].北京:机械工业出版社,1999.
[2]中国机械工程学会.焊接手册(第2卷)-材料的焊接[M].北京:机械工业出版社,2007.
[3]曾东建.汽车制造工艺学[M].北京:机械工业出版社,2002.
[4]游德勇,高向东.激光焊接技术的研究现状与展望[J].焊接技术,2008,37(4):5-9.
[5]邹僖.焊接方法及设备[M].北京:机械工业出版社,1981.
Feasibility analysis of laser welding for HC340/590DP steel sheet
ZHENG Hongliang1,PAN Haitao1,ZHANG Hui2
(1.SGMW,Liuzhou 545007,China;2.Chongqing Haizhong Technology Co.,Ltd.,Chongqing 400032,China)
HC340/590DP dual-phase steel is one of the preferred materials for parts of structure,reinforcement and anti-collision.With high plasticity,toughness and un-hardenable property,it has good welding properties.Based on the analysis of the chemical components,mechanical properties and welding properties of HC340/590DP cold rolled dual-phase steel,a large number of tests,inspections and welding process controls are made by applying laser welding technology with 1 kW laser generator,laser head,optical system,robot,control system,fixture system and peripheral integrated system to confirm the welding parameters:welding speed 40 mm/s,power 1 kW,spot diameter 0.6~0.8 mm.The welded joints obtained under this parameters can be completely penetrated without collapse,and have good surface appearance and appropriate weld width,which ensures the welded joints properties of test specimen to meet the practical requirements and achieve the production purpose.
HC340/590DP steel;welding properties;analysis of welding procedure
TG456.7
B
1001-2303(2017)11-0125-03
10.7512/j.issn.1001-2303.2017.11.26
本文参考文献引用格式:郑宏良,潘海涛,张辉.HC340/590DP钢板激光焊可行性分析[J].电焊机,2017,47(11):125-127.
2017-05-26;
2017-11-09
郑宏良(1979—),男,高级工程师,学士,主要从事汽车车身的制造工作。E-mail:shiqianglai@sina.com。
