Ni对600 MPa级高强钢焊缝组织和性能的影响
2017-12-29
(广东轻工职业技术学院,广东广州510300)
Ni对600 MPa级高强钢焊缝组织和性能的影响
官春平
(广东轻工职业技术学院,广东广州510300)
通过改变气保护药芯焊丝中Ni元素的添加量,研究Ni元素对600 MPa级高强钢焊缝组织和性能的影响。研究表明:当w(Ni)为1.0%时,焊缝组织为针状铁素体和粒状贝氏体,-20℃低温冲击韧性达到69 J;随着w(Ni)的增加,焊缝金属强度逐渐提高,而韧性则先下降后上升。适当Ni元素有利于提高焊缝金属的低温韧性。
气保护药芯焊丝;600 MPa高强钢;Ni元素
0 前言
600 MPa级高强钢材料因其强度较高、冲击韧性良好、机械加工性能优异的优点广泛应用于石油管道、压力容器、船舶和汽车等领域。实践表明,高强钢焊接接头的韧性是焊接结构使用性能的重要指标。因此,在保证焊接接头强度的前提下提高焊接接头的韧性是焊接技术研究的热点之一[1-3]。
Ni是奥氏体形成与稳定化元素,它通过细化奥氏体晶粒,促进针状铁素体形成,降低韧脆转变温度,从而提高金属低温冲击韧性。杨功斌等人[4]设计了两种Ni含量不同的气保护药芯焊丝,在富氩气氛中以16Mn为母材进行焊接实验,焊后测试其力学性能可知:在-20℃时,高Ni焊丝的低温冲击功较高,可达125 J;在-50℃时,低Ni焊丝低温冲击功可达 87 J。Evan、Bhole等人[5-6]研究发现,不同 Mn含量下,针状铁素体的形成差异明显,高强钢焊接接头达到最佳韧性值的Ni含量存在较大差异。因此,焊材中Ni元素含量是困扰焊接材料研发的重要问题。
本研究选用600 MPa级高强钢921A板材作为母材,制备3种不同Ni含量的药芯焊丝,在富氩气体保护下进行多层多道焊接,探伤合格后检验焊接接头微观组织和力学性能,研究不同Ni含量对焊接接头组织和性能的影响,为研制综合性能优良的气保护药芯焊丝提供试验和理论依据。
1 实验材料及方法
为研究添加不同Ni含量对600 MPa高强钢气保护药芯焊丝韧性的影响规律,制备3种不同Ni含量的气保护药芯焊丝,如表1所示。气保护药芯焊丝采用TiO2-SiO2-Al2O3-MgO熔渣体系,药芯中除Ni含量不同外,其余元素添加量均相同。焊丝直径1.2 mm,制备10 kg。
表1 不同Ni含量气保护药芯焊丝
将制备好的3种药芯焊丝分别在921A钢上施焊,熔敷金属焊接接头按照GB/T 17493-2008标准在平焊位置进行多层多道焊。坡口和试验取样如图1所示。电源极性为直流反接,保护气体为φ(Ar)82%+φ(CO2)18%混合气体,气体流量18L/min,焊丝伸长量20~25 mm,焊接参数如表2所示。焊后分别对焊缝金属进行微观组织观察和力学性能测试。焊接接头经过磨制、抛光后,用4%硝酸酒精腐蚀10 s,采用Zeiss光学显微镜观察焊缝金属的显微组织,使用Zeiss EV018扫描电镜观察金相组织晶粒大小及各组织分布情况,利用ZBC34525-A摆锤冲击试验机进行-20℃低温冲击试验,用万能试验机进行拉伸实验。

图1 熔敷金属试验坡口和试样加工

表2 熔敷金属焊接试验参数
2 试验结果和分析
2.1 显微组织
不同Ni含量的药芯焊丝熔敷金属金相组织如图2所示。Ni含量较低的GS-Ni-1焊丝熔敷金属组织主要为粒状贝氏体和针状铁素体,随着Ni含量增加,金相组织中的针状铁素体逐渐消失,在GS-Ni-2组织中仅有少量针状铁素体,而片状马氏体组织逐渐增多。当Ni含量继续增加,GS-Ni-3焊丝的组织已转变为含有M-A组元(M-A Constitution或称马氏体-奥氏体岛)的粒状贝氏体和板条状马氏体。由图2可知,随着Ni含量的增加,金相组织晶粒尺寸逐渐增大,同时组织由韧性较好的贝氏体+针状铁素体向韧性较差的马氏体+M-A组元转变。

图2 不同Ni含量药芯焊丝熔敷金属金相组织
为观察金相组织晶粒大小及各组织分布情况,分别对3种焊丝的熔敷金属进行SEM分析,结果如图3所示。对比三者的SEM图可知,随着Ni含量的增加,晶粒尺寸不断增加,且各相组织变化明显,从最初的粒状贝氏体+针状铁素体向片状马氏体+针状铁素体过渡,最终转变为具有马氏体-奥氏体岛的粒状贝氏体和板条状马氏体组织。GS-Ni-1组织中的针状铁素体宽度为1 μm,粒状贝氏体长度约为1~2 μm。GS-Ni-2组织中的针状铁素体宽度增加至2 μm,而GS-Ni-3组织中板条状马氏体宽度达到约 3~4 μm。

图3 不同Ni含量药芯焊丝熔敷金属SEM图
2.2 力学性能
Ni含量的增加对焊缝金属组织的影响最终体现在力学性能上。3种不同焊丝制备的熔敷金属力学性能(包括屈服强度、拉伸强度、延伸率及-20℃低温冲击功)如图4所示。

图4 不同Ni含量药芯焊丝熔敷金属力学性能
增加Ni含量能显著改善焊缝金属的韧性。w(Ni)为1.0%时,焊缝金属获得较高韧性,屈服强度达到619 MPa,拉伸强度达到665 MPa,延伸率为 26%,-20℃低温冲击功即达到69 J。但w(Ni)含量进一步增加时,焊缝金属韧性并未随之增加。当w(Ni)为1.5%时,焊缝金属韧性显著下降,延伸率下降至21%,-20℃低温冲击功下降至43 J。焊缝金属韧性的下降与焊缝组织随着Ni含量增加晶粒逐渐变粗大以及微观组织中观察到的韧性较差组织有关。继续增加Ni含量,焊缝金属韧性又继续升高,-20℃低温冲击功达到57 J。随着Ni含量的增加,焊缝组织拉伸强度逐渐升高,但w(Ni)增加到1.5%后,强度未继续升高,焊缝金属屈服强度达到630 MPa,抗拉强度达到718 MPa;当 w(Ni)增加到 2.0%时,焊缝金属屈服强度达到645 MPa,抗拉强度达到695 MPa。
为研究焊缝组织在拉伸断裂过程中的断裂行为,分别对拉伸断口进行形貌分析。拉伸断口宏观照片及不同区域SEM图如图5所示,焊缝断口为纤维状的韧性断裂特征组织,且韧窝组织较为均匀。纤维区主要为空洞核的韧窝及少量尺寸大小不一的圆形夹杂物,大韧窝组织分布较多。放射区为深度较浅的等轴韧窝,韧窝组织大小不一,以小韧窝包围着较少比例的大韧窝组织。测试区域内未观察到夹杂物存在于韧窝组织中。
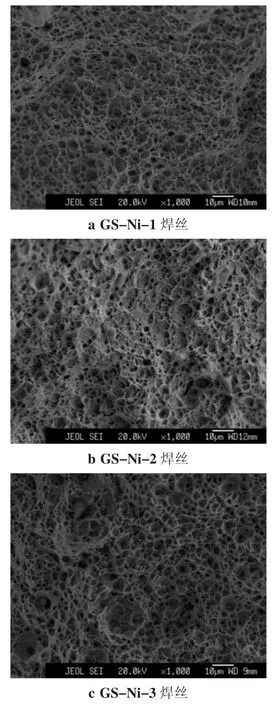
图5 不同Ni含量药芯焊丝熔敷金属拉伸断口SEM图
Ni元素含量影响着焊缝金属的组织和性能。一般认为Ni元素的增加会提高材料的屈服强度,这是因为C和Ni不能形成碳化物而多以互溶形式存在于钢的α相和γ相中,通过细化晶粒促进强度提高。此外,Ni元素对焊缝中的夹杂物具有球化作用。这些夹杂物在基体中往往成为针状铁素体的形核质点,促进针状铁素体形核,增加针状铁素体数量。针状铁素体具有非常细小的晶粒尺寸和高密度位错,因此强韧性较高[7-10]。但是文献多认为Ni含量的过度增加不利于韧性。Keehan等人[11]理论计算并实验验证了Ni和Mn元素对韧性的影响。在0.05%w(C)和2%w(Mn)含量的基础上,过量的 Ni元素提高了组织淬硬性,形成了大量马氏体和粗大贝氏体,降低韧性。Kang[12]研究认为,Ni含量的提高导致残余奥氏体含量增加,粗大的奥氏体柱状晶晶界容易出现沿晶断裂。Ni含量增多也加大M-A组元形成倾向。一方面Ni通过提高淬透性增加了MA组元形成几率;另一方面,高Ni含量促进杂质元素的偏聚,有利于M-A组元的形成。因此对高强钢有低温韧性要求时,可适当添加Ni来韧化焊缝金属,在一定程度上提高焊缝金属低温韧性。
3 结论
通过改变气保护药芯焊丝中Ni含量进行921A钢板焊接,并观察显微组织和检测力学性能,探究不同Ni含量对600 MPa级高强钢焊缝组织及性能的影响。
(1)w(Ni)为 1.0% 时,焊缝金属组织为针状铁素体和粒状贝氏体,组织较为均匀,焊缝力学性能优良,屈服强度达到619 MPa,拉伸强度达到665 MPa,延伸率为26%,-20℃低温冲击功达到69 J,低温冲击韧性最优。
(2)随着Ni含量的增加,焊缝金属组织中马氏体和残余奥氏体组织增多,但拉伸强度并未随着Ni含量的增加而升高。w(Ni)为1.5% 时,焊缝金属屈服强度达到630 MPa,抗拉强度达到718 MPa;w(Ni)增加到2.0%时,焊缝金属屈服强度达645MPa,抗拉强度达到695 MPa。
(3)适当Ni元素有利于提高焊缝金属的低温韧性。当w(Ni)为1%时,焊缝金属的低温冲击韧性最佳,-20℃低温冲击功为69 J;随着Ni元素含量的增加,焊缝金属低温冲击韧性先降低后回升,在实验设计范围内,低温冲击功最低降至43 J。
[1]邹家仁,钱建民,李华其.海洋工程用钢的焊接技术现状及发展[J].江苏船舶,28(3):35-36.
[2]李华其.海洋平台EQ56,EQ70高强钢焊接性及焊接工艺研究[D].江苏:江苏科技大学,2012:2-9.
[3]李亚江,王娟,刘鹏.低合金钢焊接及工程应用[M].北京:化学工业出版社,2003.
[4]杨功斌,国旭明.低合金高强钢焊丝研制及焊接工艺研究[D].沈阳:沈阳航天航空大学,2012:24-30.
[5]Evans G M.The effect of nickel on the microstructure and properties of C-Mn allweld metal depositis[J].Welding Research Abroad,1991,37(23):70-83.
[6]Bhole S D,Nemade J B,Collins L,et al.Effect of nickel and molybdenum additions on weld metal toughness in a submerged arc welded HSLA lin-pipe steel[J].Journal of Materials Processing Technology,2006,173(1):92-100.
[7]张元杰,彭云,马成勇,等.Q890高强钢焊接淬硬倾向和冷裂纹敏感性[J].焊接学报,2013,34(6):53-56.
[8]刘福广,李太江,陈伟武,等.S30432钢不同焊材焊接接头组织性能[J].金属热处理,2011,37(9):45-50.
[9]王杨,周继烈,叶尹,等.Ni对ASTMA572GR.65钢焊接接头组织和性能的影响[J].热加工工艺,2009(21):29-31.
[10]潘鑫,张宇,李小宝,等.热输入对海工钢板EQ47焊接热影响区组织和冲击性能的影响[J].钢铁,2013,48(6):80-84.
[11]Keehan E,Karlsson L,Andren H O,et al.Influence of C,Mn and Ni contents on microstructure and properties of strong steel weld metal-part[J].Science and Technology of Welding and Joining,2006,11(1):1-24.
[12]Kang B Y,Kim H J,Hwang S K.Effect of Mn and Ni on the variation of the microstructure and mechanical properties of low-carbon weld metals[J].ISIJ International,2000,40(12):1237-1245.
Effect of Ni on microstructure and properties of welds in 600 MPa grade high strength steel
GUAN Chunping
(Guangdong Industry Polytechnic,Guangzhou 510300,China)
The effect of Ni on the microstructure and properties of 600 MPa grade high strength steel welds is studied by changing the amount of Ni element in the gas shielded flux cored wire.The results show that when the amount of Ni element is 1.0%,the microstructure of welds is acicular ferrite and granular bainite,and the low temperature impact toughness at-20 ℃ is 69 J.With the increase of Ni elements,the strength of weld metal enhances gradually,while toughness decreases at first and then increases.
gas shielded flux cored wire;600 MPa grade high strength steel;Ni element
TG406
A
1001-2303(2017)11-0120-05
10.7512/j.issn.1001-2303.2017.11.25
本文参考文献引用格式:官春平.Ni对600 MPa级高强钢焊缝组织和性能的影响[J].电焊机,2017,47(11):120-124.
2017-05-26
官春平(1975—),男,高级工程师,硕士,主要从事机械制造及其自动化的研究。E-mail:13570275065@163.com。
