基于机器人的曲线焊接系统
2017-12-29骆德阳
杨 芹 ,骆德阳 ,李 铜 ,刘 琦 ,陈 铖
(1.西南交通大学 材料科学与工程学院,四川 成都 610031;2.西华大学材料科学与工程学院,四川成都610039)
基于机器人的曲线焊接系统
杨 芹 1,骆德阳 1,李 铜 2,刘 琦 1,陈 铖1
(1.西南交通大学 材料科学与工程学院,四川 成都 610031;2.西华大学材料科学与工程学院,四川成都610039)
针对曲线结构工件的人工焊接效率低、焊接质量不稳定、人工劳动强度大等问题,基于机器人设计出一种高效率和高精度的焊接系统。本系统采用机器人与PLC联合控制变位机的翻转和回转,使待焊工件的焊缝始终处于平焊或船形焊位置,利用触摸屏设置翻转速度和显示整个控制系统的工作状态,通过机器人与焊机的通讯及机器人在线示教编程,实现曲线结构工件的自动化焊接。为了保证焊接质量,采用接触传感和电弧传感功能精确寻位和实时修正示教轨迹。经实际应用表明,系统运行良好,达到了预期设计目标。
曲线结构工件;机器人;焊接系统
0 前言
目前曲线结构的小型工件大多采用手工焊方式,对焊工技术要求高、人工劳动强度大,焊接质量难以保证。因此,引入焊接自动化设备十分必要,而焊接机器人和焊接专机是实现焊接自动化的两种重要方式。焊接专机是为一种或几种工件的焊接而设计的专用设备,对于曲线结构小型工件的焊接优势不明显;而焊接机器人是一种柔性的焊接设备,通过更改程序即可实现曲线结构小型工件的焊接[1]。随着计算机技术、信息控制技术和人工智能技术的不断发展,越来越多的机器人应用于工业生产,既保证了焊接质量又降低了工人劳动强度和生产成本[2-3]。对于复杂工件的焊接,受焊接机器人臂长和自由度的限制,焊枪难以到达某些焊缝,需加入焊接变位机拖动工件使相应焊缝处于理想的焊接位置,以方便机器人进行焊接操作[4]。本研究设计了一种基于机器人的曲线焊接系统,采用机器人和PLC联合控制变位机旋转和翻转,使待焊曲线焊缝处于最佳焊接位置,然后机器人进行自动焊接。
1 系统整体设计
弧形结构件如图1所示,属于曲线结构件的一种。它有4条在不同面上的弧焊缝(半V坡口),为方便机器人焊接,采用座式变位机调整焊缝空间位置。为了提高焊接生产效率,设置3个工位。其中工位1和工位3为固定工位,均由柔性平台构成,用于曲线结构件的组对;工位2由变位机构成,用于曲线结构工件的焊接。只需更换焊接工装或夹具并改变机器人程序,即可焊接曲线结构工件。工位布局如图2所示。

图1 弧形工件
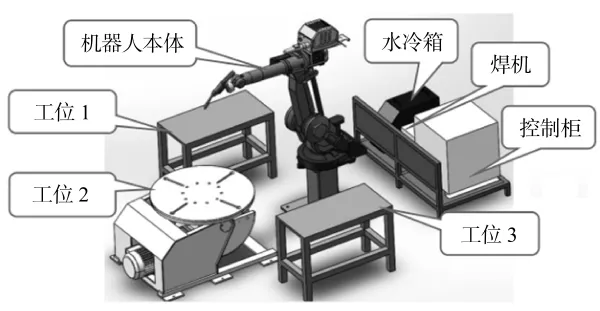
图2 工位布局
2 电气控制系统设计
焊接系统由库卡机器人本体、机器人控制器、焊机、PLC、触摸屏、接触传感器及电弧传感器组成,其框架如图3所示。采用西门子TP700 Comfort的触摸屏作为人机交互界面,通过DeviceNet总线实现机器人与焊机之间的实时通讯。由PLC和机器人联合控制变位机翻转和旋转,保证焊缝处于平焊或船型焊接位置。

图3 焊接系统框架
考虑曲线结构工件的焊接特点和生产成本,采用PLC控制变位机的翻转,通过控制变频器的输出频率来改变变位机的翻转速度。变位机的翻转控制方式分为手动和自动控制两种。
为了使空间复杂曲线焊缝始终处于最佳焊接位置,需要变位机与机器人在焊接过程中同步协调运动,即在焊接过程中变位机需要一直做旋转运动使焊缝处于最佳焊接位置,同时机器人调整焊枪位置和姿态,对焊缝实施焊接。为了方便工人现场操作,在示教功能上设置跟随运动控制,即当变位机运动时,机器人跟随运动,并与变位机保持相对关系。通过外部轴的示教控制和机器人的示教控制,生成了外部轴动作程序1和机器人动作程序2。同时启动程序1和程序2,即可实现机器人与外部轴的协调运动[5]。
3 系统控制流程
几何尺寸和位置误差以及焊接过程中工件受热引起的变形都会导致实际焊缝位置偏离示教轨迹。为了保证焊接质量的可靠性,系统采用接触传感器和电弧传感器进行精确寻位和实时修正示教轨迹。
接触传感器工作原理如图4所示。当焊丝未接触工件待检测位置时,由焊接电源、继电器焊丝和工件构成的回路A处于断开状态,继电器并未得电,机器人控制柜内的直流电源与继电器的常开触点相连的回路B也处于未接通状态。当焊丝与工件待检测位置接触并发生短路时,回路A闭合使继电器得电,其常开触点闭合,使回路B接通后产生一个电压信号,机器人控制柜检测到此电压信号时,记录焊枪所在的空间位置和角度。
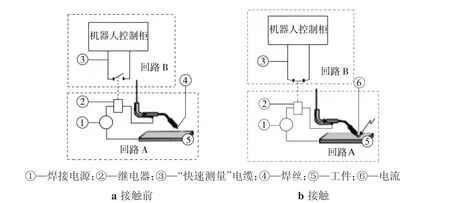
图4 接触传感器工作原理
示教时,先将焊丝与工件上指定的焊接起始点接触,机器人控制系统通过接触传感功能记录此起始位置作为基准位。
实际焊接中,在寻找相应焊缝的起始位置时,接触传感检测出一个新位置,机器人控制系统则比较该位置与基准位置得出偏差量,然后根据偏差量计算出补偿量,并将补偿量反映到实际焊接起始位置上。
在焊接过程中,工件受热不均引起热变形,导致示教轨迹偏离焊缝实际位置。本研究采用KUKA Arc Sense分流器箱Basic修正焊接轨迹。分流器箱含有电弧传感器,在摆动焊接时可以根据焊接电流反馈值的变化寻找焊缝中心,实时修正示教轨迹偏差。由于焊接电弧的长度与焊丝干伸长成正比,而焊丝干伸长与电流成反比,因此,焊接电流的变化可以反映摆动中心与坡口中心的偏移,如图5所示。
若实际焊缝位置未偏离示教轨迹,则焊枪摆动到左右极限位置时的焊接电流相同,无需修正机器人示教轨迹;若实际焊缝位置偏向示教轨迹左侧,则左侧极限位置的焊接电流变大,此时机器人轨迹需要向右侧修正;若实际焊缝位置偏向示教轨迹右侧,则右侧极限位置的焊接电流变大,此时机器人轨迹需要向左侧修正。
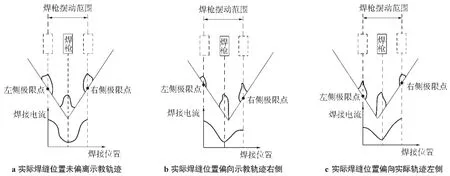
图5 电弧传感原理
示教时,首先打开主电源给机器人上电,系统初始化完成后选择示教模式,然后建立新程序,并选择合适的坐标系,根据示教原则,对于圆弧焊缝通常需要3个属性点采用圆弧插补方式确定示教轨迹,如图6所示。利用接触传感器找到焊缝的起始点P1、焊缝中间点P2和焊缝结束点P3,然后采用圆弧插补方式确定焊缝位置。通过变位机的翻转和旋转使每条焊缝均处于最佳焊接位置,然后按照上述方式完成所有焊缝的示教,示教流程如图7所示。完成工位2的装件工作后,通过示教器调出相应工件的焊接程序,按下启动键,机器人通过接触传感器找到焊接起始点,并按照示教程序进行焊接。在焊接过程中,电弧传感器实时检测焊缝,并根据偏差量调整示教轨迹,完成焊接任务。同时,操作人员可以在工位1或工位3进行曲线结构工件组对。

图6 圆弧示教轨迹

图7 示教流程
4 结论
设计的基于机器人的曲线焊接系统经过实际应用,其运行情况良好,焊接位置精确,各项指标都满足设计要求。本系统具有以下优点:
(1)自动化程度高,工人只需装卸工件操作,降低了工人的劳动强度。
(2)采用机器人焊接,通过更换工装或夹具和调用相应工件的焊接程序,就可以完成曲线结构件的焊接,提高了生产效率。
(3)采用接触传感器和电弧传感器可以精确寻位和实时修正示教轨迹,保证了焊接质量。
[1]刘丽丽.汽车连杆类焊接专机的设计[D].辽宁:沈阳工业大学,2008.
[2]哈恩晶.焊接机器人的应用现状与发展趋势[J].热加工,2004(5):16-18.
[3]莫金逐.焊接机器人在机械制造领域中的应用及发展趋势[J].现代焊接,2016(8):8-10.
[4]李志慧.大型堆焊变位机关键技术研究[D].河北:河北工业大学,2006.
[5]邵秋萍,刘极峰,王孜凌.基于外部轴控制的塞拉门机器人弧焊工作站[J].机械设计与制造,2006(9):117-119.
Research on curve welding system based on robot
YANG Qin1,LUO Deyang1,LI Tong2,LIU Qi1,CHEN Cheng1
(Southwest Jiaotong University,Material Science and Engineering institute,Chengdu 610031,China;2.Xihua University,Material Science and Engineering institute,Chengdu 610039,China)
In order to solve the problems of low efficiency and labor-intensive of manual welding and unstable welding quality of the curved structure workpiece,a welding system with high efficiency and high precision based on robot is designed.The system adopts PLC and robot to control the rotation and revolution of the positioner,which makes the welds always in the fillet welding position,and a touch screen is used to set up the speed of revolving and display the working state of the whole control system.The automatic welding of the curved structure workpiece is realized through the communication between the robot and the welding machine and the online teaching programming of the robot.In order to guarantee the welding quality,the contact sensing and arc sensing functions are used to precisely locate and modify the teaching track.The application result shows that the system has a good effect and achieves the desired design goals.
curved structure workpiece;robot;welding system
TG409
A
1001-2303(2017)11-0067-04
10.7512/j.issn.1001-2303.2017.11.14
本文参考文献引用格式:杨芹,骆德阳,李铜,等.基于机器人的曲线焊接系统[J].电焊机,2017,47(11):67-70.
2017-09-15
杨 芹(1989—),女,在读硕士,主要从事焊接设备及其自动化的研究。E-mail:swjtu-yq@foxmail.com。
