克令吊筒体与基座焊接工艺
2017-12-29王星,张浩,鞠展
王 星, 张 浩, 鞠 展
(泰州口岸船舶有限公司, 江苏 泰州 225321)
克令吊筒体与基座焊接工艺
王 星, 张 浩, 鞠 展
(泰州口岸船舶有限公司, 江苏 泰州 225321)
散货船建造过程中,克令吊基座回转齿圈的平面精度决定了吊机齿圈间的间隙,如间隙超标将影响克令吊的使用寿命,而克令吊筒体与基座间对接缝的焊接变形是影响回转齿圈平面精度的最重要因素。结合现场实际建造经验,从设计、工艺两个角度出发,提出一系列优化改进措施,重新编制焊接工艺用以控制接缝的焊接变形。从实际生产反馈的效果来看,可提高产品精度质量,降低生产成本。
克令吊;焊接变形控制;精度控制
0 引 言
根据相关规范要求,克令吊基座回转齿圈与吊机齿圈间间隙最大为0.2 mm(回转齿圈直径2.5~4.0 m),即克令吊基座回转齿圈平面精度误差必须小于0.2 mm[1],如达不到上述要求,将会影响克令吊的使用寿命,因此该项目也是船舶项目验收中的一个必检项。如果回转齿圈平面精度误差超出标准,船厂必须采取措施消除误差,一般采取人工打磨的方法,但超标过多只能聘请专业团队使用专业设备进行调整。不管采取何种调整措施,都会增加生产成本。为此,通过对实际建造过程的长期跟踪,笔者结合相关焊接知识以及指导文件,探讨优化焊接工艺,以期达到提高产品精度质量、降低生产成本的目的。
1 原理分析
本文所指“克令吊筒体与基座的对接缝”即图1所示的“焊缝A”。克令吊基座(包含回转齿圈)由供应商负责建造,即基座部分应视为一个整体。因此,焊缝A的焊接变形将直接影响到回转齿圈平面精度。

图1 焊缝说明
在焊接过程中,焊接接头区域受到不均匀的局部加热和冷却,其膨胀和收缩又受到周围低温金属的牵制而不能自由进行,这是产生焊接应力和变形的根本原因,其次是由于焊缝金属收缩、金属组织的变化及焊件刚性的不同所致。另外,焊缝在焊接结构中的位置、装配焊接顺序、焊接方法、焊接电流及焊接方向等对焊接应力与变形的大小、方向、分布等也具有一定影响[2]。焊接过程是一个不均匀的加热过程,焊后焊件必然存在焊接应力和焊接变形。
焊接变形的种类很多,大致分为纵向收缩变形、横向收缩变形、挠曲变形、角变形、波浪变形、错边变形、螺旋型变形等7类。对回转齿圈平面精度影响最大的是焊缝A的横向收缩变形。对接焊缝横向收缩量经验公式[3]为
B=0.18FH/δ
式中:FH为焊缝横截面积;δ为板厚,按克令吊筒体板厚30 mm、无间隙计算,自由状态下可收缩变形2~3 mm,远大于其允许误差0.2 mm。因此,必须通过合理的焊接工艺,达到控制收缩变形的目的。
通常从设计和工艺两个角度来控制焊接变形。控制克令吊筒体与基座对接缝横向收缩变形,可以从以下几个方面进行:(1)设计合理的焊缝节点形式;(2)严格控制装配间隙;(3)选择合理的焊接顺序;(4)选择合理的焊接工艺参数;(5)减少焊后热输入;(6)降低焊后返修率。
2 改进方案
2.1 设计合理的焊缝节点形式
修改坡口型式,由原先采取的X型坡口改为K型坡口,如图2所示。原先采用的坡口型式优点在于便于焊接、碳刨,但为保障克令吊高度方向的精度,筒体端口需加放余量,焊接坡口需现场手动开设,难以控制精度,易形成装配间隙。坡口型式修改后,筒体不开设坡口,基座坡口是数控切割开设,可以较好地避免上述问题的出现,同时可以降低熔敷量,进而减少热输入,达到减小焊接变形的目的。
2.2 严格控制装配间隙
如图2所示,装配间隙应为零。一方面,该对接缝的焊接采用双面焊工艺(先焊接内侧焊缝,外侧碳刨清根后焊接),如此在一侧焊接时不可能将焊接区域母材全部融透。如装配间隙为零,未熔化的部分母材对于焊缝金属的冷却收缩来说将发挥很大的约束作用。另一方面,装配间隙为零也可降低熔敷量,进而减少热输入,达到减小焊接变形的目的。可以通过以下几个方面来控制装配间隙:(1) 不再手工开设坡口,上文已有描述;(2) 筒体自身板缝靠近与基座对接端预设300 mm焊接保留,从而避免中组时开刀调整产生装配间隙;(3) 筒体建造时以上口为正作边,保证对接端平整度;(4) 如存在装配间隙,必须在筒体端部堆焊消除间隙,堆焊时不得相连,如图3所示。
2.3 选择合理的焊接顺序
原先采用的焊接顺序适用于立式建造,躺式建造时采用对称分段退焊法[4],如图4所示(图中标注数字按筒体直径2 400 mm计算)。焊接每一层时都按图示顺序进行,即焊接每一侧焊缝时应按图示顺序循环3次以上。使用该焊接顺序的主要目的在于减小焊缝各部位的温度差,同时对称收缩,进而减小焊接应力与变形。
2.4 选择合理的焊接工艺参数
大电流、高焊速状态下焊接,焊接温度场的变化幅度较小、电流低、焊速有所增加, 从而产生的应力与变形也相应增大,因此选择小电流、低焊速的焊接工艺参数[5],如表1所示。
始鉴于河南黄河沿岸的堡夫不谙熟堤防的修筑,雍正帝便抽调千名江南河兵调至河南,对黄河沿岸的堤坝险要地段进行修筑与管理。江南河兵调至河南协助河汛,因此对他们多有优待,但是他们懈怠工作,态度散漫,目无法纪,以致于朝廷虽有调兵协助防务,但是并没有收到实际效果。

图2 坡口型式

图3 堆焊示例及前后对比

图4 焊接顺序
2.5 减少焊后热输入
焊接完成后局部性质的热输入会造成局部收缩变形,从而影响整体平面精度,因此必须尽可能减少焊后热输入,例如基座与筒体中组完成后清除码板,在焊接对接缝之前完成筒体附件(人孔、梯道等)的安装,对筒体自身板缝补焊完毕后再焊接对接缝等。
2.6 降低焊后返修率
主要通过以下措施降低焊后返修率:
(1) 焊工必须取得相应等级的焊工证书,方可从事焊接工作。焊工焊接前应熟悉相关焊接工艺要求。
(2) 在潮湿条件下或待焊区域有雨、露、冰霜时,必须烘干后焊接;大风天气无防护措施不得焊接。当环境温度低于0℃时,焊前必须将母材预热到20℃以上,且在焊接过程中也应保持这一最低温度。
(3) 焊前认真清除坡口及两侧约20 mm范围内的铁锈、水、油污等杂质。
(4) 焊接过程中,每焊完一道应清渣检查焊缝表面是否存在缺陷,如有缺陷立即处理。
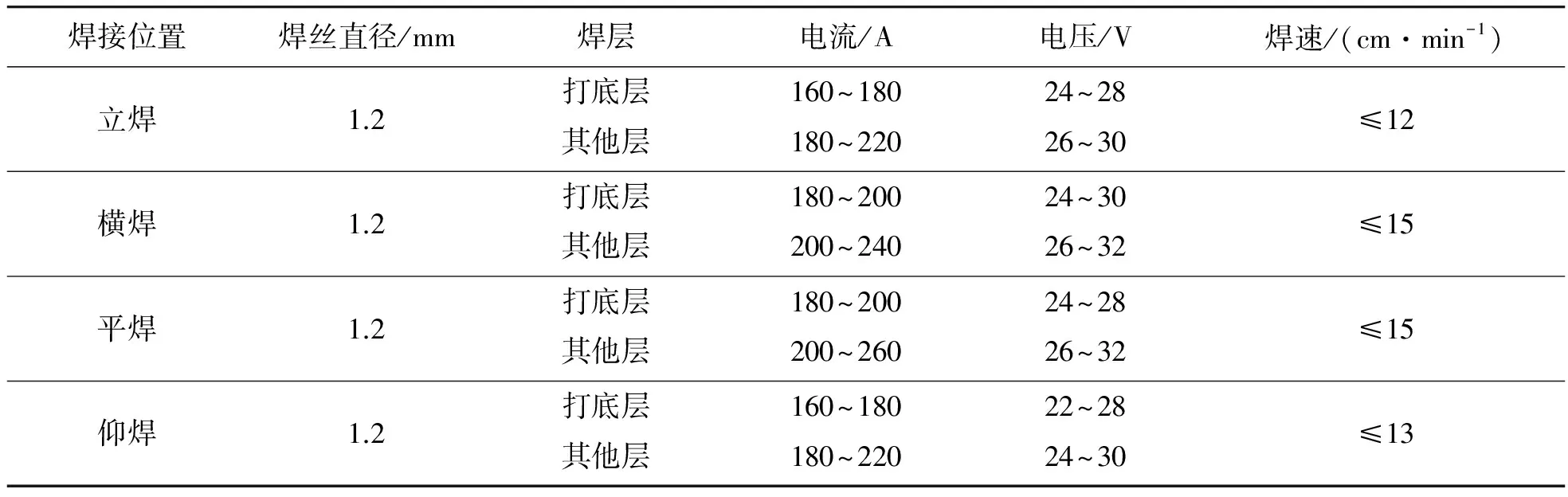
表1 焊接工艺参数
3 实践验证
3.1 测量方法
所有测量均使用同一台仪器:瑞典Easy-laser激光对中仪。仪器运用激光极佳的方向性(光束发散角极小、直线传播)以及单色性(波长单一、抗干扰、易接收)两大特点,由3部分组成:PDA手持电脑,激光发射器,激光接收器。发射器能够旋转发射同一平面内的激光束,接收器置于回转齿圈平面若干点接收激光并反馈信息,经电脑分析得出平面度数据(如图5所示)。
3.2 实测数据
在泰州口岸船舶有限公司某系列散货船建造过程中应用本改进工艺。表2是未应用本工艺的实测数据,表3是应用本工艺的实测数据。

图5 Easy-laser测量数据示例

表2 5#船实测数据(未应用改进工艺) mm
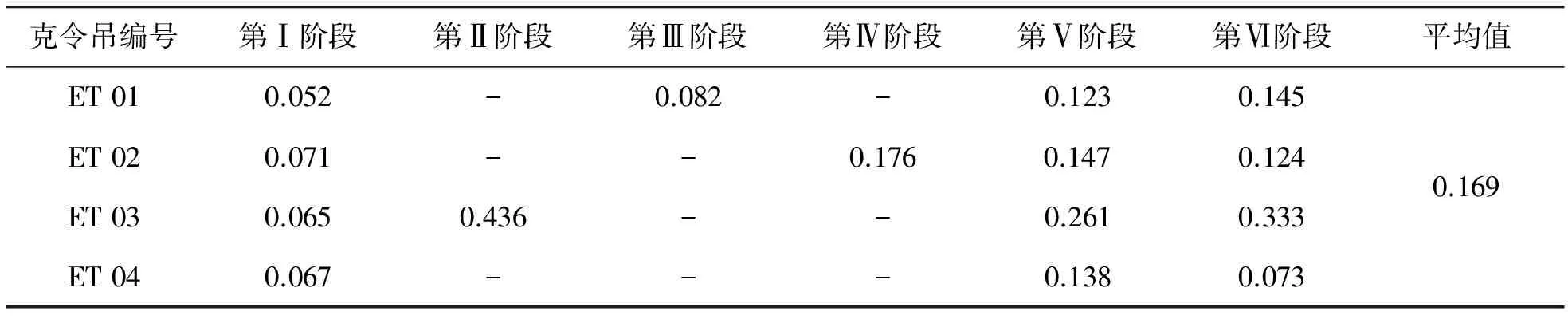
表3 6#船实测数据(应用改进工艺) mm
4 结论
(1) 运用本工艺焊接的克令吊,其回转齿圈平面度在船台搭载时测量平均误差为0.169 mm,符合相关规范要求。
(2) 根据2条船的实测数据,运用本工艺焊接的克令吊回转齿圈平面度平均误差为未运用本工艺的13%。
(3) 克令吊筒体与基座间对接缝的焊接对基座回转齿圈的平面精度有很大影响。
(4) 本工艺能够减小克令吊筒体与基座对接缝的横向收缩变形,从而保障回转齿圈的平面精度,达到提高产品质量、降低生产成本的目的。
[1] MACGREGOR, DFW Kouan SY-Nasco TK1101~TK1104 (2-14023.01-04) rev A,Section 6[S],2015-05-26.
[2] 曾平. 船舶材料与焊接[M]. 哈尔滨: 哈尔滨工程大学出版社, 2006.
[3] 张彦华. 焊接结构原理[M]. 北京: 北京航空航天大学出版社, 2011.
[4] 李毫, 张少勇. 超大型船厂门座起重机大针轮支承环制造技术探究[J]. 装备制造技术, 2015(11):239-240.
[5] Lloyd's Register of Shipping. Rules and Regulations for the Construction and Classification of Steel Vessels[M].RareBooks Club.com,2012.
WeldingProcessofCraneCylinderandFoundation
WANG Xing, ZHANG Hao, JU Zhan
(Taizhou Kouan Shipbuilding Co., Ltd., Taizhou 225321, Jiangsu, China)
During the construction of bulk carriers, the flatness of the rotary gear ring of the lifting foundation determines the interval between gear rings. If the interval exceeds the standard, the service life of the crane will be affected. The welding deformation of the joint between the lifting cylinder and the foundation is the most important factor affecting the plane accuracy of the rotary gear ring. Based on the actual experience of the construction site, a series of improvement measures are proposed from the aspects of design and process to recompile the welding process to control the welding deformation of the joints. From the actual production feedback effect, the original intention of improving the accuracy of product quality and reducing production cost is met.
crane; welding deformation control; accuracy control
王 星(1988-),男,助理工程师,主要从事船舶焊接工艺研究
1000-3878(2017)06-0073-05
U671
A
