游梁式抽油机曲柄剪刀差检测方法研究
2017-12-28杨红兵闫凯卫栋田新新韩华刚
杨红兵,闫凯,卫栋,田新新,韩华刚
(1.中国石油集团石油管工程技术研究院;2.石油管材及装备材料服役行为与结构安全国家重点实验室,陕西 西安 710077)
游梁式抽油机曲柄剪刀差检测方法研究
杨红兵1,2,闫凯1,2,卫栋1,2,田新新1,2,韩华刚1,2
(1.中国石油集团石油管工程技术研究院;2.石油管材及装备材料服役行为与结构安全国家重点实验室,陕西 西安 710077)
曲柄剪刀差是影响游梁式抽油机传动系统质量的关键参数。本文分析了现有曲柄剪刀差检测方法的优缺点,提出一种能准确检测、操作简单、实用性强的抽油机曲柄剪刀差检测新方法,现场实践表明应用效果良好。
抽油机;曲柄剪刀差;检测方法;
抽油机作为油田生产的重要设备,其整机平稳性、可靠性和安全性是保证抽油机平稳低耗高效运行的保障。曲柄是游梁式抽油机中将旋转运动转化为往复运动的重要部件,其质量直接影响游梁式抽油机的整体性能。游梁式抽油机相关标准对抽油机曲柄剪刀差做了明确要求,制造厂也将其作为游梁式抽油机质量检验的重要内容。
国标G B/T 29021-2012《石油天然气工业 游梁式抽油机》中定义“两曲柄剪刀差”为“距离旋转中心最远的两曲柄销孔中心线之间的距离”,但没有规定具体的检测方法。两曲柄剪刀差检测方法是否恰当会直接影响检测结果的准确性及检测的实际应用性。目前国内抽油机生产厂采用的曲柄剪刀差检测方法各异,通过分析现有剪刀差检测方法,提出一种能准确检测、操作简单、实用性强的抽油机曲柄剪刀差检测方法,有利于游梁式抽油机的质量控制与提升。
1 抽油机曲柄剪刀差检测方法分析
根据G B/T 29021中两曲柄剪刀差的定义,较难直接检测“距离旋转中心最远的两曲柄销孔中心线之间的距离”,可采用间接方法进行检测。目前国内工厂多采用检验棒法测量曲柄剪刀差,也有人研究采用激光检测仪进行曲柄剪刀差测量的方法。
1.1 采用检验棒法测量曲柄剪刀差
很多工厂采用借助检验棒检验的方法来检测两曲柄剪刀差,该方法在抽油机载满载荷运转后进行检测。检测步骤如下。首先,将检验棒穿入一侧曲柄的孔中,然后在检验棒与减速器输出轴上放置一块平垫板,该平垫板需要相当的刚度;待平垫板稳定后在其上放置框式水平仪,通过在平垫板与检验棒之间插入千分片进行检测;用上述同样的方法在另一侧进行检测,将两侧的检测数据相比较,以最大值为“两曲柄剪刀差”数值。如剪刀差值太大,利用可调支撑调整曲柄,使两曲柄剪刀差在其允许范围为止,检测过程示意图如图1。
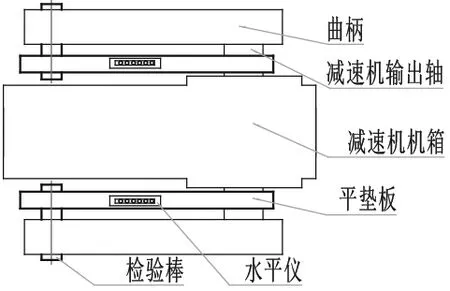
图1 曲柄剪刀差检测位置示意图
这种方法通过在曲柄销孔中插入检验棒,再通过平垫板建立起检验棒与减速箱输出轴的连接,再通过水平仪来多重间接测量两曲柄剪刀差,属于多重间接测量。平垫板的刚度、平直度、水平仪的精度、塞尺的配合以及现场人员操作等都会增加测量误差,最终影响检测结果。
1.2 采用激光检测仪进行测量
针对检验棒法存在的多重间接检测以及各种因素影响检测结果的情况,有人研究出一种剪刀差激光检测仪(中国国家专利C N2 0 13249604 U)来进行剪刀差检测。该剪刀差激光检测仪由标机和把机构成,如图2所示。左侧部分为把机,安装有刻度坐标板。右侧为标机,按装有激光笔。检测前应将两个机座上激光笔和刻度坐标在水平仪上进行校零。检测时利用控制磁通的磁通开关使两个原件牢固地吸附在曲柄的两端,通过光标笔指示的读数可以得到数值,确定抽油机的曲柄剪刀差是否合格。

图2 曲柄剪刀差激光检测仪示意图
这种仪器在理论上会提高检测的精确性,但是检测成本高,对操作人员素质要求高,并且电子产品本身会带来不稳定的因素,影响生产检验,实际应用性较低。
2 一种曲柄剪刀差检测新方法
采用合适的检测方法,对提高抽油机两曲柄剪刀差测量准确性和现场应用性有重要意义和工程实际价值。分析现有检测方法的优缺点,提出一种曲柄剪刀差检测新方法。该方法利用水平仪直接测量两曲柄倾斜比,通过测量的倾斜比和曲柄销孔中心与旋转中心的距离来计算得到两曲柄剪刀差。
具体检测步骤:步骤一,抽油机整机负载试验后,两曲柄转停至水平位置,分别测量出两曲柄的倾斜比α和β;步骤二,将检测出的所述倾斜比以及曲柄销孔中心与旋转中心的距离代入剪刀差计算公式得到抽油机两曲柄剪刀差,计算见式1。

式中,α为一个曲柄倾斜比,β为另一个曲柄倾斜比。
检测示意见图3,其中J为两曲柄剪刀差值, S为水平仪。曲柄尺寸示意见图4,其中d为曲柄销孔中心K 1与旋转中心K 2的距离,A和B为两曲柄的检测平面。

图3 两曲柄剪刀差检测示意图
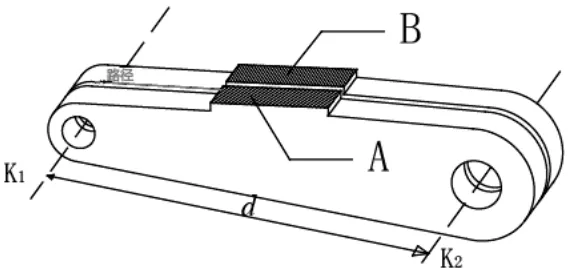
图4 曲柄尺寸示意图
在制造安装于同一抽油机的两曲柄的曲柄销孔和旋转中心孔时,一次加工出两曲柄的所述检测平面,保证两曲柄的所述检测平面在同一个平面上,并且与曲柄销孔与旋转中心孔之间的中心孔轴线平行。可采用刨、铣方式一次加工出两曲柄的所述检测平面。使用水平仪分别测量两曲柄倾斜比,测量时只需要两曲柄转停在水平仪能够测量的相对水平的位置即可,并不需要两曲柄转停在绝对水平的位置。
采用此方法对某台C Y J 6-2.5-18 HY型抽油机两曲柄剪刀差进行检测。抽油机组装并负载试验后,调整曲柄转停位置,大概保持曲柄检测面处于水平位置。将水平仪放置于左曲柄检测面A上,水平仪上主水准泡的气泡向左移动了51个刻度(该水平仪标称分度值为0.02 mm/m),测出左曲柄倾斜比然后将水平仪放置于右曲柄检测面B上,水平仪上主水准泡的气泡向左移动了112个刻度,测出右曲柄倾斜比
从设计图纸和曲柄加工中直接获得曲柄销孔中心和曲柄中心孔的距离即为曲柄销孔中心与旋转中心的距离d=0.65 m。将各数值代入两曲柄剪刀差计算公式,计算出该台C Y J 6-2.5-18 HY型抽油机两曲柄剪刀差J为0.79 mm,符合标准要求。
3 结语
两曲柄剪刀差是游梁式抽油机整机质量性能的关键参数,准确、高效的检测出两曲柄剪刀差参数是抽油机整机性能的保障。目前常用的检测棒法存在多重间接测量带来的较大误差,而采用激光检测仪的方法检测成本高、仪器性能不稳定。本文提出一种新的两曲柄剪刀差检测方法,减少了多重间接测量引入的误差,人工操作少,降低了人员操作引入的误差,提高了检测准确性。现场应用表明,这种新的抽油机两曲柄剪刀差检测方法使用效果良好,实用性强。
[1]陈揖国,杨洪茂.游梁式抽油机的状态检测与故障诊断[J]. 中国设备工程,2003,1:37-39
[2]姚谋谋,王煜.油田抽油机常见故障分析及处理方法[J]. 产业与科技论坛,2011, 10 (4):107-108.
[3]G B/T 29021-2012,石油天然气工业-游梁式抽油机 [S] .
[4]皇甫建平,林泉,李绍奇等.抽油机“两曲柄剪刀差”检测方法的分析与探讨[A]. 第四届十三省区市机械工程学会科技论坛暨2008海南机械科技论坛论文集,2008, 10:867-869.
[5]刘敏勇.抽油机曲柄剪刀差激光检测仪[J].油气田地面工程,2013, 32(11):146.
T E 933
:A
:1671-0711(2017)12(下)-0070-02