亚麻籽脱壳机脱壳性能试验研究
2017-12-15丁进锋赵凤敏曹有福李树君
丁进锋,赵凤敏,曹有福,李树君
(中国农业机械化科学研究院,北京 100083)
亚麻籽脱壳机脱壳性能试验研究
丁进锋,赵凤敏,曹有福,李树君
(中国农业机械化科学研究院,北京 100083)
研究影响亚麻籽脱壳机脱壳率和损失率的有关参数,可提高亚麻籽脱壳效率。为此,研究了亚麻籽含水率、沙盘转速、沙盘间隙对亚麻籽脱壳率和破碎率的影响,并利用Design-Expert中的响应面中心组合法优化脱壳条件。结果表明:亚麻籽含水率、沙盘转速、沙盘间隙对脱壳率和损失率有显著的影响。同时,利用响应面建立亚麻籽脱壳数学模型,确定了亚麻籽脱壳最佳条件:亚麻籽含水率1.65%、沙盘转速为1 670r/min、沙盘间隙为1.60mm。在此条件下,亚麻脱壳率为60.8%,试验值与预测值的误差为3.93%;脱壳损失率为5.37%,与预测值的误差为4.27%。
亚麻籽;脱壳;响应面
0 引言
亚麻籽是我国第四大油料作物,主要分布于内蒙古、山西、甘肃、青海及宁夏等地[1-3]。亚麻籽营养价值丰富,含有亚麻酸、亚麻胶、木酚素、多糖等多种生物活性物质,油脂含量为34%~45%,属于高油料作物。其中,亚麻酸、亚油酸等不饱和脂肪酸含量在90%以上[4-5],具有调节血脂、抑制胆固醇升高等营养保健作用和药疗价值。亚麻壳中含有约8%的亚麻胶[6],具有良好的稳定、乳化及保水等功能,是一种天然食品添加剂。亚麻壳中的木酚素具有抗氧化、抗肿瘤等作用,其含量受到产地、品种、气候和种植条件等因素的影响[7-9]。
在我国,亚麻籽普遍采用全籽利用,主要用于榨油,制油后的饼粕经过除粘和脱毒处理,直接作为动物饲料,未进行深加工,利用率不高[10]。因此,根据亚麻籽结构特点和各组分在亚麻籽中的分布,将亚麻壳和亚麻仁分离,再分别对亚麻壳和亚麻仁中的活性物质加以利用,已成为国内外亚麻籽综合利用的基本思路。
一般物料多采用机械方式脱壳,由于不同物理的外壳性质不同,需要选择适应的脱壳方式和设备,常用的脱壳方式有撞击式[11]、挤压式[12]及碾搓式[13]等。
亚麻籽形状为扁平椭圆形,其壳坚硬厚实且光滑,与亚麻仁结合非常紧密,壳、仁所占比例相当,很难分离。我国已研制了一些亚麻籽脱壳机械,但多处于实验室阶段,均采用碰撞、剪切等方式脱壳[14-16]。该方式脱壳效率低,破碎率较高,原料损失大,远不能满足亚麻籽深加工发展的需要。为此,基于自行研制的亚麻籽脱壳机,对影响亚麻籽脱壳机的主要因素进行试验,并对其条件进行优化。
1 试验材料与方法
1.1 试验材料与仪器
亚麻籽购于中国内蒙古地区,剔除杂质和破碎的亚麻籽。
仪器:TP-1101电子天平,赛多利斯科学仪器北京有限公司;101-IEBS电热鼓风干燥箱,北京永光明医疗仪器厂;200×17塞尺,北京市卓越世联国际贸易有限公司;DT-2234B光电转速表,广州兰泰仪器有限公司。
1.2 试验装置
试验装置主要由机架、静沙盘、动沙盘、变频电机、进料斗及皮带轮等组成,如图1所示。工作时,料斗中的亚麻籽经喂料调节装置进入脱壳腔体内,在离心力的作用下,亚麻籽向外运动;沙盘回转运动产生碾搓作用及亚麻籽自身的碾搓作用使得亚麻籽壳与仁分离,达到脱壳目的。
1.3 试验方法
分别选取亚麻籽含水率、脱壳机沙盘转速及沙盘间隙3个因素,以脱壳率、损失率为试验指标,探讨3个因素对试验指标的影响。利用Box-Benhnken中心组合原理,设计三因素三水平试验优化亚麻籽脱壳工艺。

1.料斗 2.喂入量调节装置 3.静沙盘 4.动沙盘 5.机架 6.变频电机 7.皮带轮 8.传动轴
取亚麻籽约100g,经脱壳后利用不同大小尺寸筛网分离亚麻籽混合物中的亚麻仁、亚麻壳、未脱壳的亚麻籽及粉末。脱壳率Y1计算
(1)
式中Y1—亚麻籽脱壳率(%);
W0—脱壳亚麻籽总质量(g);
W1—脱壳后亚麻籽混合物中亚麻仁的质量(g);
W2—脱壳后亚麻籽混合物中亚麻壳的质量(g)。
损失率Y2为
(2)
式中Y2—亚麻籽脱壳损失率(%);
W0—脱壳亚麻籽总质量(g);
W3—脱壳后亚麻籽混合物中粉末的质量(g)。
2 试验结果与分析
2.1 试验因素对脱壳率和损失率的影响
不同含水率对脱壳率及损失率的影响如图2所示。随着亚麻籽含水率的不断降低,亚麻籽脱壳率、损失率逐渐增大。当亚麻籽含水率从2.57%降到1.50%时,脱壳率从41.3%上升到47%,显著增大(P<0.05),损失率从4.17%增加到4.50%(P<0.05)。当亚麻籽含水率降低到0.67%及0.03%时,脱壳率和损失率均呈上升趋势;但脱壳率上升无显著性差异(P>0.05),损失率增加至5.92%,上升明显(P<0.05)。
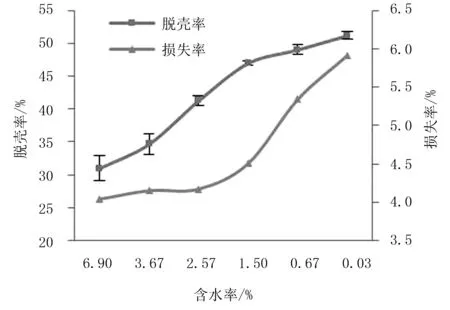
图2 亚麻籽含水率对脱壳率和损失率的影响
图3为沙盘间隙对亚麻籽脱壳率和脱壳损失率的影响。随着两个沙盘间隙从2.8mm逐渐缩小到1.2mm时,亚麻籽的脱壳率逐渐增加,同时脱壳损失率也逐渐增大。当沙盘间隙从2.0mm减小到1.5mm时,亚麻籽脱壳率从47%增加到50.60%(P<0.05);当沙盘间隙减小到1.2mm时,亚麻籽脱壳率增加到51.32%,与50.60%的脱壳率(沙盘间隙1.5mm时)无显著差异(P>0.05)。对于亚麻籽脱壳损失率,当沙盘间隙从2.0mm减小到1.2mm时,其几乎呈直线升高,从4.36%增加到7.67%。
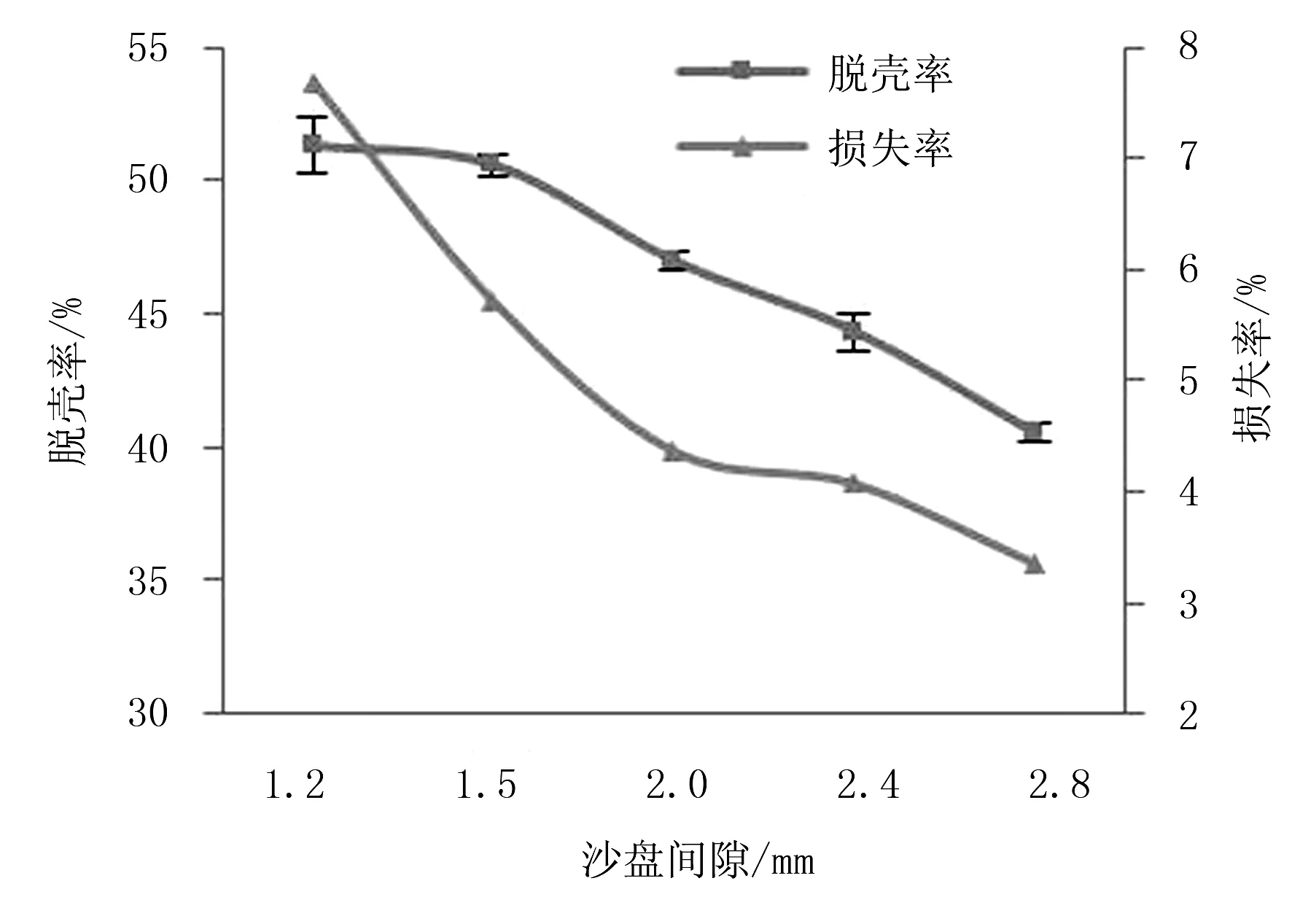
图3 沙盘间隙对脱壳率和损失率的影响
沙盘转速对亚麻籽脱壳率和损失率的影响如图4所示。本试验中通过调节变频电机的频率实现沙盘不同的转速,不同频率对应转速如表1所示。

表1 频率与转速对应表
当沙盘转速从1 192r/min升高到1 790r/min时,亚麻籽脱壳率和损失率均逐渐升高,分别从40.75%升高到62.45%、3.10%升高到7.75%。

图4 沙盘转速对脱壳率和损失率的影响
2.2 响应面优化亚麻籽脱壳工艺
根据单因素试验结果,采用响应面(RSM)中BOX-Behnken中心组合试验设计原理,以亚麻籽含水率(A)、沙盘转速(B)及沙盘间隙(C)为自变量,以亚麻籽脱壳率(Y1)和脱壳损失率(Y2)为响应值,设计三因素三水平的响应面分析试验。试验分析因素及水平如表2所示。
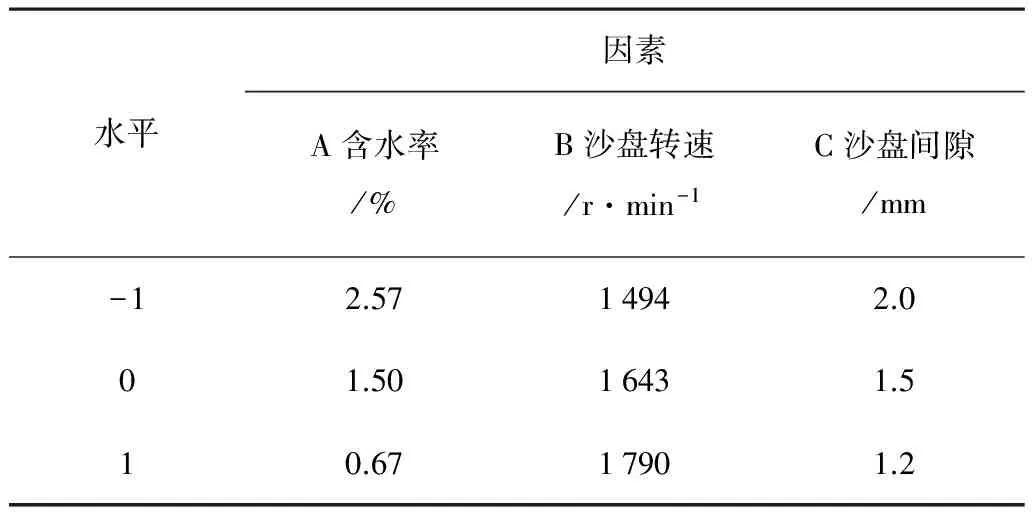
表2 响应面法分析因素及水平
响应面分析结果如表3所示。试验结果采用Design-Expert8.0软件中的ANOVA分析,进行回归分析,得到试验因素对响应值的回归方程为
Y1=58.51+3.85A+5.93B+1.93C+1.22AB+
0.93AC+0.88BC-1.06A2-5.3B2-2.3C2
Y2=5.19+0.48A+0.43B+0.39C+0.32AB+
0.24AC+0.20BC+0.11A2+0.089B2+0.34C2
表4和表5分别为亚麻籽脱壳率和损失率的方差分析结果。从中可以看出:所得Y1和Y2的回归方程模型极显著,且失拟项检验不显著。这说明此回归模型很理想,用方程Y1和Y2拟合3个因素与脱壳率和损失率之间的关系是可行的,因此可用该回归模型代替试验真实点对试验结果进行分析。从亚麻籽含水率、沙盘转速及沙盘间隙3个因素对亚麻籽脱壳率的影响来看,Y1回归方程的一次项均对亚麻籽脱壳率有极显著的影响,且影响顺序依次为B>A>C,二次项B2和C2也对亚麻籽脱壳率有显著影响,二次项A2和交互项对脱壳率的影响不显著,表明响应值的变化很复杂,各个因素对亚麻籽脱壳率的影响不是简单的线性关系,3个因素存在交互作用。而对于损失率回归方程Y2,其一次项对脱壳损失率有极显著影响,且影响顺序为A>B>C,二次项C2和交互项AB对损失率有显著影响,而二次项A2、B2和交互项AC、BC对损失率的影响不显著,同样说明各个因素之间存在交互作用。
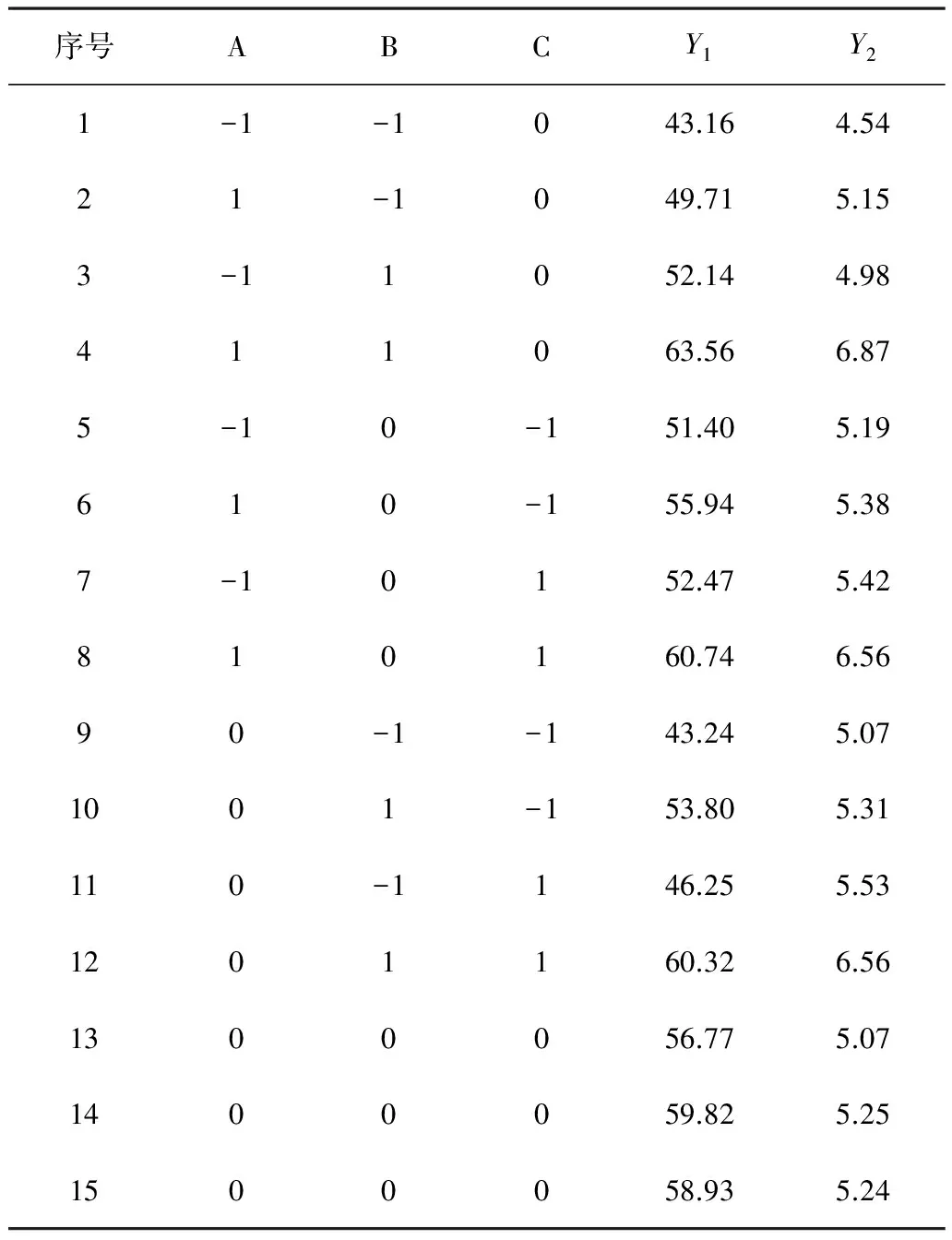
表3 响应面试验方案及结果
RSM方法的图形是特定响应面Y对应因素A、B、C构成的一个三维空间在二维平面上的等高图,可以直观地反映各因素相互作用对响应值的影响。从试验所得响应面分析图上可看出它们在反应过程中的相互作用,圆形表示两因素交互作用不显著,椭圆表示两因素交互作用显著[17],结果如图5~图10所示。
从图5~图10可以看出:降低亚麻籽含水率使得其脱壳率提高,但随着含水率降低,其韧性降低,表现出脆性,因此其损失率也增加。减小沙盘间隙使得沙盘与亚麻籽之间的摩擦力增大,使其脱壳率和损失率均表现出增加趋势;但若两沙盘的间隙减小至亚麻籽厚度时,就会使亚麻籽堵塞在两沙盘之间,损失率增加。沙盘转速增加使亚麻籽脱壳率提高,同时脱壳损失率也增加。

表4 亚麻籽脱壳率方差分析表
p<0.05,差异显著;p<0.01,差异极显著。
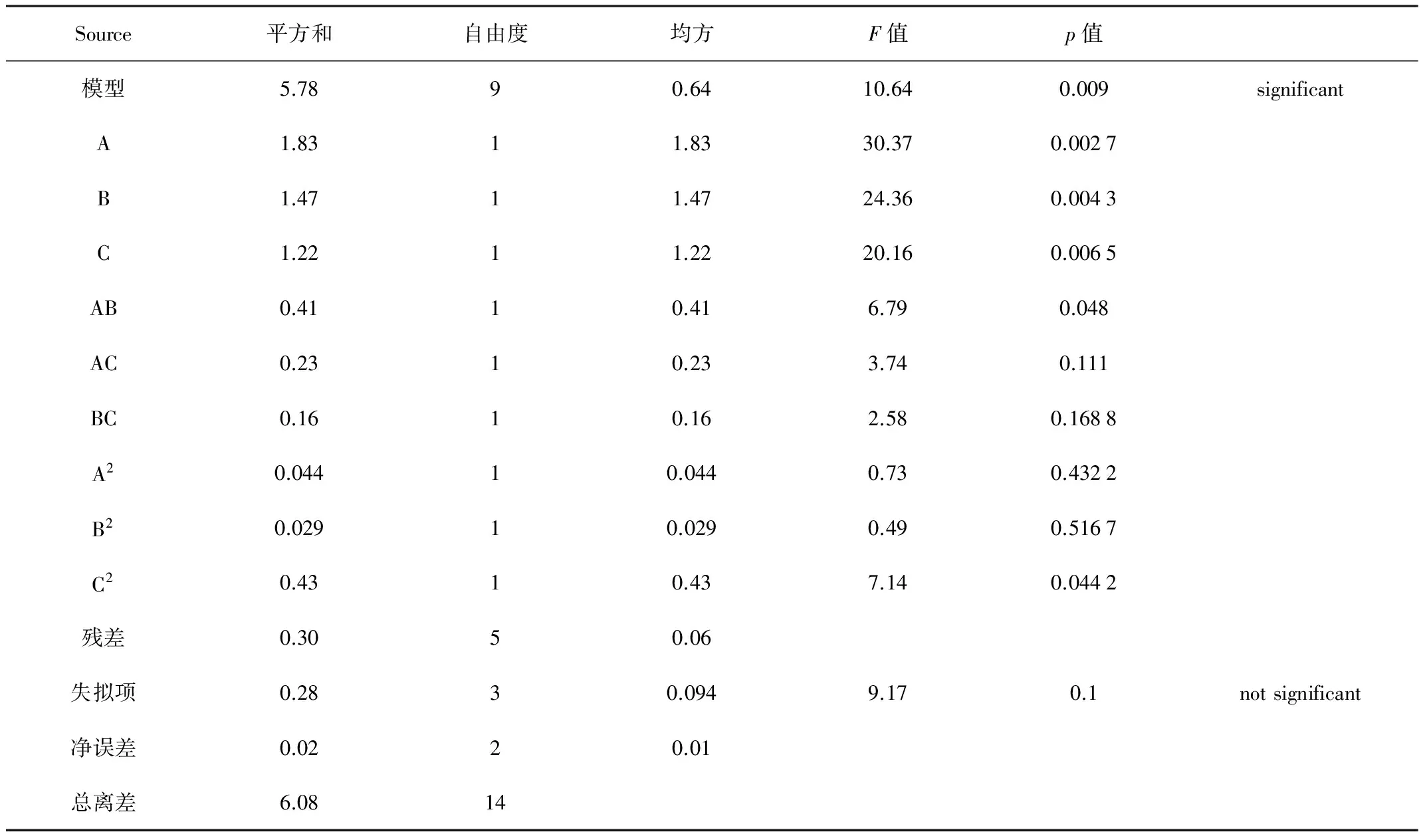
表5 亚麻籽脱壳损失率方差分析表
p<0.05,差异显著;p<0.01,差异极显著。
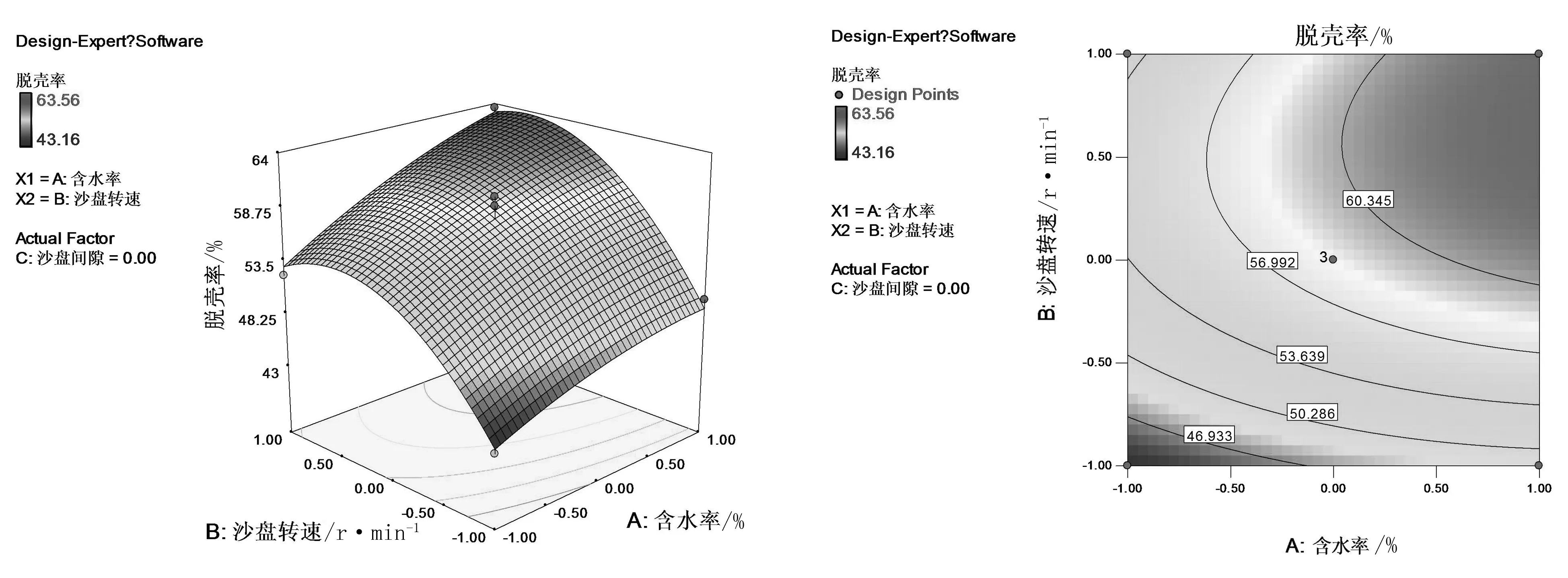
图5 含水率和沙盘转速对脱壳率的响应面和等高线

图6 含水率和沙盘间隙对脱壳率的响应面和等高线

图7 沙盘间隙和沙盘转速对脱壳率的响应面和等高线
图8 含水率和沙盘转速对损失率的响应面和等高线

图9 含水率和沙盘间隙对损失率的响应面和等高线

图10 沙盘间隙和沙盘转速对损失率的响应面和等高线
对回归模型进行数学分析,得到亚麻籽脱壳最佳工艺为亚麻籽含水率为1.65%,沙盘转速为1 673r/min,沙盘间隙为1.575mm。在此条件下,亚麻籽预测脱壳率为58.5%,脱壳损失率为5.15%。为了验证实验的可靠性,采用最佳脱壳条件下进行脱壳,考虑到实验操作的可靠性,将亚麻籽最佳脱壳工艺修正为亚麻籽含水率1.65%,沙盘转速为1 670r/min,沙盘间隙为1.60mm。在此条件下,亚麻脱壳率为60.8%,与预测值的误差为3.93%;脱壳损失率为5.37%,与预测值的误差为4.27%。
3 结论
1)采用两沙盘对亚麻籽进行碾搓及亚麻籽自身碾搓作用使亚麻籽脱壳,该方式能够对亚麻籽进行有效的脱壳,同时满足亚麻籽深加工机械化生产的要求。
2)研究亚麻籽含水率、沙盘间隙及沙盘转速对亚麻籽脱壳率和损失率的影响,降低含水率、减小沙盘间隙及增加沙盘转速都会使得亚麻籽脱壳率升高,但也会使得脱壳损失升高。
3)采用响应面法优化亚麻籽脱壳条件为亚麻籽含水率1.65%,沙盘转速为1 670r/min,沙盘间隙为1.60mm。在此条件下,亚麻脱壳率为60.8%,与预测值的误差为3.93%;脱壳损失率为5.37%,与预测值的误差为4.27%。
[1] 赵毅.亚麻籽的功能性成分及其在食品工业中的应用价值[J].山西食品工业,2005(2):31-33.
[2] 孙爱景,刘玮.亚麻籽功能成分提取及其应用[J].粮食科技与经济,2010,35(1):44-45,50.
[3] 胡晓军.亚麻产业技术发展现状与政策[J].山西农业科学,2010,38(7):8-10.
[4] 兴丽,赵凤敏,曹有福,等.不同产地亚麻籽矿物质元素及脂肪酸组成的主成分分析[J].光谱学与光谱分析,2014,34(9):2538-2543.
[5] Dorrel D G. Distribution of fatty acids within the seed of flax [J].Canada Journal of Plant Science, 1995, 50: 71-75.
[6] 李群,梁霞,胡晓军.亚麻籽脱皮技术及分离技术研究[J].中国油脂,2006,31(10):35-36.
[7] Meagher L P, Beecher G R. Assessment of Data on the Lignan Content of Foods[J].Journal of Food Composition and Analysis, 2000,13(6):935-947.
[8] Zimmermann R, Bauermann U, Morales F. Effects of growing site and nitrogen fertilization on biomass production and lignan content of linseed (Lmum usitatissimtan L)[J].Journal of the Science of Food and Agriculture, 2006, 86(3): 415-419.
[9] Blitz C L, Murphy S P, Au D L M.Adding lignan values to a food composition database[J].Journal of Food Composition and Analysis, 2007, 20: 99-105.
[10] 张文斌.亚麻木酚素的提取纯化与生物活性研究[D].无锡:江南大学,2007.
[11] 李群,胡晓军,梁霞,等.亚麻籽脱皮分离方法及设备:中国,CN1883808A[P].2006-12-27.
[12] 邓占国,邓亚东,张兴.一种亚麻籽脱皮分离装置:中国,CN201959823U[P].2011-09-07.
[13] 吴雪弘,王源浩.一种亚麻籽脱皮分离装置:中国,CN202823460U[P].2013-03-27.
[14] 郭贵生,吕新民,郭康权,等.油菜籽脱壳机脱壳性能试验研究[J].农业机械学报,2007,36(1):148-149,154.
[15] 郑传详.莲子脱壳机设计与试验[J].农业机械学报,2003,34(5):106-108.
[16] 樊涛,吴兆迁,曲振兴,等.辣木子脱壳机的设计与试验[J].林业机械与木工设备,2009,37(4):20-21.
[17] 宋晓燕,高彦祥,袁芳.响应面法优化羊胎粉中抗氧化多肽制备工艺的研究[J].食品科技,2008,33(11):237-241.
Experiment on Shelling Machine of Flaxseed
Ding Jinfeng, Zhao Fengmin, Cao Youfu, Li Shujun
(Chinese Academy of Agricultural Mechanization Sciences, Beijing 100083, China)
The parameters that influent the shelling rate and loss rate were studied to enhance the shelling efficiency.The factors affecting the shelling rate were studied in the experiments, and the optimization parameters were conducted with the central-composite of response surface methodology in deign-expert software.The results showed that moisture content, millstone speed and millstone gap could significantly influent the shelling rate and loss rate.The mathematical model of shelling was established, and the optimization parameters were moisture content 1.65%,millstone speed 1670rmp and millstone gap 1.60mm. Under this condition, the shelling rate was 60.8%,and the error of the test value and the predicted value was 3.93%, and the loss rate was 5.37%,the error was 4.27%.
flaxseed; shelling; response surface methodology
2015-11-28
科技部国家国际合作项目(2012DFA31250)
丁进锋(1984-),男,河北邢台人,博士研究生,(E-mail) djfeng_0617@163.com。
李树君(1962-),男,北京人,研究员,博士生导师,(E-mail)lisj@caams.org.cn。
S565.9;S225
A
1003-188X(2017)01-0158-07
