无针搅拌摩擦点焊技术*
2017-12-14李文亚杨夏炜王卫兵
褚 强,李文亚,杨夏炜,王卫兵
(1.西北工业大学 材料学院,西安 710072;2.中国搅拌摩擦焊中心,北京 100024)
无针搅拌摩擦点焊技术*
褚 强1,李文亚1,杨夏炜1,王卫兵2
(1.西北工业大学 材料学院,西安 710072;2.中国搅拌摩擦焊中心,北京 100024)
为了消除搅拌摩擦点焊固有的“匙孔”缺陷,采用无针搅拌摩擦点焊(probeless friction stir spot welding,P-FSSW)工艺,在不同的焊接参数下对新型铝锂合金2198-T8进行了点焊试验,并分析了点焊接头的金相组织及其力学性能。结果表明,无针搅拌摩擦点焊工艺可以有效消除 “匙孔”缺陷,但受工艺限制,无针搅拌摩擦点焊焊接工艺较适用于低熔点合金及薄板焊接。
焊接;搅拌摩擦点焊;微观组织;力学性能
1 概 述
轻量化设计与制造已成为航空航天、汽车船舶、高速列车等工业制造领域的主要发展方向。铝合金因具有密度小、比强度高、耐蚀性和成型性好、成本低等一系列优点,已经大幅代替传统钢材成为重要的研究和生产材料[1]。在众多工业领域中,铝合金常用于重要结构件,如飞机(蒙皮、翼梁、壁板等)、火箭壳体、舰艇船身、航母(甲板、升降机、舱室等)、汽车轮毂、列车箱体等其他结构,因此铝合金连接技术的可靠性和高效性对其长远发展至关重要[2]。
搅拌摩擦焊(friction stir welding,FSW)是一种高效、节能、环保的固相焊接技术,焊接原理如图1所示[3]。焊接过程通过搅拌头促使被焊材料的焊缝金属流动,形成均匀致密的焊核,从而获得高质量接头。铝合金搅拌摩擦焊接成型过程中,材料未发生熔化,因而接头可以避免气孔、裂纹等金属凝固缺陷,接头强度较高;同时由于焊接能量的输入比较低,焊后工件应力低、变形小,因而搅拌摩擦焊是一种经济、高效的 “绿色焊接工艺”,被称为21世纪革命性的新型连接技术。在此基础上演变出多种固相焊接技术,例如双轴肩搅拌摩擦焊,静止轴肩搅拌摩擦焊,搅拌摩擦钎焊等[4-6]。

图1 搅拌摩擦焊原理图
搅拌摩擦点焊(frictionstirspotwelding,FSSW)是1993年由日本Mazda公司在FSW基础上发展的一种点连接工艺,且目前已在航空、航天、船舶、汽车等工业领域逐步发展成为取代电阻点焊、铆接等传统连接技术的最佳新型工艺之一[7]。搅拌摩擦点焊过程如图2所示[7],搅拌摩擦点焊在焊后会不可避免的留下“匙孔”,影响接头的耐蚀性能和力学性能,在一些重要的结构件上严重影响接头可靠性。
为消除FSSW接头中存在的“匙孔”缺陷,提高接头性能,德国HZG研究中心(原GKSS)于1999年率先发明了回填式FSSW工艺,焊接过程如图3所示[8],该工艺采用了特殊结构的搅拌头。该搅拌头由搅拌针、袖筒及夹紧环组成,搅拌针和袖筒由同一个执行机构控制其同速同方向旋转,同时各自还可以沿轴向相对运动。但FSSW工艺设备结构复杂,且控制精度要求高。

图2 搅拌摩擦点焊过程示意图

图3 回填式搅拌摩擦点焊过程示意图
2009年日本Bakavos等[9]学者发明了一种新型FSSW工艺,无针搅拌摩擦点焊(probeless friction stir spot welding,P-FSSW),焊接过程如图4所示。P-FSSW工艺的创新点在于去掉了常规搅拌头轴肩端面的搅拌针,依靠轴肩端面对工件的旋转和挤压作用,促使焊缝金属流动,形成良好接头,采用的工具及焊接过程较为简单。同期,国内北京625研究所(北京赛福斯特技术有限公司)提出相同的技术,流动摩擦点焊,并且申请了专利,专利号ZL200910238020.1。

图4 无针搅拌摩擦点焊过程示意图
目前,关于无针搅拌摩擦点焊的相关研究报道较少,主要集中在成型工艺研究,但是接头结构与性能相关性研究鲜有报道。因此,本研究以新型铝锂合金2198-T8为研究对象,重点分析无针搅拌摩擦点焊接头组织,结构与性能等的相关性。
2 试验材料及方法
焊接材料选用1.8 mm厚2198-T8铝锂合金,其主要化学成分见表1。焊接所用无针搅拌头结构如图5所示。搅拌头轴肩直径15 mm,与传统搅拌摩擦点焊相比,轴肩端面无搅拌针,通过渐开线凹槽促进材料流动(见图 5(b))。

表1 2198-T8铝锂合金的化学成分 %

图5 无针搅拌头结构示意图
无针搅拌摩擦点焊完成后,将试样抛光,并用 Keller试剂(2.5 mL HNO3、 1.5 mL HCl、 1 mL HF和95 mL H2O)腐蚀,然后通过光学显微镜观察接头的横截面组织。本试验中,性能评价指标为接头的拉剪强度,每组工艺选取三个试样,拉剪速率选用1 mm/min。拉伸试验后,采用三维形貌仪观察试样的断裂形貌。
3 试验结果与讨论
3.1 典型接头形貌
采用主轴转速950 r/min,停留时间6 s,下压量0.3 mm的焊接参数进行无针搅拌摩擦点焊,点焊接头的典型形貌如图6所示[10]。
与常规搅拌摩擦点焊相比,无针点焊完全消除了 “匙孔”缺陷。板材原始组织为轧制组织,呈粗大的带状组织。焊接过程中,搅拌区(stir zone,SZ)经受了强烈的变形及充足的摩擦热,发生动态再结晶,组织细小且均匀致密,无明显空洞、隧道等缺陷(见图 6(b))。 热力影响区(thermo-mechanially affected zone,TMAZ)受到搅拌区金属流动的挤压作用,晶粒发生较大程度的变形,且晶粒尺寸大于搅拌区的组织。在热力影响区和搅拌区边界处,由于充分的热输入和变形,该区域由细小等轴晶和变形晶粒组成(见图6(c))。 而热影响区(heat affected zone,HAZ)仅受到摩擦热的作用,晶粒发生粗化。在搅拌区外缘处,由于焊接过程中金属向外向上流动,造成界面向上偏移,从而形成了hook形貌(见图6(d)),hook区域为接头的弱连接区域。同时部分向外流动的金属被挤出形成飞边(见图6(e))。在搅拌区中心底部区域可观察到黑色区域,该区域是由于金属挤压造成的组织较为致密,从而使得腐蚀效果出现差异(见图6(f))。

图6 P-FSSW接头的宏观及微观组织
3.2 Hook形貌与力学性能的相关性
由于点焊接头的连接过程主要是界面的演变行为,因此,界面行为很重要,观察研究界面的变化可有助于解释成形机理以及探索控制方法。在点焊接头中界面不可避免地形成hook缺陷,研究表明hook形成原因主要是下板材料的向上流动造成的界面迁移,以及界面氧化物的不完全破碎所引起的,hook区域为弱连接区。因此,接头连接性能主要取决于界面行为尤其是hook形貌[11-13]。
不同转速和停留时间下hook形貌的演变过程如图7所示,不同转速和停留时间与点焊接头力学性能的关系如图8所示。由图7和图8可见,接头强度呈现先增高后降低的趋势,在焊接停留时间为6 s时达到最高;当停留时间由3 s增大到6 s时,接头性能提高了92%;随着停留时间的增加,热输入增大,材料软化,流动能力提高,同时为焊接过程中搅拌区的扩展提供了充足的时间。热力作用下搅拌区金属向外向上流动,界面向上发生翘曲,观察其对应的性能,发现接头连接强度与hook形貌密切相关。裂纹容易在hook尖端萌生,当hook逐渐向上扩展时,上板有效厚度降低,承载能力降低。在承受较低的外力下,接头发生失效。
无针搅拌摩擦点焊接头的断裂模式如图9所示。由图9可见,拉伸试样的失效有两种断裂模式,即剪切断裂和剥离断裂。剪切断裂是由于焊接停留时间较短,搅拌区扩展较弱,使得两板界面变形小,当试样受外力时,裂纹直接沿界面扩展导致断裂。随焊接时间增长,界面向上弯曲加剧,上板有效厚度降低,裂纹由界面直接扩展至上板表面,最终搅拌区被剥离留在下板。
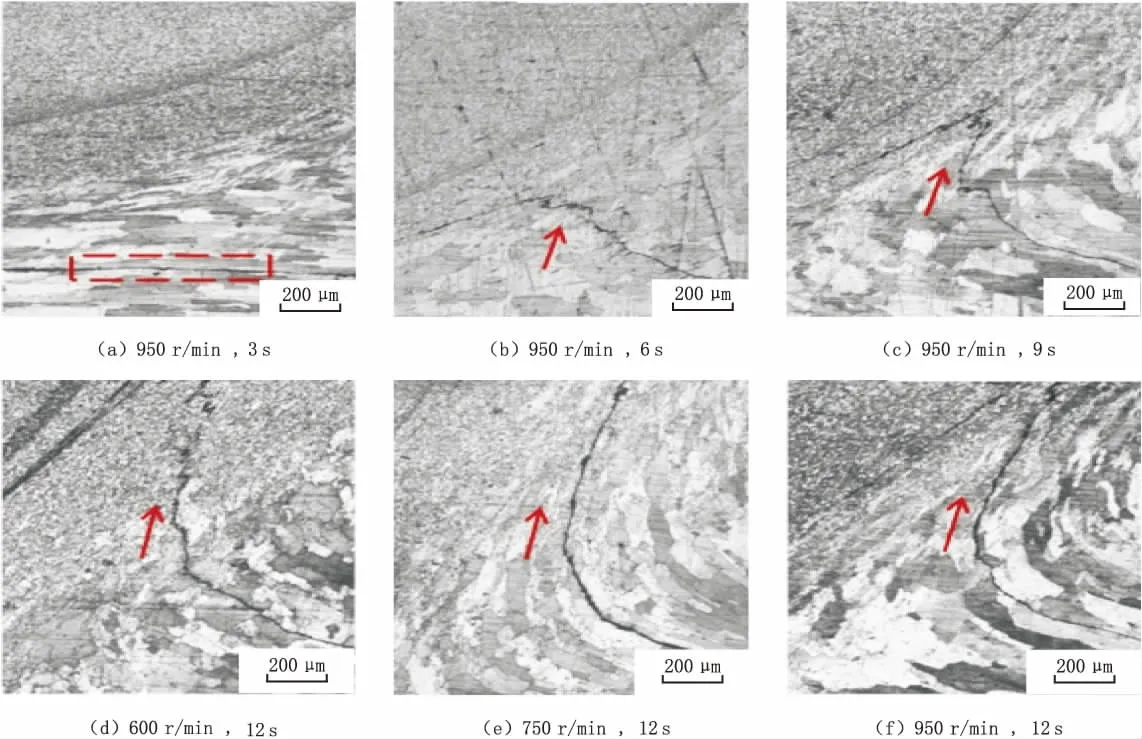
图7 不同转速和停留时间下hook形貌的演变过程
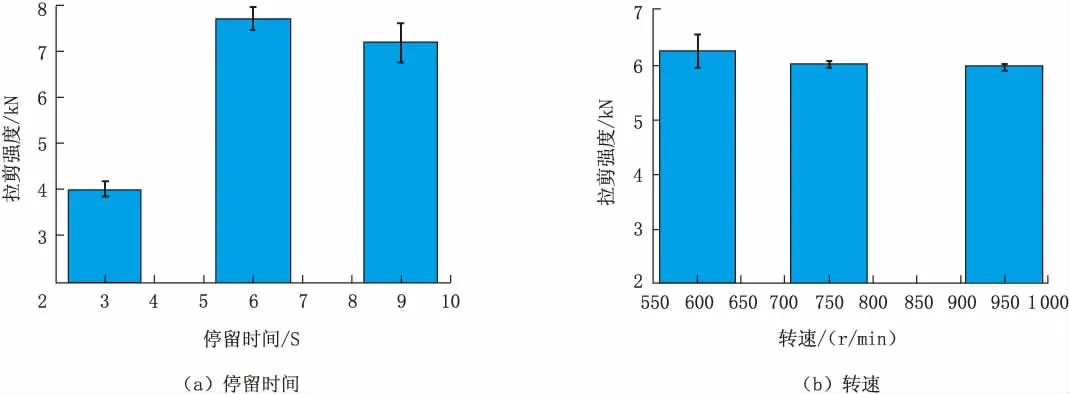
图8 不同转速和停留时间与点焊接头力学性能的关系
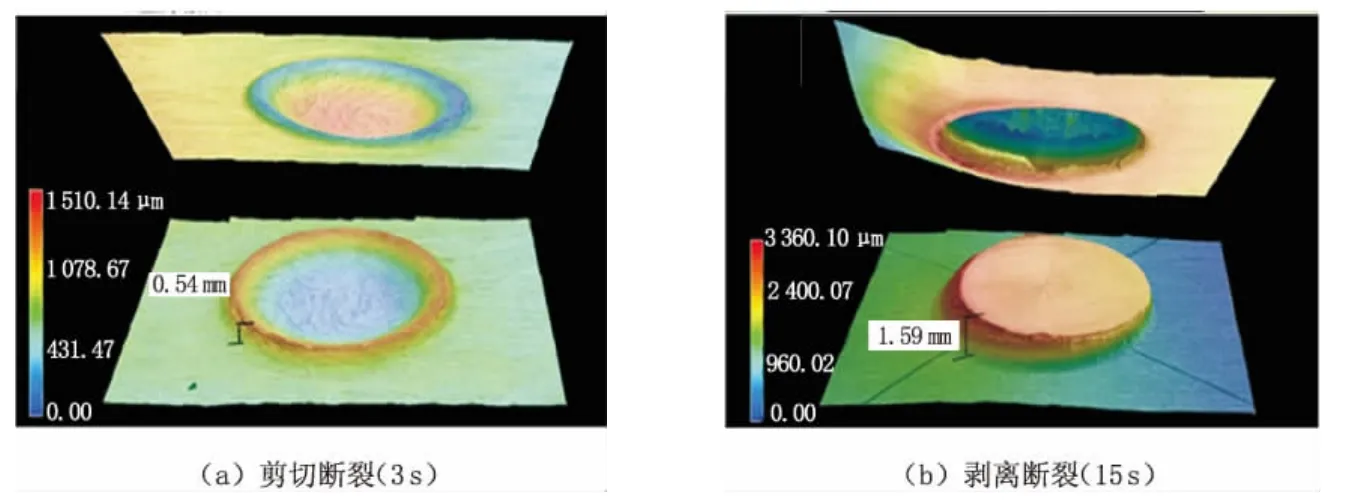
图9 无针搅拌摩擦点焊接头的断裂模式
为定量研究hook形貌与断裂模式的相关性,定义hook高度n与hook间距m,对不同参数下两个数值进行归一化(其中板厚d,轴肩直径D),结果如图10所示。由图10可见,n/d与m/D两个比值变化趋势基本一致,随着hook缺陷的向上扩展,两比值均呈现上升趋势,而对应的断裂模式也由剪切断裂转变为剥离断裂。由图10可见,当n/d在0.5附近时,断裂模式发生转变,此时对应的焊接停留时间为6 s,接头性能也最佳。

图10 hook形貌与断裂模式的相关性
由此可知,接头连接强度及断裂模式均与界面hook缺陷密切相关。为了消除hook缺陷,提高接头连接强度,Li等[14]提出了复合式搅拌摩擦点焊方法(FSSW-FSW),其焊接过程如图11所示。对比FSSW-FSW和P-FSSW接头形貌及连接强度,发现FSSW-FSW接头界面的hook缺陷被成功消除,且接头连接强度提高近一倍。

图11 复合式搅拌摩擦点焊过程示意图
3.3 无针搅拌摩擦缝焊相关研究及展望
无针搅拌摩擦焊工艺除了能实现点连接,还可以实现缝连接。在无针搅拌摩擦搭接接头中,与点焊接头相似,仍可观察到界面hook缺陷,严重影响接头连接效果。而在对接接头中,常见根部未焊合缺陷(S线),在接头受外力时容易引起失效。Kim等[15]和Mira-Aguiar等[16]采用无针搅拌摩擦焊分别实现0.5 mm和1 mm钢板连接,同样发现根部未焊合缺陷。
相比于常规搅拌摩擦焊,无针搅拌摩擦焊由于没有搅拌针的搅拌作用,被焊材料受力及塑化程度较弱,这限制了无针搅拌摩擦焊可实现焊接的材料及板厚。目前,无针搅拌摩擦焊接工艺主要适用于低熔点合金及薄板焊接[17-18],如何改善无针搅拌摩擦焊接工艺,以扩展其应用范围,实现难熔难焊金属、异质金属、厚板及异厚板的焊接,是无针搅拌摩擦焊接的发展方向。
4 结 论
(1)无针搅拌摩擦点焊接头包含三个特征区:搅拌区、热力影响区和热影响区,并且在界面处形成hook缺陷。
(2)随着hook缺陷扩展,接头连接强度呈现先增加后降低的趋势。通过观察断裂形貌,无针搅拌摩擦点焊接头存在两种失效模式:剪切断裂和剥离断裂,并且两种断裂模式均与hook缺陷密切相关。
[1]杨守杰,戴圣龙.航空铝合金的发展回顾与展望[J].材料导报,2005,19(2):76-80.
[2]栾国红,郭德伦,张田仓,等.铝合金的搅拌摩擦焊[J].焊接技术,2003,32(1):1-4.
[3]柯黎明,邢丽,刘鸽平.搅拌摩擦焊工艺及其应用[J].工艺与新技术,2000,29(2):7-9.
[4]刘会杰,李金全,段卫军.静止轴肩搅拌摩擦焊的研究进展[J].焊接学报,2012,33(5):108-112.
[5]李敬勇,周小平,董春林,等.6082铝合金双轴肩搅拌摩擦焊试板温度场研究[J].航空材料学报,2013,33(5):36-40.
[6]HUANG G,FENG X,SHEN Y,et al.Friction stir brazing of 6061 aluminum alloy and H62 brass:evaluation of microstructure,mechanical and fracture behavior[J].Materials&Design,2016(99):403-411.
[7]HARRIS D,NORMAN A F.Properties of friction stir welded joints:areviewoftheliterature[C]//6thPSGMeeting,2003.
[8]傅田,李文亚,杨夏炜,等.搅拌摩擦点焊技术及其研究现状[J].材料工程,2015,43(4):102-114.
[9]BAKAVOS D AND PRANGNELL P B.Effect of reduced or zero pin length and anvil insulation on friction stir spot welding thin gauge 6111 automotive sheet[J].Science and Technology of Welding and Joining,2009,14(5):443-456.
[10]CHU Q,YANG X W,LI W Y,et al.Microstructure and mechanical behavior of pinless friction stir spot welded AA2198 joints[J].Science and Technology of Welding and Joining,2016(21):164-170.
[11]XU R Z,NI D R,YANG Q,et al.Pinless friction stir spot welding of Mg-3Al-1Zn alloy with Zn interlayer[J].Journal ofMaterialsScience&Technology,2016,32(1):76-88.
[12]TOZAKI Y,UEMATSU Y,TOKAJI K.A newly developed tool without probe for friction stir spot welding and its performance[J].Journal of Materials Processing Technology,2010,210(6-7):844-851.
[14]LI W Y,LI J F,ZHANG Z H,et al.Improving mechanical properties of pinless friction stir spot welded joints by eliminating hook defect[J].Materials&Design,2014,62(10):247-254.
[15]KIM K H,BANG H S,BANG H S,et al.Joint properties of ultra thin 430M2 ferritic stainless steel sheets by friction stir welding using pinless tool[J].Journal of Materials Processing Technology,2017(243):381-386.
[16]MIRA-AGUIAR T,VERDERA D,LEITÃO C,et al.Tool assisted friction welding:A FSW related technique for the linear lap welding of very thin steel plates[J].Journal of Materials Processing Technology,2016(238):73-80.
[17]OLADIMEJI O O,TABAN E,KALUC E.Understanding the role of welding parameters and tool profile on the morphology and properties of expelled flash of spot welds[J].Materials&Design,2016(108):518-528.
[18]LIU Z L,CUI H T,JI S D,et al.Improving Joint Features and Mechanical Properties of Pinless Fiction Stir Welding of Alcald 2A12-T4 Aluminum Alloy[J].Journal of Materials Science&Technology,2016,32(12):1372-1377.
Probeless Friction Stir Spot Welding Technology
CHU Qiang1,LI Wenya1,YANG Xiawei1,WANG Weibing2
(1.School of Materials Science and Engineering,Northwestern Polytechnical University,Xi’an 710072,China;2.China FSW Center,Beijing 100024,China)
In order to eliminate the keyhole which appeared normally in conventional friction stir spot welding(FSSW)joints,2198-T8 Al-Li alloy had been taken spot welding by probeless friction stir spot welding(P-FSSW),and metallographic structure and mechanical property of welded joint were analyzed.The results showed that P-FSSW process could effectively eliminated the keyhole defect,but limited to the process,P-FSSW process applied to low-melting-point alloy and sheet welding.
welding;friction stir spot welding;microstructure;mechanical property
TG453.9
A
10.19291/j.cnki.1001-3938.2017.11.003
国家自然科学基金项目“冷喷涂热冲击与喷丸效应协同诱导高强铝合金搅拌摩擦焊接头强韧化机制及可控性研究”(项目编号51574196);航空科学基金项目“流动摩擦点焊接头形成机理研究”(项目编号20161125002)。
褚 强(1991—),男,河南长葛人,博士,主要从事铝合金无针搅拌摩擦点焊研究。
2017-09-12
编辑:谢淑霞
