提高深腔零件镀镍耐蚀性的工艺研究
2017-11-29张丕英
张丕英
(中国电子科技集团公司第三十研究所,四川成都 610041)
提高深腔零件镀镍耐蚀性的工艺研究
张丕英
(中国电子科技集团公司第三十研究所,四川成都 610041)
为提高深腔钢件镀镍层耐蚀性能(主要是湿热实验),从影响镀镍工艺深镀能力和均镀能力的因素出发,结合化学镀镍的应用,开展了一系列的工艺实验研究。结果表明:改善电镀双层镍深镀和均镀能力的工艺措施,对深腔零件耐蚀性实际影响有限,还需结合化学镀镍和电镀镍的工艺特点,更有助于提高深腔零件镀镍层深镀和均镀能力,提高零件耐蚀性。
镀镍;深镀能力;均镀能力
一定厚度的双层镍因两层镍含硫量不同,它们的电极电位也不同,在环境实验条件下发生化学腐蚀时,电位较负的光亮镍层作为原电池的阳极,使腐蚀方向发生在镀层表面,从而保护了半光亮镍及底层钢件,达到防护要求。
在电镀过程中,镀层在零件表面分布的均匀性和完整性是决定镀层质量的重要因素,根据法拉第定律,阴极表面不同部位所得镀层的厚薄,均匀与否(如果不考虑电流效率的影响)取决于电流在阴极表面的分布是否均匀。电镀双层镍工艺由于电流电力线分布不均匀、溶液均镀和深镀能力局限等因素导致镀层厚薄不均匀,尖端部位镀层很厚,深腔、深腔中心、折弯部位镀层很薄,厚度偏薄部位其防护能力较差。
我所大量设备的钢件机箱采用电镀双层镍作为耐蚀性防护层,其底座、安装架等结构较为复杂,尤其是3U、4U深腔部件,在设备10周期湿热实验(按照GJB150.09—2005)后,容易出现长红锈的现象。为了解决这一问题,2009年初,我们把提高镀镍深镀和均镀能力,提高机箱底座耐蚀性列为了工艺课题,从增加电镀溶液的导电性、向溶液中加入能提高深镀能力的添加剂、改变高频电源脉冲和频率、采用辅助阳极等影响镀液深镀和均镀能力的几个方面,以及在电镀工艺中增加化学镀镍层的方法进行了探索。
1 实验
1.1 基材前处理
基材为冷轧08AL低碳钢,尺寸为60mm×40mm×2mm的试片,2U深腔半成品机箱底座。前处理工艺流程:拴挂—酸蚀除锈[时间(25±20)min,温度(20±15ºC)]—水洗—电解去油[槽温:(60±10)ºC,先阴极去油,电流密度(7.5±2.5)A/dm2,(8±4)min,再阳极去油(7.5±2.5)A/dm2,(8±3)min]—水洗—去挂灰—水洗—活化。
1.2 实验方案
1.2.1 增加循环过滤,增加空气搅拌
通过增加循环过滤装置,清除溶液悬浮物,保证溶液洁净度。通过在槽底增加空气搅拌装置,提高金属离子在溶液中的迁移速度,加快溶液交换能力,降低浓差极化,即让溶液中的金属离子移动和交换得更充分,以达到提高均度能力的目的。理论上是空气搅拌越剧烈,浓差极化越小。在实际操作中,考虑到槽子体积和溶液中的湿润剂会导致大量气泡溢出,选择了适当的气压使溶液呈沸腾状即可。
1.2.2 优选两种添加剂,促使阴极极化度增大
在与一些同行的沟通交流后,安美特公司向我们推荐了他们新开发的添加剂:安麦克1900半光亮镍、镍高勒光亮镍767。
安麦克1900半光亮镍工艺参数见表1:

表1 安麦克1900半光亮镍工艺参数
镍高勒光亮镍767工艺参数见表2:

表2 镍高勒光亮镍767工艺参数
1.2.3 调整电源频率和脉宽,增加输出频率,采用短时间冲击电流,提高氢在基体金属上的过电位。
1.2.4 采用辅助阳极,调整电流分布状态
根据理论分析,影响镀镍均镀和深镀能力的一个重要因素是电镀时电力线的分布不均匀,即尖端部位因放电电力线分布较密,深凹处分布较疏。这也就导致了电镀后尖端部位镀层较厚,深凹处镀层较薄。
本实验采用一打孔不锈钢平板对阳极的电力线进行局部屏蔽的方式,希望改善分布均匀性。阳极屏蔽工装见图1:

图1 阳极屏蔽工装
1.2.5 采用化学镀镍和电镀双层镍相结合的方式
1.2.5.1 实在过程
新配化学镀镍溶液,将溶液加热至85℃,选取6块试片进行实验,一块进行60min化学镀镍,另外两块进行90min的化学镀镍,剩下三块试片进行双层镍电镀50min。
实验后进行5%的盐水浸泡实验,化学镀镍试片上出现了蓝绿色的小点,双层镍试片上出现了黄色的流痕。
1.2.5.2 改进实验
采用2U深腔半成品进行实验,选用电镀双层镍+化学镍,化学镍+双层镍,化学镍三种方案,样件镀覆后按照GJB150.09—2005进行10周期湿热实验。
2 试验测试结果及讨论
2.1 增加空气搅拌
实验时电流密度参照工艺规程选择为2A/dm2,电镀时间40min,溶液温度50℃。采用电解测厚仪(武汉材保所DZB电解测厚仪)对镀层厚度进行测试。对增加压缩空气搅拌和未搅拌的试片镀层厚度测试结果见表3:

表3 试片各位置厚度分布图
压缩空气搅拌试片见图2:
图2 压缩空气搅拌试片
未搅拌试片见图3:

图3 未搅拌试片
小结:增加搅拌对深镀和均镀能力影响不大。
2.2 换用安美特新添加剂
两种优选添加剂电镀试片和原有马克系列添加剂电镀试片厚度测试结果见表4:
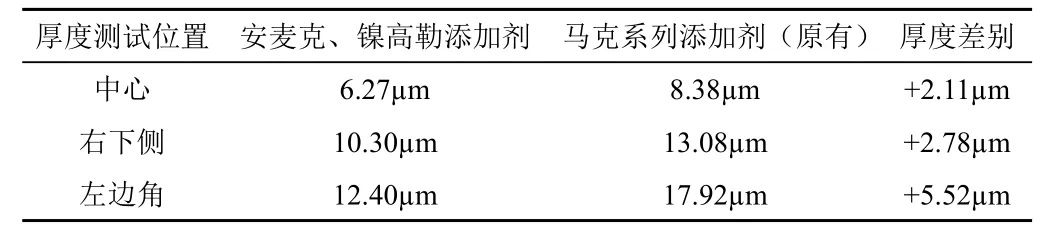
表4 不同添加剂电镀试片厚度测试结果
新添加剂试片效果图见图4:

图4 安麦克、镍高勒添加剂试片
原有溶液试片效果图见图5:

图5 原有溶液电镀试片
小结:安麦克、镍高勒添加剂对均镀和深镀能力的提升影响不大。
2.3 整流器调整频率和脉宽
通过调整输出电流的脉宽,增加电流频率后进行双层镍电镀实验,实验试片之一见图6:

图6 增加脉宽和频率的电镀试片
小结:脉宽、频率对均镀和深镀能力影响不大,但频率≤20kHz时外观较差,主要表现为镀层亮度降低。
2.4 阳极屏蔽(电力线屏蔽)
使用阳极屏蔽和不使用屏蔽电镀试片厚度测试情况见表5:

表5 阳极屏蔽和常规电镀试片厚度
使用工装后电镀试片效果见图7:

图7 阳极屏蔽电镀试片图
不加屏蔽常规电镀的试片效果见图8:

图8 常规电镀试片
小结:采用阳极屏蔽对均镀和深镀能力影响不明显。
2.5 化学镍+电镀光亮镍
2.5.1 双层镍电镀后,再进行化学镍。实验工艺流程及湿热实验结果如表6

表6 双层镍+化学镍工艺流程及湿热实验结果
2.5.2 先进行化学镀镍后,再进行双层镍电镀。实验工艺流程及湿热实验结果如表7

表7 化学镍+双层镍工艺流程及湿热实验结果
2.5.3 只进行化学镍实验,实验工艺流程及湿热实验结果如表8

表8 化学镍工艺方案湿热实验结果
2.5.4 化学镍+光亮镍样件效果见图9

图9 化学镍+光亮镍样件
小结:一定厚度的化学镍与双层镍结合,完全能满足深腔零件耐蚀性对镀层的要求。
3 结果与讨论
通过以上改善实验和测试结果,充分说明单从电镀双层镍工艺进行深度能力和均镀能力的改善,其效果不理想。对于深腔零件,双层镍工艺本身深镀和均镀能力较差,加上零件的复杂结构对电力线物理屏蔽,导致镀层厚度不均匀更严重。
化学镀镍是金属沉积的一种方式,镀覆过程不存在电力线分布问题,只需控制溶液组成、搅拌、温度、pH值等参数在工艺范围内,沉积镀层厚度的均匀性远优于电镀双层镍工艺镀层。外观上,化学镀镍为半光亮,容易变色且耐脏性较差,光亮镍的外观优于化学镀镍层。
采用化学镀镍+双层镍的方法是为了结合两种镀层的优点。化学镀镍层与电镀双层镍层性能比较见表9:

表9 化学镀镍层与电镀双层镍层性能比较
通过上表可以看出化学镀镍的均镀能力及耐蚀性能都优于目前所使用的双层镀镍。只镀化学镍,或者化学镍结合双层镍均可改善复杂零件的防护性能,即镀层厚度均匀性和厚度指标能满足工艺要求。但是化学镍是关键,在电镀过程中必须保证化学镍的镀层厚度在6μm以上,即正常化学镀镍至少1h。
4 结论
1)采用增加搅拌、新添加剂、阳极屏蔽、调整输出电流的脉宽和频率等改善方式对双层镍的深镀和均镀能力影响不显著。
2)因为化学镀镍的均镀性很好,双层镍外观采用化学镀镍+光亮镍是目前解决零件深腔部位镀层较薄最有效的方式。
[1] 程秀云.电镀技术[M].北京:化学工业出版社,2003.
Study on Improving the Corrosion Resistance of Deep-cavity Parts Nickel Plating
Zhang Pi-ying
In order to improve the corrosion resistance(mainly damp heat test)of nickel plating layer in deep cavity steel,a series of processes were carried out from the factors influencing the deep plating ability and plating ability of nickel plating process combined with electroless nickel plating.Experimental Research.The results show that the technical measures to improve the corrosion resistance of deep layer parts are limited,and it is necessary to combine the characteristics of electroless nickel plating and electroplating nickel.It is helpful to improve the deep cavity parts Nickel plating layer plating and plating capacity,improve the corrosion resistance of parts.
nickel plating;deep plating capacity;plating capacity
TG54
B
1003–6490(2017)11–0159–03
2017–09–19
张丕英(1972—),女,四川成都人,工程师,主要从事表面处理、装备三防工艺的技术和质量管工作。
