安钢2 200 m3高炉中修开炉达产实践
2017-11-27余其明
余其明
(安阳钢铁股份有限公司)
安钢2 200 m3高炉中修开炉达产实践
余其明
(安阳钢铁股份有限公司)
安钢2 200 m3高炉在因环保限制停炉打水降料面不彻底,炉缸只局部清理情况下中修后开炉,在开炉4天就实现了达产。总结了成功和不足之处,为以后高炉快速开炉、达产积累了经验。
高炉 中修 开炉 实践
0 前言
安钢2 200 m3高炉于2005年10月14日投产,2015年开始炉体铜冷却壁破损严重、炉缸侧壁温度持续居高不下[1],2017年 2月 15日 05:51打水降料面停炉中修,更换30块破损冷却壁。高炉于2017年4月15日20:00点火送风,重新开炉。
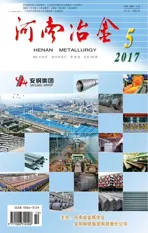
由于环保限制高炉停炉时料面只降到炉腰下沿附近(1#料尺 21.28 m,2#料尺 19.52 m,3#料尺18.04 m),高炉炉型设计尺寸见表1。同时,也因为环保管控导致开炉时间不确定性,炉缸残余焦炭和渣铁清理不彻底,只将 1#、2#铁口通道露出来,3#铁口方位只清理到风口中心线以下2 m左右,整个炉缸形成一个斜坡。而且烘炉没有安装烘炉导管,炉缸烘的不彻底,导致开炉后风口往外流水达20天左右。这些都给本次中修开炉带来不小的困难。
1 开炉前的准备工作
1.1 炉缸清理
由于环保限制本次中修停炉料面只降到炉腰下沿附近,铁口中心线以上尚有近750 m3的炉料需要扒出炉外。本次扒炉分两个阶段,第一阶段全人工扒炉将风口清理开与炉内贯通,第二阶段从炉内大方孔吊入15型挖机,采取挖机+皮带的方式扒炉。18日至23日卸中套,进行第一阶段的人工扒炉,25日开始采用机械清理,27日清理至风口平面。截止3月11日在1#、2#铁口方向挖至风口中心线以下3 m左右,清料暂停,挖机吊出,交付风口带浇筑施工。3月15日炉腹开始喷涂,16日喷涂结束,开始清炉缸返弹料。3月17日1#、2#铁口经爆破清理贯通,3#铁口挖至风口中心线以下2 m左右,形成由东边3#铁口向西边1#、2#铁口倾斜的斜坡。至此炉缸清理工作全部结束,前后历时27天。
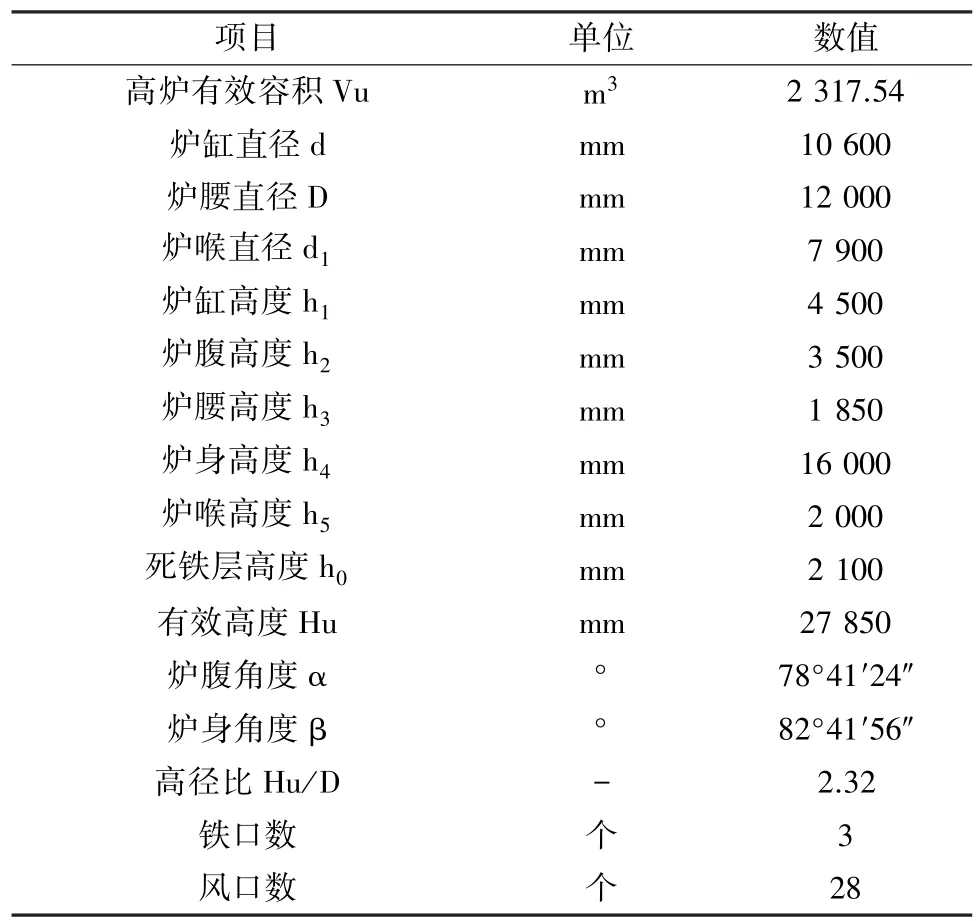
表1 安钢2 200 m3高炉炉型尺寸
1.2 高炉烘炉
本次中修期间热风炉间歇烧炉保温,为了能顺利返吹烧炉,将28个风口横衬器法兰用盲板上螺栓盲好。本次高炉风口带浇筑用料为108 t,炉身喷涂造衬用料为360 t。为了使高炉内部耐火材料砌体的水分缓慢地蒸发并得到充分加热,提高耐火内衬的固结强度,采用热风烘炉,烘炉曲线的温度控制以热风温度(热电偶温度)为准,以风量为调剂手段,以炉顶温度和气密箱温度为制约条件,高炉烘炉曲线如图1所示。
1.3 气密性及耐压试验
本次只对高炉本体至重力除尘器煤气遮断阀前进行了气密性及耐压试验,共进行了一次气密性实验和三次耐压试验。气密性实验压力分别为50 kPa和100 kPa,耐压试验压力为200 kPa。对检查出的漏点随后分三次休风处理。
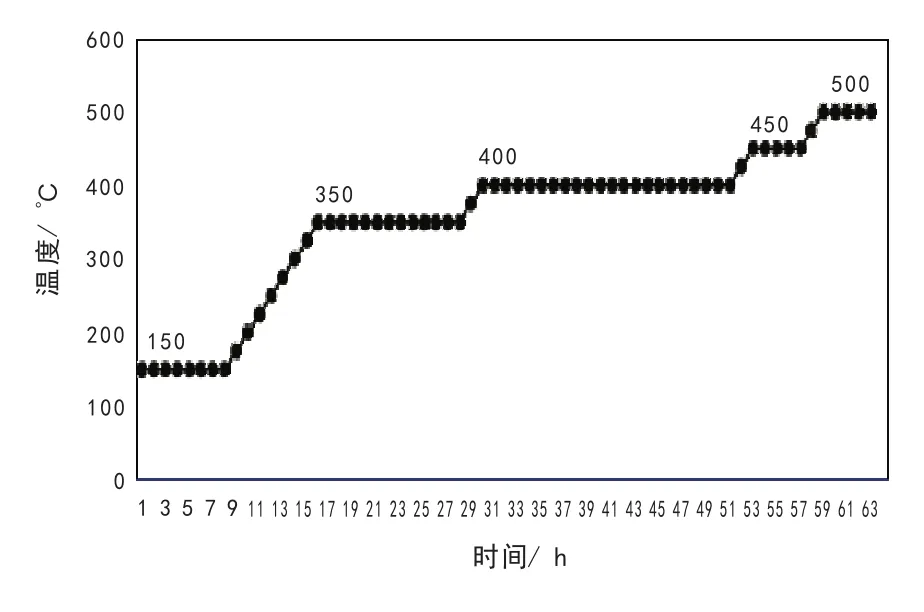
图1 高炉烘炉曲线
2 开炉配料及开炉参数确定
2.1 开炉用原燃料成份、炉料结构
开炉炉料结构为:烧结矿80%+豫河球团15%+南非5%,原燃料成份见表2。
表2 开炉用原燃料成份及堆比重
2.2 高炉各部位料段安排
净焦装至炉腹上沿,体积大约为722 m3,空焦体积大约为585 m3。(炉缸+炉腹+炉腰)的体积为939 m3,装入(净焦+空焦)的体积为 1 307 m3,考虑炉内实际还残余部分渣铁,预计空焦达到炉腰上沿高度约为4 m。
高炉开炉配料表见表3。每组料炉渣成分中Al2O3含量最高不超过15%。
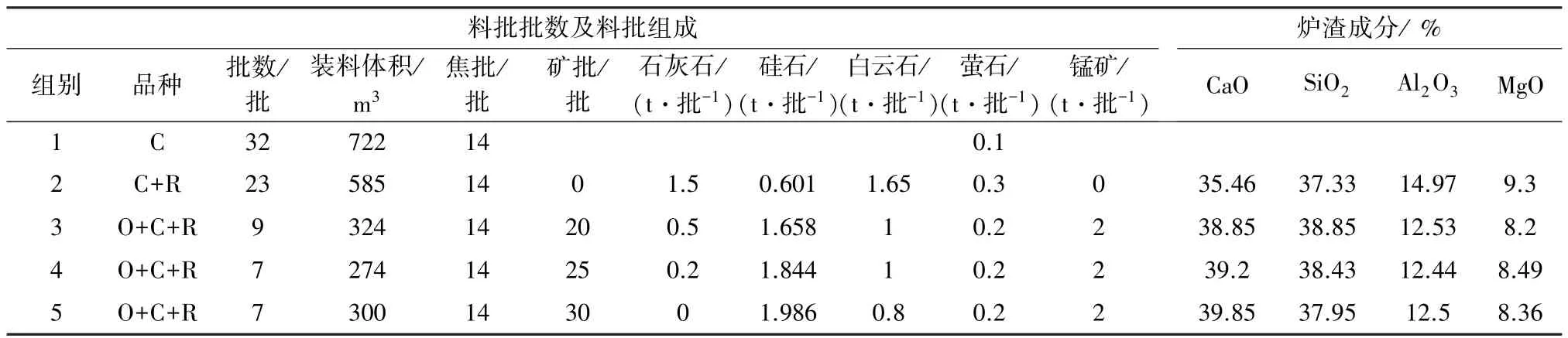
表3 高炉开炉配料表
2.3 全炉参数及终渣成分
开炉生铁成分[Si]按照 3.5%计算[2],Fe 元素按照95%计算。全炉参数及终渣成分的详细数据见表4。

表4 全炉参数及终渣成分
2.4 装料制度的确定
按照高炉投产测料面方案布料矩阵执行,本次开炉因环保因素采取静态装料全焦开炉,开炉的装 料情况见表5。
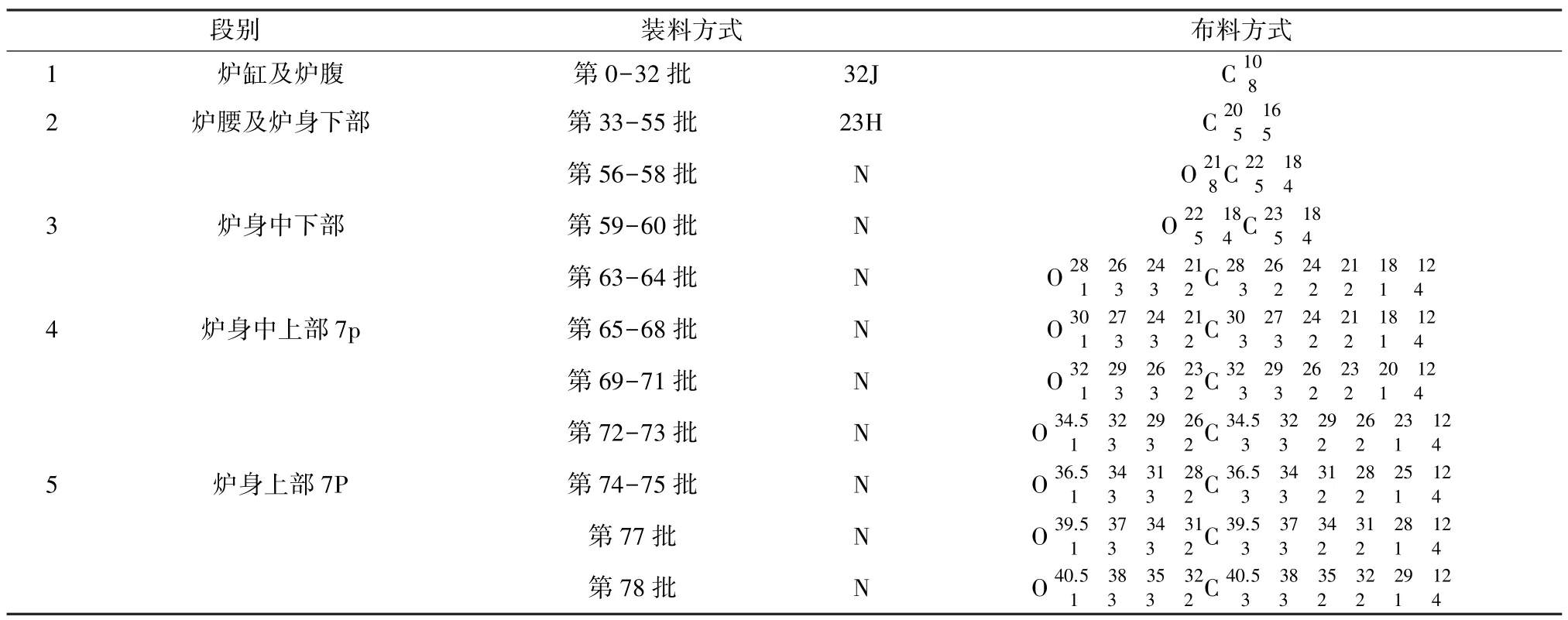
表5 开炉装料表
2.5 送风参数的选择
此次开炉风口规格为Φ120 mm×14+Φ110 mm×4个,全开风口面积为0.297 m2,堵10个风口,送风风口18个,送风面积为0.196 3 m2,进风率66.09%。点火风量为1 400 m3/min,风温全送。
3 开炉实际操作
3.1 开炉难点及对策
本次2 200 m3高炉中修是在环保严格管控背景下进行的,整个中修及开炉计划具有不可控性,导致炉缸残余焦炭和渣铁清理不彻底,只将1#、2#铁口清理出来,3#铁口没有清理。同样的原因烘炉时也没能安装烘炉装置,炉缸烘的不彻底。同时环保要求开炉尽可能缩短恢复炉况时间,将开炉对环保的影响降低到最小。这些都给本次开炉带来不小的困难,为此开炉采取了预埋氧枪加热铁口,定期更换氧枪,争取早日烧开铁口排放渣铁;花堵风口,开炉初期采用小风量有利于恢复炉况,减少风口破损,随炉况进程逐步开风口;确定合适的开炉总焦比和全炉渣碱度,本次开炉总焦比3.247 t/t,全炉渣二元碱度1.0,保证渣铁有良好的流动性和料柱透气性;加强炉前人员力量,及时出净渣铁。
3.2 预埋氧枪作业
为了更好、更快的恢复炉况,此次开炉使用从铁口插入氧枪的方法,以加快炉缸凉渣铁的融化和排出,提高处理炉缸的速度[3]。具体于送风前2小时在1#、2#铁口预埋氧枪,通上压空和氧气预热铁口。为了更好引燃铁口焦炭,采取在预埋氧枪前人工用吹氧管氧烧铁口。
3.3 开炉操作
安钢2 200 m3高炉中修完于2017年4月15日20:00 点火送风,堵 1#、9#、10#、11#、12#、13#、19#、20#、21#、28#共 10 个风口。 开始风量 1 400 m3/min,风温 330 ℃,料尺显示 1#为 4.87 m、2#为 4.04 m、3#为3.51 m。21:40送风的18个风口全亮。22:30引高炉煤气。16日00:10发现2#铁口氧枪自动烧出后上炮堵口,01:25拔出1#铁口氧枪发现枪堵死,03:28~03:36 开 2#铁口出第一次铁,流出约 30 t渣铁混合物。09:00对铁水进行取样,其成分见表6,炉渣成分见表7。

表6 开炉后第一炉铁水成分

表7 开炉后第一炉炉渣成分
16 日 18:52 捅开 9#风口,20:30 捅开 10#风口,22:29发现 1#铁口自动烧出,22:36 堵口,23:05 捅开21#风口,开炉开风口情况见表8。4月17日15:00开始喷煤,4月19日04:45在处理近三天情况下终于将1#铁口再次烧开,投入正常使用,16:00开始富氧。4月19日高炉除了1#、28#风口因侧壁温度高常堵外风口全开,当日O/C上至4.20 t/t,风量加至4 080 m3/min,至此本次高炉中修开炉基本恢复正常。开炉负荷情况见表9,开炉4天风量情况如图2所示,因铁口浅跑大流有三次减风出铁。
4 高炉达产
高炉开炉一周内没有休风,技术经济指标见表10。
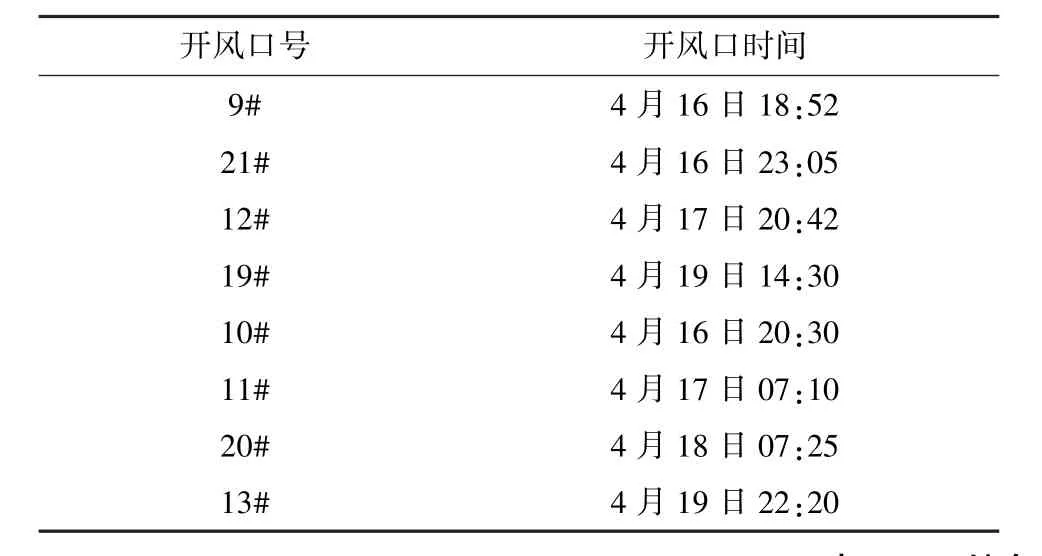
表8 开炉开风口情况
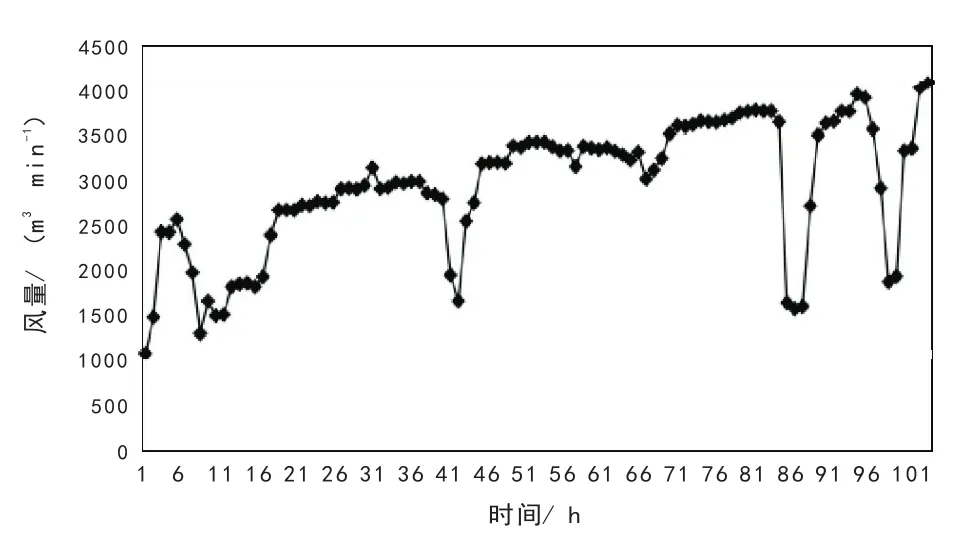
图2 开炉4天风量
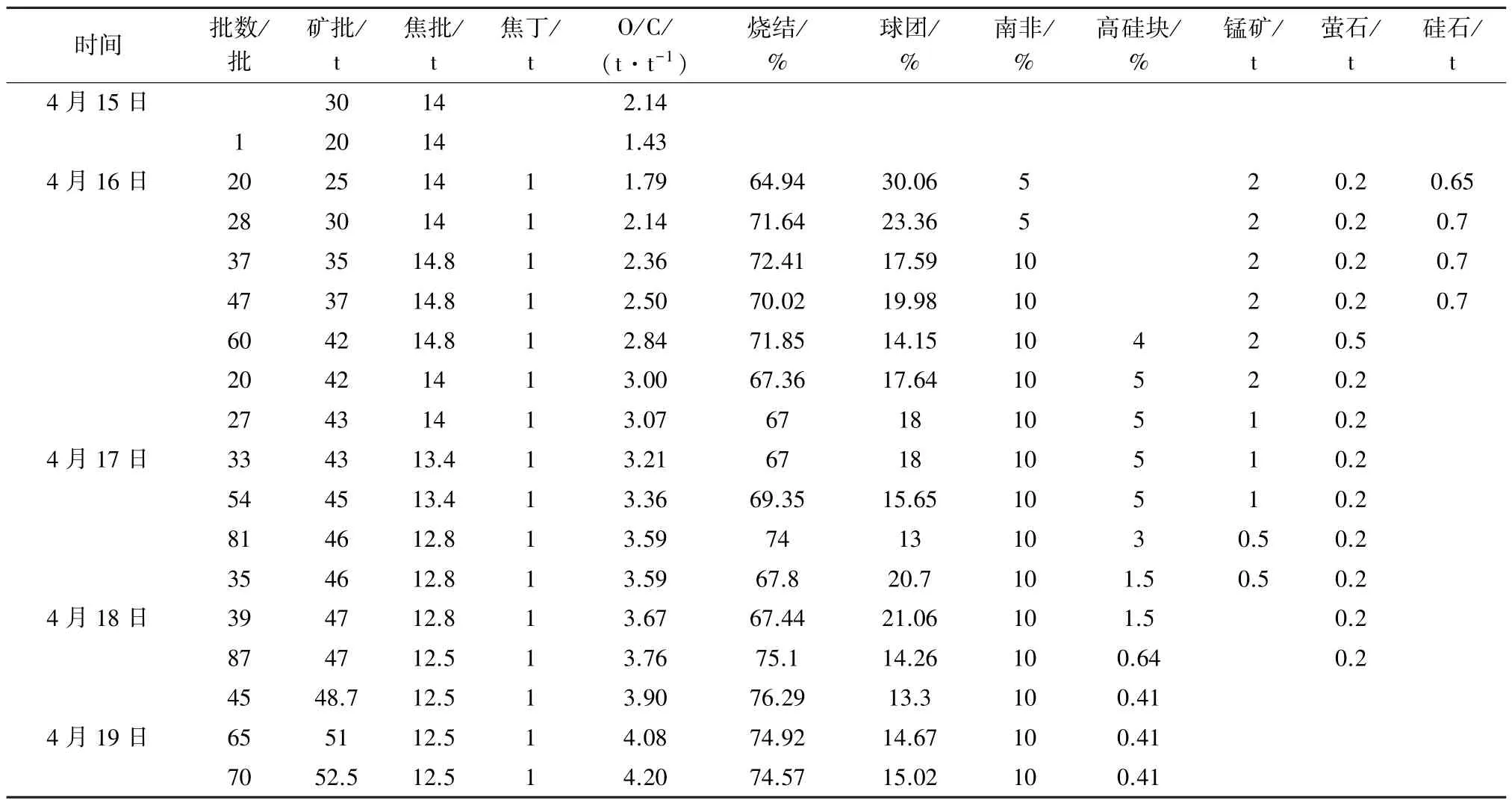
表9 开炉负荷(O/C)情况
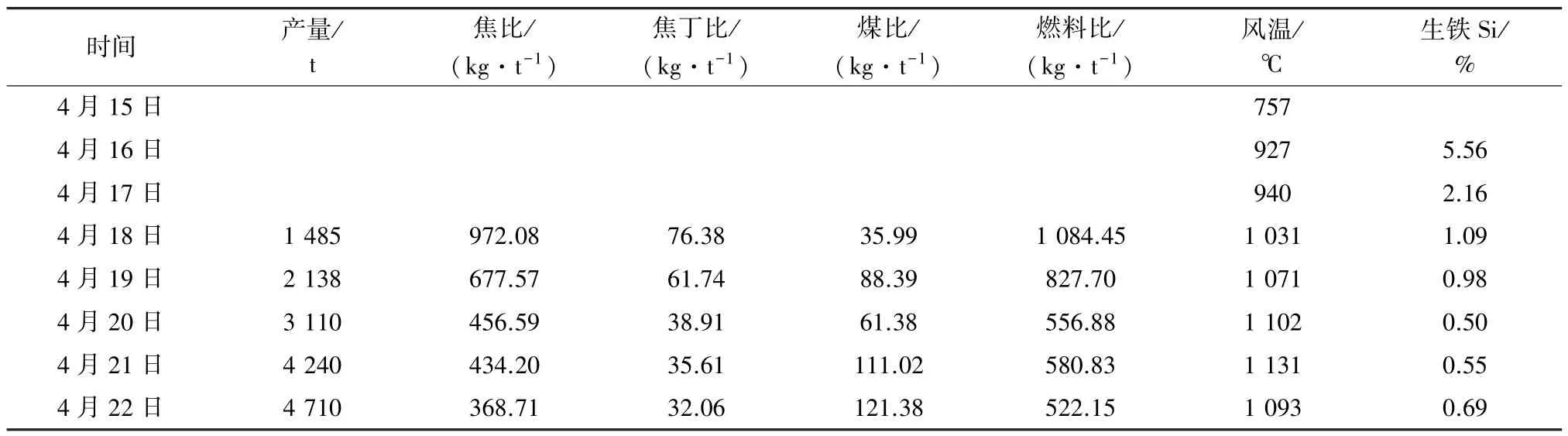
表10 开炉一周技术经济指标
5 结语
(1)开炉前清理炉缸采取挖机+皮带的方式扒炉,大大减轻了工人的劳动强度,提高了炉缸清理的工作效率。
(2)铁口预埋氧枪加热铁口比人工烧铁口,不仅减轻了劳动强度,节省了氧气管,还因持续供氧加热铁口效果更好,大大缩短了开炉后打开首次铁口的时间。
(3)制定科学合理的开炉方案是开炉成功的关键,本次开炉确定了合理的总焦比和全炉渣碱度,在炉腰以下不加负荷料,从而保证了渣铁良好的流动性和料柱透气性。
(4)开炉期间加强炉前人员力量,保证了炉前及时出铁和完成渣铁清理工作,为炉况恢复创造了条件,避免了因炉前渣铁清理不及时造成炉内憋风现象。 总之,本次中修是在环保严格管控背景下进行的,整个中修及开炉计划具有不可控性。但是因开炉方案制定科学合理,特别是采用预埋氧枪操作,在开炉4天就全风操作,从而实现了中修开炉快速达产达效。
[1] 王涛,郭喜斌,裴生谦,等.宣钢450 m3高炉中修开炉及快速达产实践[J].河北冶金,2007,159(3):31-33.
[2] 安铭,栾吉益,王连杰,等.济钢3#1 750 m3高炉中修开炉快速达产实践[J].山东冶金,2007,29(5):29-31.
[3] 孟飞.梅钢2号高炉封炉后开炉达产实践[J].山西冶金,2013,143(3):40-44.
PRACTICE OF INTERMEDIATE REPAIR,START-UP AND OUTPUT ARRIVAL AT 2 200 m3BF OF AISCO
Yu Qiming
(Anyang Iron and Steel Stock Co., Ltd.)
With lowering the furnace burden level halfway by sprinkling water and partial clean of hearth because of the environmental protection limit,2 200 m3BF of Anyang Iron and Steel Stock Company Limited (AISCO) reached its out⁃put rate in 4 days after intermediate repair.Summarizing the successes and defects,the paper accumulates experience for lat⁃er BF start-up and output arriva1.
BF intermediate repair start-up practice
2017—7—20