注射成型中聚合物剪切诱导结晶行为的三维模拟
2017-11-22赵朋赵耀严波汪晓蔓卢圣坤傅建中
赵朋,赵耀,严波,汪晓蔓,卢圣坤,傅建中
(1浙江大学机械工程学院,浙江省三维打印工艺与装备重点实验室,浙江 杭州 310027;2上海交通大学材料科学与工程学院,上海 200030)
注射成型中聚合物剪切诱导结晶行为的三维模拟
赵朋1,赵耀1,严波2,汪晓蔓1,卢圣坤1,傅建中1
(1浙江大学机械工程学院,浙江省三维打印工艺与装备重点实验室,浙江 杭州 310027;2上海交通大学材料科学与工程学院,上海 200030)
在考虑剪切导致分子链取向并升高其平衡熔点的基础上,建立了基于 Nakamura方程的剪切诱导结晶动力学模型。在WLF-Cross黏度模型中引入结晶对黏度系数的影响,构建了考虑结晶的注射成型过程模型。采用改进的有限体积法对聚合物剪切诱导结晶行为进行了三维数值模拟,模拟中耦合了流动场、熔体压力、温度、诱导时间与结晶度。结果表明,本方法可清晰模拟出注射成型过程中聚合物的三维“喷泉”流动行为以及3层“皮-芯”结晶结构,同时,诱导结晶时间指数与相对结晶度的模拟结果与理论及实验结果吻合。
注射成型;流动;结晶;计算机模拟;有限体积法
引 言
在注射成型过程中,结晶型聚合物熔体被注射进封闭的模具型腔中并经冷却固化成形,熔体在不同位置经历不同热、力历史,形成复杂的结晶形态,这种在加工过程中形成并最终冻结在制品中的结晶形态直接影响制品的使用性能[1-4]。然而,注射条件下聚合物结晶形态的控制理论还停留在粗略的定性阶段[5]。研究聚合物在注射过程中的剪切诱导结晶行为,实现其结晶行为的“可视化”,及基于此的“定构”调控,具有十分重要的科学意义和广阔的应用前景[6]。
近年来,国内外学者围绕聚合物的结晶形态、结晶动力学及结晶过程模拟等领域开展了较多研究[7-10]。聚合物注射成型中结晶演化行为的模拟一般是基于修正的Nakamura方程进行建模[11],即以Nakamura方程为基础,通过引入系数方程(如应力[12]、应变[13-14]、剪切速率[15-16]、温度[17]等)来提高结晶动力学模型的准确性,如申长雨等[18]基于Hele-Shaw假设,从热力学能量角度对 Nakamura方程的结晶速率常数进行了修正。目前,注射成型中聚合物结晶过程的数值模拟还主要是结晶动力学研究或基于 Hele-Shaw 薄壁流动假设的表面流模拟[19],注射条件下聚合物剪切诱导结晶行为的全三维模拟还很欠缺[20-21]。
有限体积法具有局部守恒和全局守恒的特点,能兼容有限元非结构网格,同有限差分法一样有利于处理对流项问题,广泛用于流体计算领域[22-24]。然而,传统有限体积法在求解扩散问题中,当扩散系数在有限控制体界面两侧差异较大时,扩散通量在界面附近会出现数值振荡现象[25]。基于此,本文建立剪切诱导结晶动力学模型,在黏度模型中引入结晶的影响,并采用改进的有限体积法对注射成型中聚合物剪切诱导结晶行为进行了三维数值模拟。
1 模型与算法
1.1 剪切诱导结晶模型
在注射成型工艺的熔体充模过程中,剪切应变速率大,压力场和温度场分布复杂,是典型的非等温非平衡流动过程[26],因此将非等温过程看作无数微小时间段内的等温过程组成时,可得相对结晶度与诱导时间指数的微分方程分别为[21]

式中,uj为第j个速度分量,j=1,2,3,θ为相对结晶度;为诱导时间指数,即产生结晶行为的起始时间,ti为诱导时间,T为结晶温度;下角标“,”表示求偏导数;t为时间。ti与T关系见式(3)

式中,α为材料常数;Tm为平衡熔点;ti,T为温度T时的结晶诱导时间;dt/ti,T为在温度T时微小时间段对诱导结晶的贡献,当达到1时,诱导期结束,晶核形成并开始生长。根据 Nakamura方程,相对结晶度θ为时间t的函数


式中,n为 Avrami指数;t1/2为半结晶时间。结晶速率与温度之间的关系如式(7)所示

在剪切作用下聚合物熔体分子链被拉伸,减少了熔体构象的种类,降低了熔体的熵,因此提高了平衡熔点温度和过冷度。当剪切应力较小时,不足以拉伸熔体分子链以改变分子取向,但是剪切应力过大,聚合物分子已经得到足够拉伸,继续增加剪切应力不再改变分子取向[27],剪切应力τ与等效熔点Tm之间的关系式为

式中,为零剪切应力时的平衡熔点;C1、C2为材料参数。
1.2 注射成型过程建模
假设聚合物熔体为不可压缩流体,惯性力和质量力忽略不计,则由Navier-Stokes方程可简化得到聚合物熔体流动的质量守恒、动量守恒以及能量守恒方程为[23]

式中,“,”表示求偏导;ui、p、T分别为第i个速度分量、压力和温度;η、ρ、cV、λ分别为熔体的动力学黏度、密度、比热容、传热系数;i, j= 1,2, 3为空间坐标分量;为剪切应变速率;δij为 Kronecker函数;φ为黏度剪切耗散功;为单位时间内由于结晶释放的热量;Hc为单位质量结晶的潜热;˙为相对结晶速率。在充模阶段,聚合物黏度模型采用7参数WLF-Cross模型,并且采用Titomanlio等[28]提出的经验模型,在黏度模型中引入结晶对黏度系数的影响

式中,ηχ为黏度变化因子;η(T,γ˙,χ=0)为不考虑结晶时由 WLF-Cross模型得到的聚合物熔体黏度;f、h、m为材料参数。
可是林师父自己画风,却要我们画水!他说:“平远细皱,起起伏伏,这是画匠们的画法,你们要学水奔湍巨浪,随石曲折,随物赋形,画出水的神气。画好了水,才画得出风,画得出光。”
充模结束后,聚合物熔体流动停止。熔体在冷却固化过程中继续结晶,冷却过程中的能量守恒方程为式(11),此时熔体速度为0。
1.3 修正的有限体积法计算模型
传统的有限体积法求解扩散问题中,变量在有限体积中心连线上采用线性插值,当扩散系数在有限体积界面两侧差异较大时,扩散通量则在界面两侧附近出现虚假数值振荡。聚合物熔体为广义非牛顿流体,熔体黏度随温度、压力和剪切速率而剧烈变化,具有很强的非线性[29],为提高模拟充模过程中熔体流动速度的精度和稳定性,需改进传统的有限体积法扩散项离散格式[23,25]:速度变量沿有限体积中心连线需采用分段线性分布。
如图1所示,P0、Pk为相邻有限体积的中心,设χk=ηP0/ηPk为界面两侧相邻有限体积中心的黏度比。假设速度在各有限体积内呈线性变化,根据界面两侧相邻有限体积的流动剪切应力相等原则可得相邻有限体积的界面中心的速度梯度和速度的计算式为[23]
式中,u*为界面中心速度矢量;为有限体积中心位置矢量,Sk为P0有限体积界面的面积外法矢量,为加权系数,V为有限体积的体积,a为有限体积中心速度分量对应方程组矩阵的主对角线上的值,分别为相邻有限体积的值加权平均。

图1 有限体积法单元Fig.1 Schematic diagram of finite volume
根据有限体积法建立每个有限体积上的离散的能量守恒方程
式中,Tt+Δt为 t+Δt时刻的温度;Tt为 t时刻的温度;Δt为时间步长。为提高计算精度和稳定性,对流项采用“延迟”算法。mk=u*sk为相邻有限体积的界面上的流量。诱导时间指数与相对结晶度的有限体积法离散格式为
式中,为提高计算精度和稳定性,对流项也采用“延迟”算法。
在充模过程中,在每个时间步长内,耦合求解速度和压力方程直到速度、压力和黏度的变化都很小:满足设定的计算精度要求,然后求解能量方程,再求解诱导时间指数方程、相对结晶度方程。在冷却过程中,假设熔体停止流动,结晶继续进行,在每个时间步长内,顺序求解能量方程、诱导时间指数方程、相对结晶度方程。注射成型过程中的结晶模拟流程如图2所示。
2 结果与结论
2.1 算例分析
以ASTM-I型标准拉伸样条为例,采用上述方法分析模拟注射条件下聚合物的剪切诱导结晶行为。拉伸样条尺寸及其XYZ坐标系位置如图3所示,坐标原点位于样条的几何中心。采用点浇口,浇口位于样条端部侧面的中心。聚合物材料选择聚丙烯(PP),其结晶物性参数如表1所示。

图2 注射成型结晶过程模拟流程Fig.2 Flow chart of crystalline simulation during plastic injection molding

表1 聚合物PP的结晶参数Table 1 Crystallization parameters of polymers PP
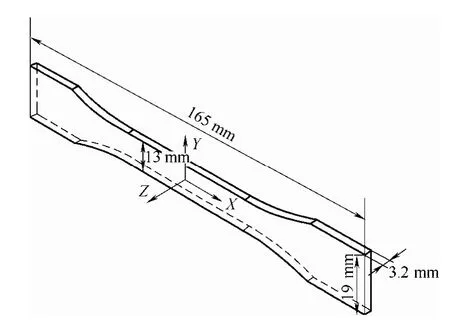
图3 ASTM-I拉伸样条及其坐标系Fig.3 ASTM-I stretch bar and its coordinate system
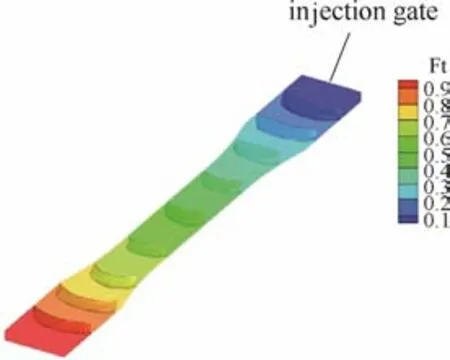
图4 注射温度240℃、模具温度30℃、注射时间1 s时的熔体前沿流动模拟Fig.4 Flow front results under process parameters of injection temperature 240℃, mold temperature 30℃ and injection time 1 s
注射温度240℃,模具温度30℃,注射时间1 s时的熔体前沿如图4所示,色标中Ft代表注射时刻。聚合物熔体由浇口(右上方端面中心)进入型腔后,因型腔中心处的熔体温度比靠近模具处的高,黏度更低,从而导致中心处的熔体前沿位置较腔壁处的熔体位置更突出,即“喷泉效应”。由图4可知,本文的方法可清晰地模拟出聚合物注射成型过程中的三维“喷泉”流动行为。
不同时刻的诱导时间指数结果如图5所示,注射温度240℃,模具温度30℃,注射时间1 s。色标中I表示诱导时间,数据显示为Z=0剖面上的结果。由图可知,在10 s时整个型腔的诱导时间指数相对较低,只有靠近模壁的部分区域诱导时间指数相对较高。在20 s时模壁附近区域的诱导时间指数持续升高并达到1,但中心区域的诱导时间指数仍较低。这是因为模具温度较低,在靠近模壁的位置剪切作用较强,所以在靠近模壁附近很容易产生较大的诱导时间指数。而型腔内其他区域,虽然有剪切作用,结晶的等效熔点有所提高,但是熔体温度较高,不易发生诱导形核。到30 s时,熔体温度下降,整个型腔的诱导时间指数都达到了 1,即诱导期结束,晶核形成并开始生长。图6为模具温度在20和40℃下冷却到20 s时Z=0剖面上的诱导时间指数结果。如图所示,随着模具温度升高,诱导时间指数达到1结束诱导期并开始形核结晶的时间越晚。这是因为模温越高,熔体温度下降速度越慢,从而导致达到结晶温度范围的时间越长,结晶开始的时间也越晚。
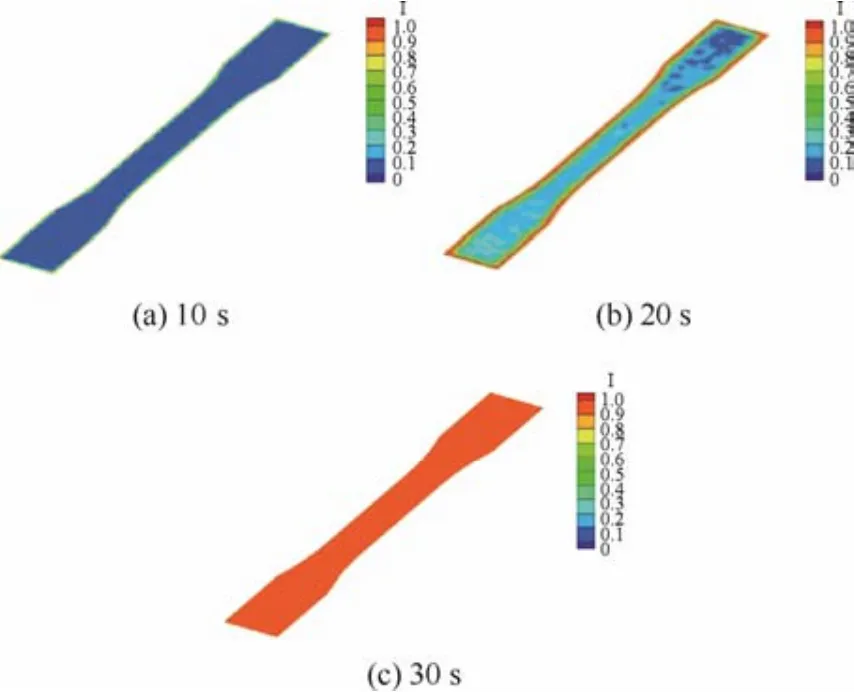
图5 注射温度240℃、模具温度30℃、注射时间1 s下不同冷却时刻的诱导时间指数结果Fig.5 Induction time index results at different cooling times under process parameters of injection temperature 240℃, mold temperature 30℃ and injection time 1 s
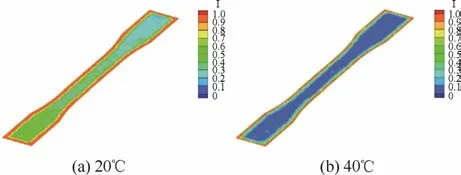
图6 模具温度为20℃和40℃、冷却时间20 s的诱导时间指数结果Fig.6 Induction time index results at cooling time of 20 s under process parameters of mold temperature 20℃ and 40℃
不同时刻的相对结晶度结果如图7所示,注射温度240℃,模具温度30℃,注射时间1 s。色标中C代表相对结晶度,数据显示为Z=0或X=0剖面上的结果。如图所示,随着冷却时间的延长,制品的相对结晶度不断增大,同时,制品的相对结晶度分布呈现出复杂的3层“皮-芯”结构。在模腔边缘区域,因模具温度低,聚合物熔体冷却速度快,不易结晶,而在模腔中心区域,因聚合物传热系数较低,熔体温度高也不易结晶,但在模腔边缘与模腔中心之间,因剪切应力较高且熔体温度适中,其结晶度最高。
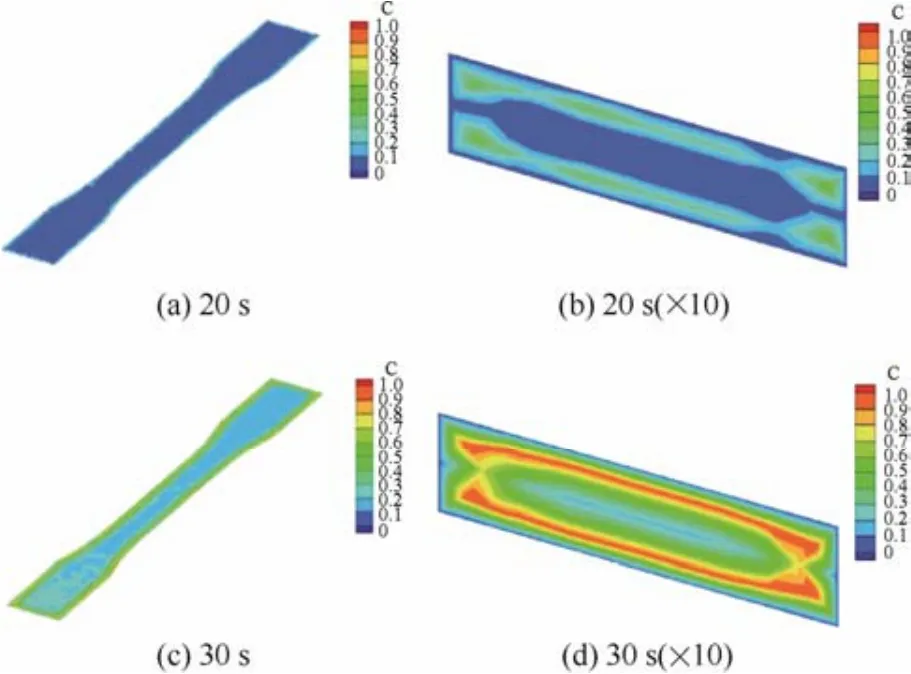
图7 注射温度240℃、模具温度30℃、注射时间1 s下不同冷却时刻相对结晶度结果Fig.7 Crystallinity results at different cooling times under process parameters of injection temperature 240℃, mold temperature 30℃ and injection time 1 s
下面将讨论注射成型工艺参数(注射时间、模具温度和熔体温度)对聚合物结晶行为的影响。
注射时间分别为0.5和2.5 s下制品冷却到30 s时Z=0剖面上的相对结晶度分布结果如图8所示,其注射温度为240℃,模具温度为30℃。如图所示,当注射时间从0.5 s增大到2.5 s时,制品的结晶度出现上升趋势。从剪切应力角度看,短注射时间导致高剪切应力,从而引起平衡熔点升高,诱导结晶更快进行。从熔体温度角度讲,短注射时间引起熔体温度升高,导致制品温度高难以结晶且剪切应力松弛更快。综合两方面影响因素,在本实验材料与注射条件下,注射时间的延长可增加制品的相对结晶度分布,该结果与Guo等[27]的结论一致。

图8 不同注射时间下冷却30 s后的相对结晶度结果Fig.8 Crystallinity results at cooling time of 30 s under different injection times
模具温度分别在20和40℃下冷却30 s时制品X=0剖面上的相对结晶度分布结果如图9所示,其注射温度为240℃,注射时间为1 s。PP材料的结晶温度范围为20~120℃[30]。由图可知,随着模具温度升高,制品“芯层”结晶度降低。这是因为模具温度高导致熔体热量损失减少,从而引起制品中心熔体温度高,结晶困难。同时,制品“皮层”的相对结晶度提高,且“皮层”与“芯层”之间的“中间层”向“皮层”移动。随着模具温度的升高,使“皮层”附近的聚合物熔体冷却速度下降,在 PP结晶温度区间停留更长时间,从而使该区域的相对结晶度升高。上述结论与文献[30-31]的结论相吻合。
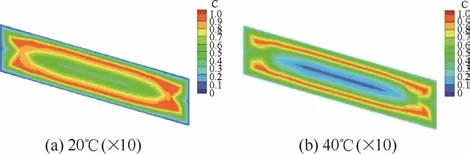
图9 不同模具温度下冷却30 s后的相对结晶度结果Fig.9 Crystallinity results at cooling time of 30 s under different mold temperatures
注射温度分别在220℃和260℃下冷却30 s时X=0剖面上的相对结晶度分布结果如图10所示,其模具温度为30℃,注射时间为1 s。由图可知,提高注射温度可降低制品“芯层”的相对结晶度,其影响规律与提高模具温度的影响类似,然而,因为模具温度均较低(30℃),“皮层”的相对结晶度都很小。因此,可通过调整注射成型工艺参数可获得具有不同结晶度分布的制品。
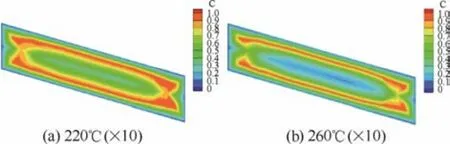
图10 不同注射温度下冷却30 s后的相对结晶度结果Fig.10 Crystallinity results at cooling time of 30 s under different injection temperatures
2.2 实验验证
为进一步验证本文所提方法的正确性,选取实际产品——非球面透镜进行实验验证,模具及产品CAD图如图11所示,透镜中心厚5.2 mm。聚合物也选用PP,其结晶物性参数如表1所示。注塑机型号为HTL68/JD。注射温度210℃,注射速度30%,模具温度40℃,冷却时间35 s,不设置保压参数。
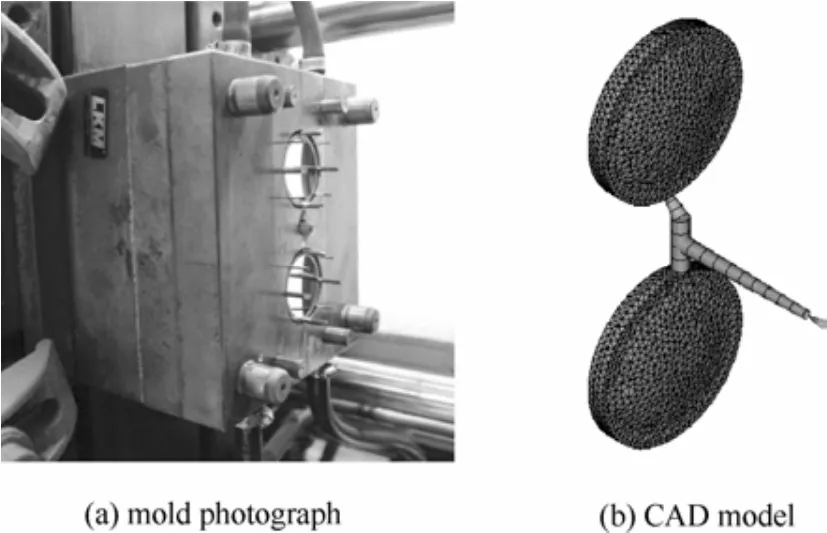
图11 模具实物及产品CAD图Fig.11 Aspheric lens mold photograph and lens CAD model
开模后,将透镜置入液氮中淬火 3 min,以冻结其结晶结构,然后采用差示扫描量热仪(TA Q20 DSC)测量非球面透镜“芯层”中心位置的结晶度,并将其与本文的模拟结果进行对比分析。取 5~7 mg的试样放入标准铝盘并制样,然后置入差示扫描量热仪,以10℃·min-1的速率将试样从40℃加热至190℃,并记录升温过程中试样的吸热放热曲线。根据曲线计算试样的熔融热焓ΔHf和冷结晶热焓ΔHcc,试样的绝对结晶度Xc可利用式(18)计算,为保证结果的准确性和一致性,每种试样重复测试3组。

式中,ΔH0为100%结晶时(即完全结晶)每克的熔融热焓,其值为207.0 J·g-1。
不同模具温度下制品绝对结晶度的模拟结果与实验结果如图12所示。DSC测量结果为绝对结晶度,而数值模拟结果为相对结晶度θt,如式(5)所示。为方便两者比较,本文将模拟结果转化为绝对结晶度χt,即χt=θt χ∞,其中χ∞=0.5。由图可知,模拟结果与物理实验结果的结晶度变化趋势相同,都是随着模具温度的增大,制品“芯层”中心的结晶度呈现减小的趋势。如2.1节所述,模具温度越高,熔体温度下降速度越慢,从而导致达到结晶温度范围的时间越长,结晶开始的时间越晚,同时,模温高导致熔体热量损失减少,从而引起熔体温度高,制品结晶也更困难。但图12中模拟结果与DSC结果存在一定误差,主要是因为结晶过程复杂多变,材料内部包含结晶区域和无定形区域,本文数值模拟所采用的 Nakamura方程计算结晶度具有一定程度的近似[32]。此外,与密度不同,结晶度是相对概念,不同的结晶度表征方法,因为测量原理的不同,其结果也不一样[33]。鉴于此,聚合物结晶度的数值模拟结果一般只与实验结果进行演化趋势对比[7-8,18]。
图13是不同注射温度下制品结晶度的对比,由图可以看出,模拟结果与物理实验结果的结晶度变化趋势也相同,都是随着注射温度的升高,制品“芯层”中心的结晶度呈现减小的趋势。其影响机理与模具温度的影响机理类似,注射温度高,PP熔体将需要更多的时间冷却至结晶温度范围,从而延缓了制品的结晶起始时间,同时,熔体温度越高导致制品结晶越困难。
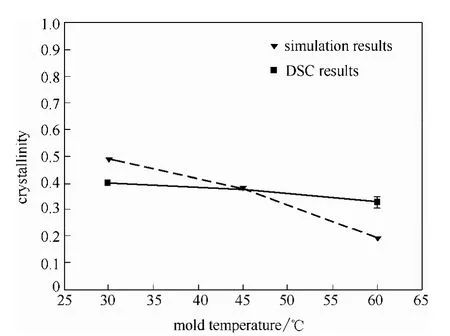
图12 不同模具温度下的绝对结晶度结果对比Fig.12 Results comparison of crystallinity under different mold temperatures
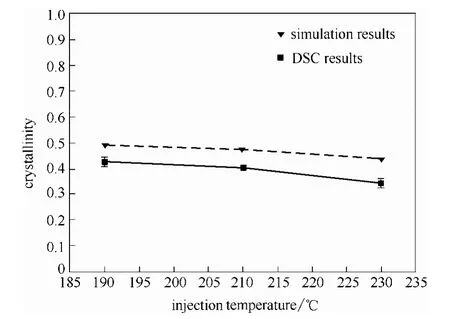
图13 不同注射温度下的绝对结晶度结果对比Fig.13 Results comparison of crystallinity under different injection temperatures
3 结 论
基于剪切诱导结晶模型、考虑结晶的注射成型过程建模和改进的有限体积法,本文对注射成型过程中聚合物剪切诱导结晶行为进行了三维数值模拟,研究了不同注射条件下聚合物诱导时间指数和相对结晶度分布的演化过程。数值结果表明,该方法可清晰模拟出注射成型过程中聚合物的三维“喷泉”流动行为以及3层“皮-芯”结晶结构,同时,诱导结晶时间指数与相对结晶度的模拟结果与理论结果吻合。模具温度和注射温度对制品最终结晶度分布影响较大,通过调整注射温度与模具温度可获得所需要的结晶度分布。此外,以实际制品非球面透镜为例,进一步验证了本文所提出的方法的正确性,模拟结果与DSC测量结果的趋势一致。
本文开发的结晶模拟软件以及研究成果可用于分析注射成型过程中聚合物结晶形态的演变规律以及成型工艺对制品结构与性能的影响机制,对聚合物结晶形态控制的实施和材料的高性能化研究具有重要意义,同时,在实际生产方面,可用于解决成型过程中的工艺分析、评价与优化等问题,在聚合物制品性能的优化控制方面具有广阔的应用前景。
[1] ZHAO P, PENG Y, YANG W,et al. Crystallization measurementsviaultrasonic velocity: study of poly(lactic acid) parts[J]. Journal of Polymer Science Part B: Polymer Physics, 2015, 53(10): 700-708.
[2] 严大东, 张兴华. 聚合物结晶理论进展[J]. 物理学报, 2016, 65(18):101-111.YAN D D, ZHANG X H. Recent development on the theory of polymer crystallization[J]. Acta Physica Sinica, 2016, 65(18):101-111.
[3] TROISI E M, CARLERS H J M, PETERS G W M. Full characterization of multiphase, multimorphological kinetics in flow-induced crystallization of IPP at elevated pressure[J].Macromolecules, 2017, 50(10): 3868.
[4] SANTIS F D, VOLPE V, PANTANI R. Effect of molding conditions on crystallization kinetics and mechanical properties of poly(lactic acid)[J]. Polymer Engineering & Science, 2017, DOI:10.1002/pen.24414.
[5] 王柯, 张琴, 傅强. 高分子加工制品的多层次结构控制——从传统加工到定构加工[J]. 高分子学报, 2013, (5): 583-588.WANG K, ZHANG Q, FU Q. Multi-level structure control of polymeric processed products—from traditional processing to structured machining[J]. Acta Polymerica Sinica, 2013, (5): 583-588.
[6] PANTANI R, COCCORULLO I, SPERANZA V,et al. Modeling of morphology evolution in the injection molding process of thermoplastic polymers[J]. Progress in Polymer Science, 2005,30(12): 1185-222.
[7] 阮春蕾, 刘春太. 剪切流场中聚乙烯结晶过程的建模与模拟[J].化工学报, 2016, 67(5): 2144-2151.RUAN C L, LIU C T. Modeling and Simulation of polyethylene crystallization in shear flow field[J]. CIESC Journal, 2016, 67(5):2144-2151.
[8] 王锦燕, 陈静波, 刘春太, 等. 聚合物流动诱导结晶数值模拟[J].化工学报, 2011, 62(4): 1150-1156.WANG J Y, CHEN J B, LIU C T,et al. Numerical simulation of polymer flow induced crystallization[J]. CIESC Journal, 2011, 62(4):1150-1156.
[9] 周应国, 申长雨, 陈静波. 半结晶性聚合物熔体冷却过程双尺度模拟[J]. 工程科学学报, 2007, 29(2): 186-192.ZHOU Y G, SHEN C Y, CHEN J B. Two-scale simulation of melt-cooling process of semi-crystalline polymer[J]. Chinese Journal of Engineering, 2007, 29(2): 186-192.
[10] KOWALSKA B. Study on crystallization of polymers during the injection molding[J]. Polimery -Warsaw-, 2007, 52(2): 83-87.
[11] ZHOU H. Computer Modeling for Injection Molding: Simulation,Optimization, and Control[M]. Hoboken, New Jersey: John Wiley &Sons, 2013: 200-201.
[12] DOUFAS A K, MCHUGH A J. Simulation of melt spinning including flow-induced crystallization(Ⅲ): Quantitative comparisons with PET spinline data[J]. Journal of Non-Newtonian Fluid Mechanics, 2001,92(1): 81-103.
[13] TANNER R I. On the flow of crystallizing polymers(Ⅰ): Linear regime[J]. Journal of Non-Newtonian Fluid Mechanics, 2003,112(2/3): 251-268.
[14] JABBRAZADEH A, TANNER RI. Flow-induced crystallization:unravelling the effects of shear rate and strain[J]. Macromolecules,2010, 43(19): 8136-8142.
[15] TANNER R I. A suspension model for low shear rate polymer solidification[J]. Journal of Non-Newtonian Fluid Mechanics, 2002,102(2): 397-408.
[16] BOUTAOUS M, BOURGIN P, ZINET M. Thermally and flow induced crystallization of polymers at low shear rate[J]. Journal of Non-Newtonian Fluid Mechanics, 2010, 165(5/6): 227-237.
[17] ZINET M, OTMANI RE, BOUTAOUS M,et al. Numerical modeling of nonisothermal polymer crystallization kinetics: flow and thermal effects[J]. Polymer Engineering & Science, 2010,50(10): 2044-2059.
[18] 申长雨, 周应国, 陈静波. 半结晶聚合物注射成型中结晶动力学的数值模拟[J]. 高分子学报, 2008, (8): 771-777.SHEN C Y, ZHOU Y G, CHEN J B. Numerical simulation of crystallization kinetics during injection molding for semi-crystalline polymers[J]. Acta Polymerica Sinica, 2008, (8): 771-777.
[19] WANG X, KLAASEN B, DEGREVE J,et al. Volume-of-fluid simulations of bubble dynamics in a vertical Hele-Shaw cell[J].Physics of Fluids, 2016, 28(5): 243-258.
[20] 曹伟, 王蕊, 申长雨. 塑料熔体在注塑模中的三维流动模拟[J]. 化工学报, 2004, 55(9): 1493-1498.CAO W, WANG R, SHEN C Y. Three dimensional flow simulation of plastic melt in injection mold[J]. Journal of Chemical Industry and Engineering(China), 2004, 55(9): 1493-1498.
[21] 严波, 李阳, 孔啸, 等. 塑料注射成型结晶过程三维数值模拟[J].高分子学报, 2011, (2): 173-179.YAN B, LI Y, KONG X,et al. Three dimensional numerical simulation of plastic injection molding process[J]. Acta Polymerica Sinica, 2011, (2): 173-179.
[22] DEMIRDZIC I, MUZAFERIJA S. Numerical method for coupled fluid flow, heat transfer and stress analysis using unstructured moving meshes with cells of arbitrary topology[J]. Computer Methods in Applied Mechanics and Engineering, 1995, 125: 235-255.
[23] 严波, 李阳, 赵朋, 等. 基于改进有限体积法的三维注塑成型充模过程数值模拟[J]. 机械工程学报, 2015, 51(10): 25-32.YAN B, LI Y, ZHAO P,et al. Numerical simulation of mold filling process based on improved finite volume method[J]. Journal of Mechanical Engineering, 2015, 51(10): 25-32.
[24] 周文, 欧阳洁, 杨斌鑫, 等. 三维非等温非牛顿流体充模过程的建模与模拟[J]. 化工学报, 2011, 62(3):618-627.ZHOU W, OUYANG J, YANG B X,et al. Modeling and simulation of 3D non-isothermal non-Newtonian fluid filling process[J]. CIESC Journal, 2011, 62(3): 618-627.
[25] 严波, 韩先洪, 孔啸, 等. 改进的有限体积法扩散项离散格式[J].华中科技大学学报(自然科学版), 2012, 40(5): 20-23.YAN B, HAN X H, KONG X,et al. Improved finite volume method for diffusion term discretization[J]. Journal of Huazhong University of Science and Technology(Natural Science Edition), 2012, 40(5):20-23.
[26] CHEN Y, ZOU H, LIANG M,et al. Melting and crystallization behavior of partially miscible high density polyethylene/ethylene vinyl acetate copolymer(HDPE/EVA) blends[J]. Thermochimica Acta,2014, 586(8): 1-8.
[27] GUO J, NARH K A. Simplified model of stress-induced crystallization kinetics of polymers[J]. Advances in Polymer Technology, 2002, 21(3): 214-222.
[28] TITOMANLIO G, SPERANZA V, BRUCAO V. On the simulation of thermoplastic injection process(Ⅱ): Relevance of interaction between flow and crystallization[J]. International Polymer Processing, 1997,12(1): 45-53.
[29] 李阳, 严波, 赵朋, 等. GLS/GGLS/SUPG 在三维注射成形充填模拟中的应用[J]. 化工学报, 2010, 61(2): 510-515.LI Y, YAN B, ZHAO P,et al.Application of GLS/GGLS/ SUPG in three dimensional injection molding filling simulation[J]. CIESC Journal, 2010, 61(2): 510-515.
[30] GUO J, NARH K A. Computer simulation of stress-induced crystallization in injection molded thermoplastics[J]. Polymer Engineering & Science, 2001, 41(11): 1996-2012.
[31] WANG L X, LI Q, SHEN C Y. The numerical simulation of the crystallization morphology evolution of semi-crystalline polymers in injection molding[J]. Polymer-Plastics Technology and Engineering,2010, 49(10): 1036-1048.
[32] GUO X, ISAVEV A I, DEMIRAY M. Crystallinity and microstructure in injection moldings of isotactic polypropylenes(Ⅱ): Simulation and experiment[J]. Polymer Engineering & Science, 1999, 39(11):2132-2149.
[33] LIMA M F S, VASCONCELLOS M A Z, SAMIOS D. Crystallinity changes in plastically deformed isotactic polypropylene evaluated by X-ray diffraction and differential scanning calorimetry methods[J].Journal of Polymer Science Part B: Polymer Physics, 2002, 40(9):896-903.
date:2017-05-04.
Prof. YAN Bo, chutian_yan@sina.com
supported by the National Natural Science Foundation of China (51475420, 51635006) and the Fundamental Research Funds for the Central Universities (2017QNA4003).
Three-dimensional simulation of shear-induced crystallization for polymers during injection molding process
ZHAO Peng1, ZHAO Yao1, YAN Bo2, WANG Xiaoman1, LU Shengkun1, FU Jianzhong1
(1Key Laboratory of3D Printing Process and Equipment of Zhejiang Province,College of Mechanical Engineering,Zhejiang University,Hangzhou310027,Zhejiang,China;2School of Materials Science and Engineering,Shanghai Jiao Tong University,Shanghai200030,China)
Based on shear induces polymer orientation and increases its equilibrium melting temperature, a Nakamura equation based shear-induced crystallization kinetics model was presented. A model for injection molding simulation was also established, in which the influence of crystallization was considered into WLF-Cross viscosity coefficient. Three-dimensional shear-induced crystallization behavior was simulated by an improved finite volume method, which coupled flow field, melt pressure, temperature, induction time index and crystallinity.Experimental results show that the proposed method can clearly simulate the three-dimensional “fountain” flow behavior and the three-layer “skin-core” crystallization structure during injection molding process. The simulated shear-induction time index results and crystallinity results agree well with the theoretical and experimental results.
injection molding; flow; crystallization; computer simulation; finite volume method
TQ 320
A
0438—1157(2017)11—4359—08
10.11949/j.issn.0438-1157.20170552
2017-05-04收到初稿,2017-07-20收到修改稿。
联系人:严波。
赵朋(1983—),男,博士,副教授。
国家自然科学基金面上项目(51475420);国家自然科学基金重点项目(51635006);中央高校基本科研业务费专项资金资助项目(2017QNA4003)。
