聚丙烯系统热力学及反应器模拟研究
2017-11-10中国寰球工程有限公司北京分公司北京100012
中国寰球工程有限公司北京分公司 北京 100012
设计技术
聚丙烯系统热力学及反应器模拟研究
黄莺*孙淑兰刘群
中国寰球工程有限公司北京分公司 北京 100012
热力学模型的可靠性是流程模拟的关键,本文基于Aspen plus软件,核算了聚丙烯系统的热力学性质和相平衡,对计算偏差较大的物性参数重新拟合,最终得到新的计算结果与实验值吻合较好。建立三种不同反应器组合模型来模拟环管反应器,得到循环比对反应器出口温度、反应器热负荷、聚丙烯产量和聚丙烯分子量的影响。对比不同模型发现,组合环管反应器可以根据夹套冷却水温度分布,有效解释管内淤浆的温度分布变化,从而有利于优化循环比及反应温度。
聚丙烯体系 热力学 环管反应器模拟
聚丙烯是一类重要的化工产品,其主要生产工艺包括液相本体法和气相法,液相本体法中的环管工艺是目前应用最为广泛的聚丙烯生产工艺之一。
国内对聚丙烯工艺的模拟研究从2000年开始逐步发展,目前在反应器模型的选择、物性方法、组分参数、催化剂活性中心数、MFR熔体流动性、环管反应器内的颗粒流动性、温度分布、热量传递、多牌号产品的优化等方面均有较多研究报道,近几年已经有针对聚丙烯工业装置的模拟报道,通过模拟调整某一组分的加入量,来预测产品的目标值和变化趋势,从而达到减少工业试验,优化工艺操作参数的目的[1-5]。
国外对聚丙烯工艺的模拟研究也有较多报道,主要集中于动力学模型的研究。例如,从反应动力学机理出发,建立多活性位点的动力学模型用于预测聚丙烯产品的流量、数均和重均分子量、多分散指数和熔融指数、密度、转化率和活性位点形成[6];计算聚丙烯体系的热力学性质,相平衡,反应动力学,进行气相法生产聚丙烯的流程模拟[7];采用多段CSTR反应器来模拟工业的搅拌床反应器,预测聚丙烯的产量和分子量等[8]。
聚丙烯的流程模拟主要基于Aspen Tech公司开发的聚合物专用软件Polymers Plus(已集成在新版Aspen plus平台)。模拟中一般将环管反应器等效为一个全混流反应器(RCSTR模块),该方法有利于全流程的收敛,但无法详细获知环管反应器中管内的物料流量及流速,不同循环比对环管反应器操作性能的影响等。因此,研究环管反应器的详细建模尤为重要,从而对反应器设计及运行核算起到理论指导作用。在反应器建模之前,对热力学性质进行计算及反应动力学的确定也是基础和关键所在,分别介绍如下。
1 聚丙烯体系的热力学性质计算及反应动力学
聚合物体系适宜的物性方法为PC-SAFT,因此本文首先对模拟软件中的PC-SAFT物性库参数进行检验,并将物性计算结果与实验数据进行对比,以便对精确度较低的性质参数进行优化修正。
1.1 组分的建立
除了常规组分丙烯、乙烯、氢气等,聚合物的组分类型定义为polymer,而组成聚合物的重复单元被定义为segment。每种聚合物被认为是由一系列链段组成。链段具有固定的结构,在流程模拟的各阶段,聚合物性质的改变与链段的类型和数量有关。在Aspen Plus中选择的所有组分见表1。
1.2 组分物性计算
对于反应体系中的主要组分丙烯和聚丙烯的物性进行分析计算,所采用的实验数据取自文献3。
1.2.1 丙烯
采用Aspen plus内置的物性库中丙烯的PC-SAFT方程参数,计算得到液态丙烯的密度、饱和蒸气压、蒸发焓和热容。计算值与实验值的对比分别见图1~4,可以看出,密度、饱和蒸气压和蒸发焓的计算值与实验值吻合很好,证明了参数的可靠性,可直接用于流程模拟。而热容在温度高于270K以后,计算结果偏差较大。热容在计算流程中各设备的热负荷时发挥重要作用,因此需要对方程参数重新拟合,最终得到新的计算结果见图4虚线,与实验值吻合良好。新的参数见表2。
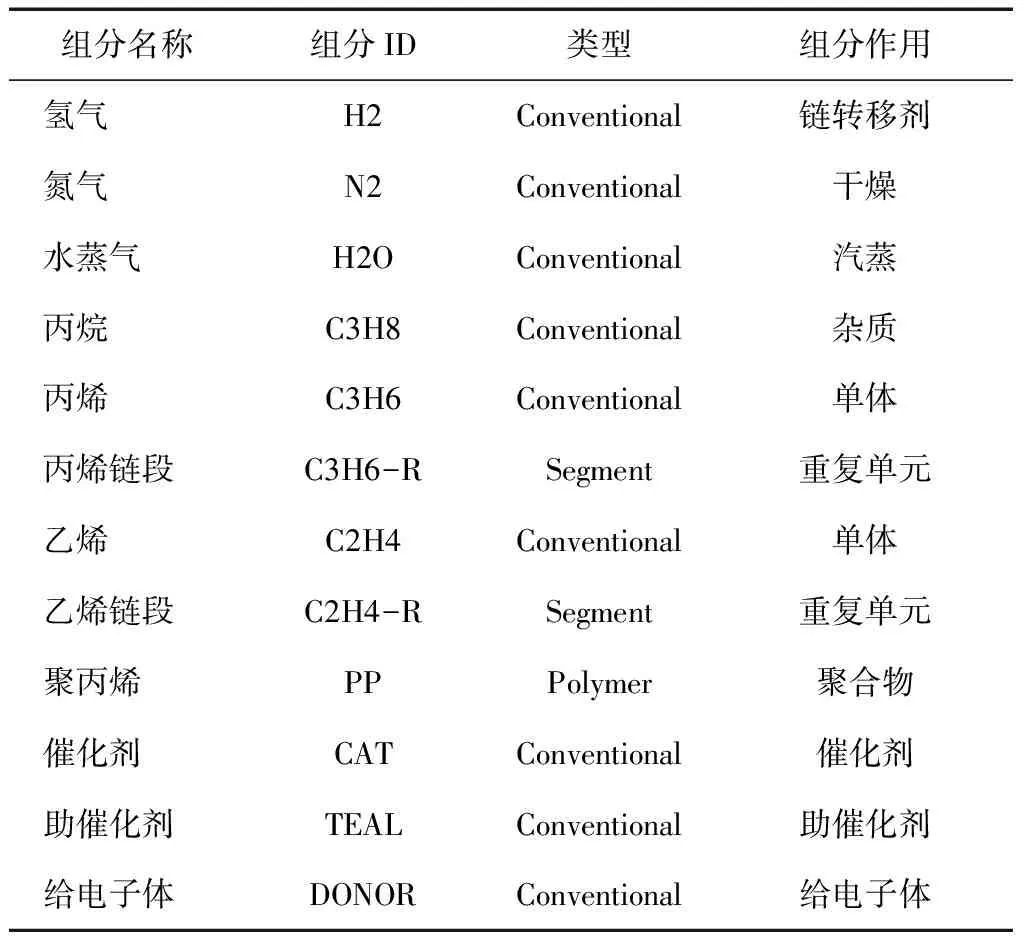
表1 丙烯聚合体系组分表
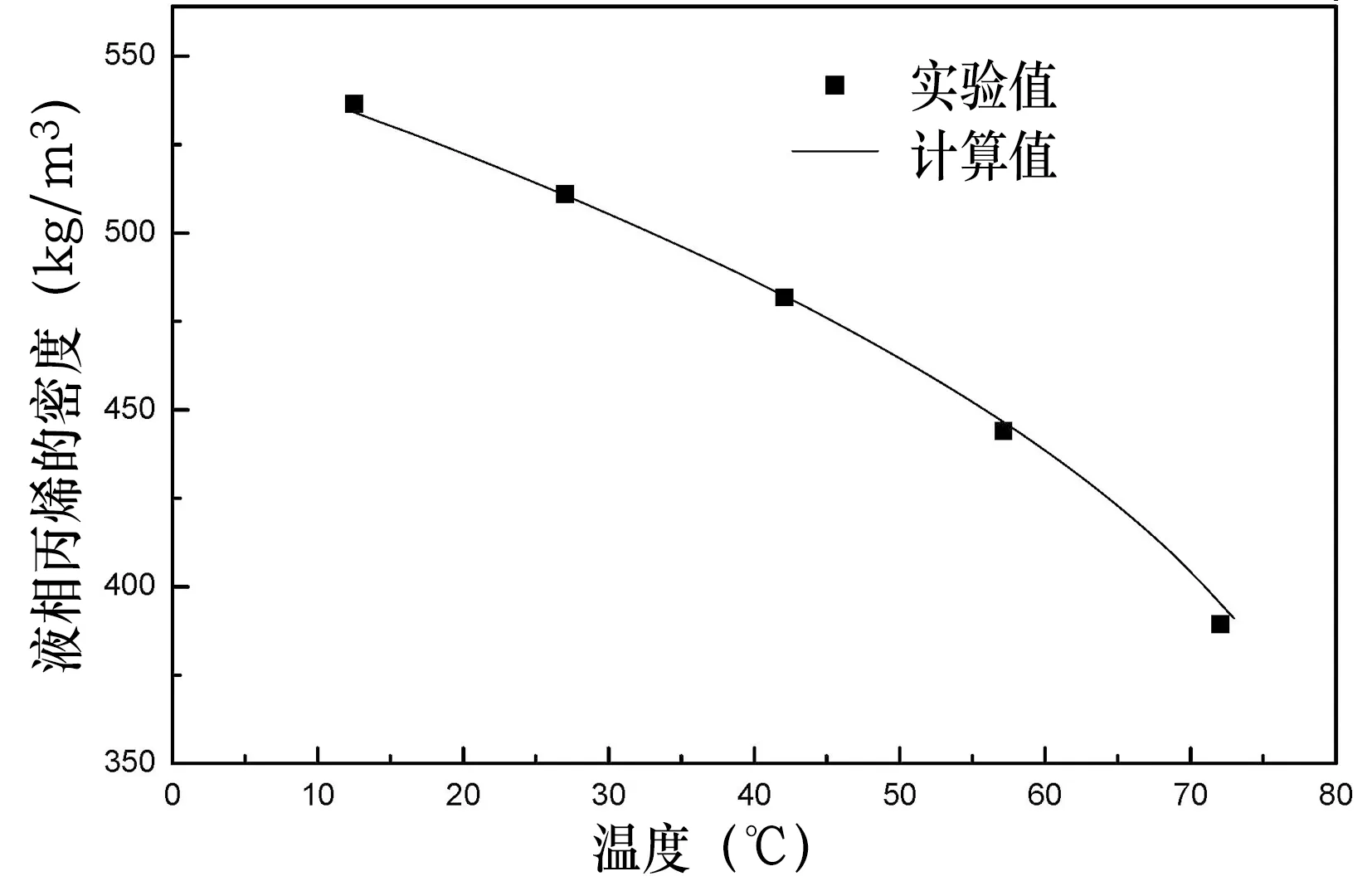
图1 液相丙烯密度计算值与实验值的比较

图2 丙烯蒸发焓计算值与实验值的比较

图3 丙烯饱和蒸汽压计算值与实验值的比较

图4 液相丙烯热容计算值与实验值的比较

表2 丙烯理想气体热容参数
1.2.2 聚丙烯
采用Aspen plus内置的丙烯链段的PC-SAFT方程参数,计算得到聚丙烯的密度、液相热容和实验对比分别见图5和图6,可以看出PC-SAFT方程对聚合物密度计算可靠,不需修正可直接用于流程模拟中。而对聚丙烯的热容计算结果偏差较大,因此需要重新拟合方程参数,得到新的计算结果见图6虚线,与实验值吻合良好。丙烯链段新的PC-SAFT参数见表3。
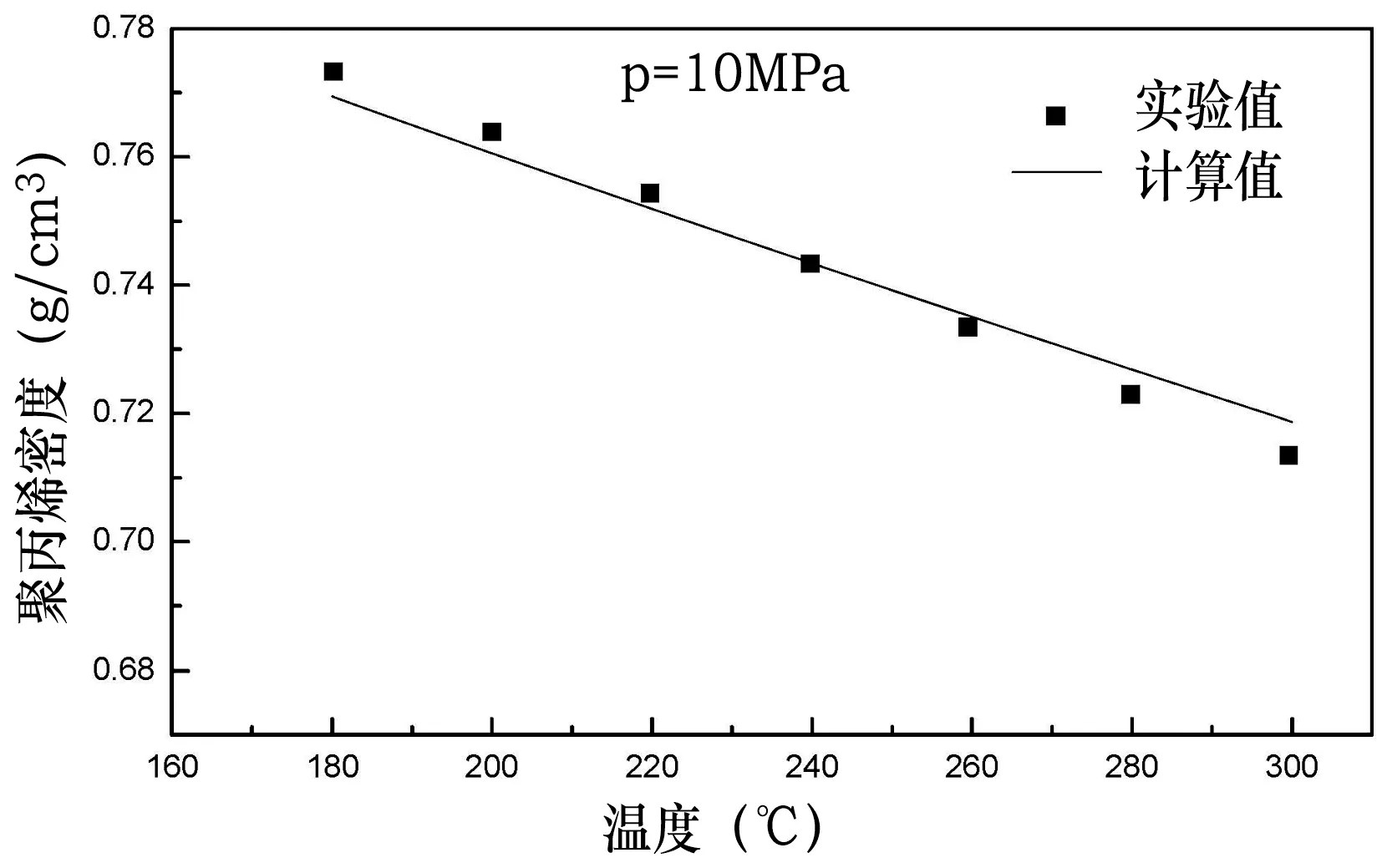
图5 聚丙烯密度实验值[3]与计算值的比较
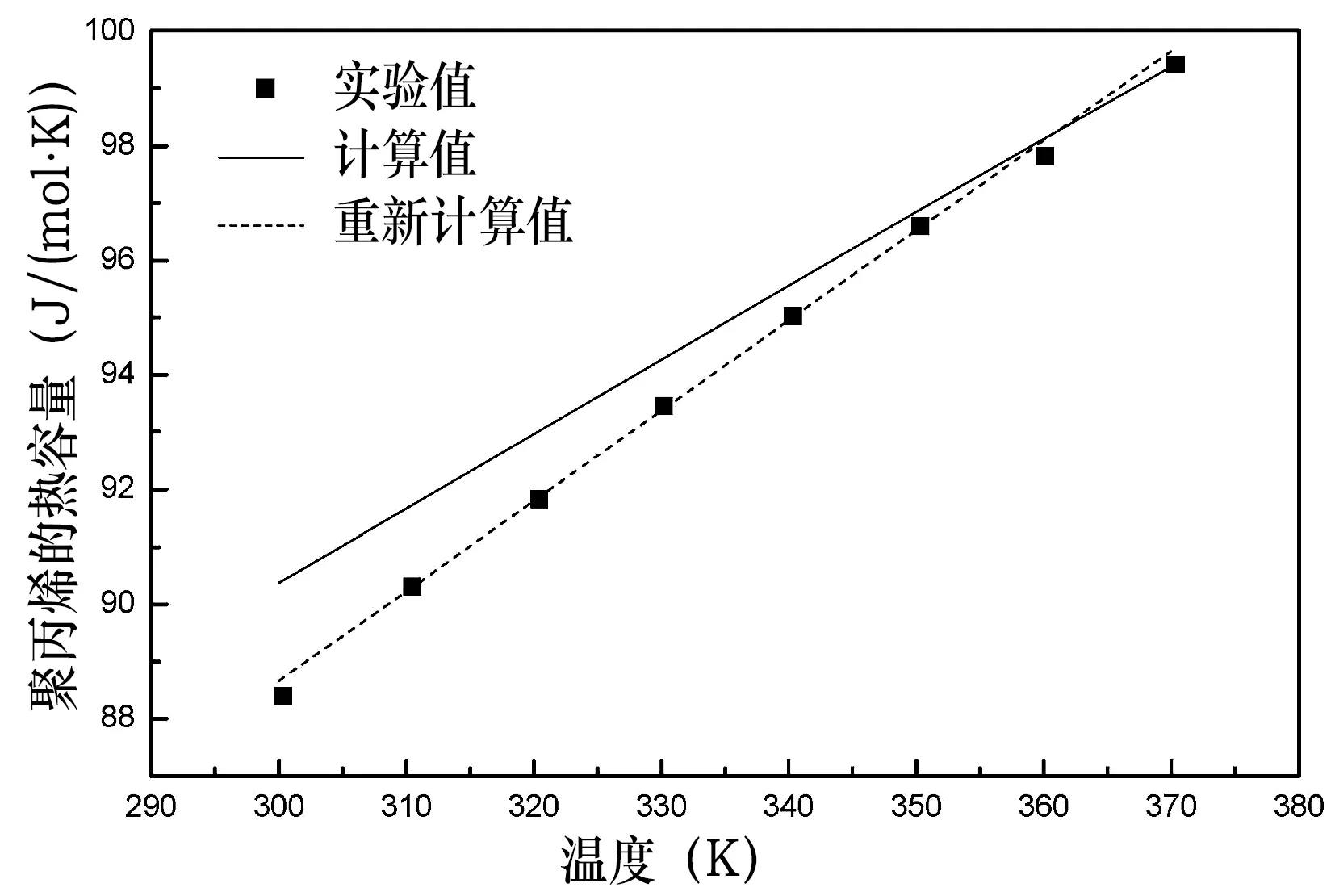
图6 聚丙烯摩尔定压热容PC-SAFT计算结果的比较
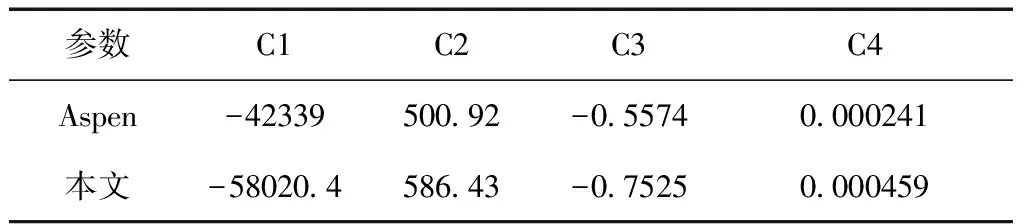
表3 聚丙烯理想气体热容参数
1.3 体系相平衡
1.3.1 氢气-丙烯
Aspen plus物性库中无H2与丙烯的PC-SAFT的二元交互作用参数,直接按照理想状态计算误差较大,见图7,因此重新回归拟合了二者的交互作用参数,得到新的计算结果与实验值对比见图中虚线,预测精度明显提高。

图7 氢气在丙烯中的溶解度与PC-SAFT计算结果的比较
1.3.2 丙烷-丙烯
类似的,也进行了丙烷在丙烯中溶解度的预测计算,发现偏差较大,对PC-SAFT二元参数进行修正后,见图8,预测结果与实验值吻合很好。
1.4 聚合反应动力学
对国内外文献总结得出,目前丙烯聚合过程主要考虑的反应包含:催化剂活化、链引发、链增长、链转移、失活等,且链引发、增长和失活的动力学参数假设仅影响反应速率,链自转移、转移至氢、转移至单体和转移至助剂假设仅影响分子量。本文主要模拟均聚流程,所考虑及添加的动力学方程见表4。结合Aspen Polymer Plus提供的反应动力学参数及模拟经验,给定以上反应动力学参数的初值,调整催化剂自活化、氢活化、助剂活化、自失活、给电子体失活、链引发和链增长的指前因子及活化能来拟合聚丙烯产量、调节链转移至氢和链转移至单体的指前因子及活化能来拟合聚丙烯数均分子量,调节等规反应的指前因子及活化能来拟合聚丙烯的等规度,最终得到了适合于本模型的反应动力学参数,拟合后的各反应速率常数见表5。

图8 丙烷在丙烯中的溶解度与PC-SAFT计算结果的比较

表4 均聚反应动力学方程
2 反应器模拟方法对比
2.1 基础条件
环管反应器的三维模型见图9。环管反应器一般由4根或6根带冷却水夹套的直筒和多段180°的弯头闭环连接而成,安装在反应器内的轴流泵推动浆液做高速定向循环流动。本文所模拟的环管反应器R201由四根50m长、带冷却水夹套的直管和四段直径为4.2m的180°弯管组成,弯管段总长25m,各段管径均为0.61m。所有模拟工况均以某均聚装置聚丙烯的入口物流数据及夹套水数据为基准,夹套水流量1400m3/h,进口温度43℃、出口温度52℃。

表5 反应动力学速率常数

图9 环管反应器的三维模型
2.2 模型建立
以第一环管反应器(R201)为考察对象,模拟三种不同形式的反应器组合,分别为基础工况、反应器组合工况1、反应器组合工况2。
(1)基础工况中,一个全混流(CSTR)反应器即代表了整个环管的反应体积,见图10。反应器撤热的模拟方法是采用一个外部的冷却器来代替整个夹套的撤热。将反应器的放热量传递至冷却器,根据实际操作中冷却水的进出口温度要求从而得到所需冷却水的用量,该冷却器用简单换热器Heater来模拟,不需提供传热系数。
(2)反应器组合工况1中,八个活塞流(RPLUG)反应器分别代表有夹套水换热的四个直管部分和绝热的四个弯管部分,见图11。该组合形式作为环管反应器的常用模拟方法已被证实其可靠性[9]。带夹套撤热的直管部分为 R201A、R201B、R201C和R201D,对Aspen Polymers Plus中RPlug活塞流模型设定为冷却水逆流换热,各段夹套撤热通过设置进出口温度,形成连续的夹套冷却水流股,传热系数根据工艺包数据直接给定。不带夹套撤热的弯管部分为R201-1、R201-2、R201-3和R201-4,采用绝热的RPlug活塞流模型。另外,在弯管R201-3的出口处设分流器,通过改变出料的比例来控制环管反应器的循环比。

图10 一个CSTR (基础工况)

图11 八个RPLUG(反应器组合工况1)
(3)反应器组合工况2中,两个全混流(CSTR)反应器分别代表物料的进出口部分(弯管部分),因为进出口区域可被认为是全混区[10],两个活塞流(RPLUG)反应器代表直管部分,见图12。直管部分R201A和R201B采用逆流的冷却水撤热,由R201A进,R201B出,传热系数与反应器组合工况1中取值一致。循环比也通过R201-2出口的分流器来调节。

图12 两个CSTR+两个RPLUG(反应器组合工况2)
2.3 模拟结果与讨论
2.3.1 循环比对反应器性能影响
环管反应器的循环比定义为循环流和出口流的体积流量之比[10]。对以上三种反应器组合形式进行模拟计算,分别研究了不同循环比下,反应器组合工况1和反应器组合工况2的出口产品物流温度、反应器的热负荷、聚丙烯产量、数均分子量及分子量分布。
固定夹套冷却水的进出口温度不变,改变循环比,得到两种组合循环反应器的产品物流出口温度见图13。

图13 循环比对环管反应器出口温度的影响
由图13可见,循环比大于50以后,随着循环比的继续增大,反应器出口温度逐渐升高。原因是循环比提高,流速加快,浆液与反应管总的接触时间减少,使得聚丙烯出口温度升高。
同时得到不同循环比下反应器组合工况1和反应器组合工况2两种工况的反应器热负荷变化,见图14。
由图14可见,反应器的热负荷随循环比的增大而增大。再者,循环比越高,循环流量增大会增加轴流泵的功率。因此需要综合考虑反应温度,选择合适的循环比。

图14 循环比对环管反应器热负荷的影响
不同循环比时得到聚丙烯的产量见图15。

图15 循环比对聚丙烯产量的影响
由图15可见,循环比增加,产量增大,但在循环比大于90后,变化趋于平稳。这是因为循环比越大,反应器内更加接近于全混流,催化剂的活性中心不断发挥作用,使得聚丙烯产量增加。而循环比大于90以后,活性中心已得到充分发挥,聚丙烯产量增加缓慢。
类似的聚丙烯的数均分子量随循环比的变化见图16。

图16 循环比对聚丙烯数均分子量的影响
由图16可见,数均分子量随循环比的增大而减小,在循环比大于90之后变化趋势减缓。当循环比较低时,环管内的轴向返混较低,氢气的浓度梯度较大,链转移至氢气的反应不完全,因此数均分子量较大。随着循环比的增加,氢气的浓度梯度逐渐降低,反应可以充分进行,使得数均分子量逐渐接近实测值,循环比大于90以后的分子量变化趋势减缓,表明该循环比下的活塞流反应器的模拟结果接近全混流。
2.3.2 组合式环管反应器与全混流反应器的对比
根据以上对循环比的研究,我们选取循环比为90时,两种组合环管反应器与全混流反应器进行关键参数的对比,结果见表6。可以看出采用三种反应器形式对聚合反应器的模拟可以获得相近的结果。但是全混流反应器无法得到管内及夹套温度沿管长的分布,无法获知温度变化明显的位置,从而无法优化反应器设计。
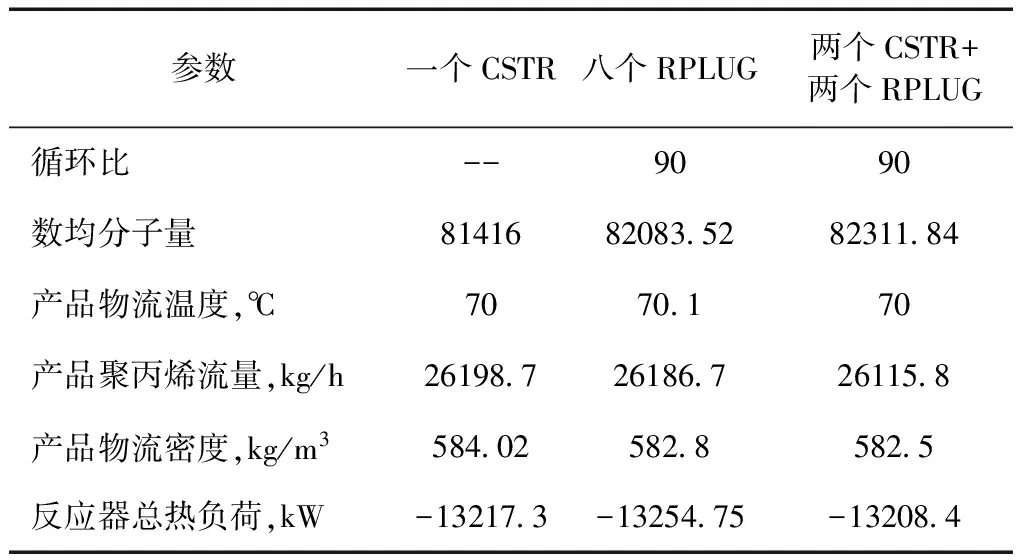
表6 不同反应器形式的模拟结果对比
以下对反应器组合工况1和反应器组合工况2环管反应器内的温度分布情况进行分析,反应温度沿着环管反应器管长的分布见图17。

图17 反应器组合工况1和反应器组合工况2环管反应器内的温度分布
由图17可见,两种反应器内的温度都在70℃附近非常小的范围内波动。对于反应器组合工况1,由于环管反应器的冷却夹套采用逆流换热,因此在冷却水的出口段,即R201A直管部分,管程与壳程流体的温差小,换热量也较小,则管内淤浆温度明显上升,并在该直管段的淤浆出口处达到最高,约70.2℃;但在R201反应器的新鲜丙烯进料处,即R201-1的进口处,反应器温度立即下降,达到最低点,约为69.8℃;另一个温度较低的地方是R201B出口处,来自预聚合的淤浆进料从这里加入,由于这部分淤浆的温度较低,约20℃,但流量较小,仅使反应器内的温度稍微下降。R201D的温度下降也较为明显,主要是由于与进口夹套水的温差较大,换热效果好。对于反应器组合工况2,R201A直管部分温度同样有所上升,但仍低于R201B直管部分的温度,这是因为R201-1进口处为反应器的新鲜丙烯进料处,温度较低。由于加入预聚合的淤浆温度较低,反应器出口温度略微降低。
另外,从图17也可以发现,环管反应器的弯管部分由于没有夹套撤热,温度上升非常快;而由于采用逆流换热,在直管撤热的R201D段,淤浆温度下降较快;R201C段温度仍能稳定下降;在R201B段,温度已出现上升阶段;而在R201A部分,淤浆的温度已稳定上升。对比可以看出,反应器组合工况1的八个活塞流反应器建立的环管反应器模型更加接近实际操作。
两种组合反应器的直管部分的撤热结果分别见图18和图19。

图18 反应器组合工况1环管反应器各段夹套内冷却水的温度分布
两种工况表现出类似的管外冷却水温度分布。管内淤浆由于高速循环,管程温度基本上保持在70℃左右,而壳程逆流的冷却水温度呈线性分布,且逐渐升高。利用图18、19可以更加清楚的理解图16中管程淤浆的温度分布,对于反应器组合工况1,在冷却水较低温度时(R201D),管程淤浆的温度下降较快,而在冷却水循环后期(R201A),温度较高,传热温差小,淤浆出口温度有轻微的上升。对于反应器组合工况2,在冷却水循环后期(R201A),因其温度较循环初期上升,使得管壳程温差下降,换热量减小,导致淤浆温度有轻微的上升。

图19 反应器组合工况2环管反应器各段夹套内冷却水的温度分布
在循环比90的条件下,两种组合式环管反应器的聚合物分子量分布与全混流反应器结果的对比见图20。

图20 环管反应器与全混流反应器的分子量分布对比
三种不同的反应器模型在分子量分布的模拟上,结果较为接近。两种组合式环管反应器的聚合物分子量接近重合,且在长链上较全混流反应器分布更多,这可能与管内的轴向温度梯度有关。
3 结语
(1)采用Aspen plus内置的物性库中丙烯的PC-SAFT方程参数计算发现,丙烯的密度、饱和蒸汽压和蒸发焓参数可靠,而热容计算结果偏差较大。对热容参数重新拟合,最终得到新的计算结果与实验值吻合较好。聚丙烯的PC-SAFT方程参数对密度计算精确,对液相热容偏差较大,采用重新拟合修正后的丙烯链段参数得到新的计算结果与实验值吻合较好。
(2)对两种组合环管反应器模型研究发现,随着循环比增大,反应器出口温度、反应器热负荷和聚丙烯产量稍有升高,聚丙烯分子量减小。循环比大于90后,聚丙烯产量和分子量变化趋势减缓,这与聚丙烯实际生产装置循环比的一般取值较高的规律相一致。
(3)两种组合环管反应器与全混流反应器的模拟可以获得相近的结果。但是全混流反应器无法得到管内及夹套温度沿管长的分布,无法获知温度变化明显的位置。组合环管反应器可以根据夹套冷却水温度分布,有效解释管内淤浆的温度分布变化,从而优化反应器设计,选择合适的循环比及反应温度。
1 陈江波, 于鲁强,宋文波. 中试环管反应器内液固两相流模拟[J]. 化工进展, 2011,(s2) :20-25.
2 崔 波等.聚丙烯环管反应器的动力学特征[J]. 化学反应工程与工艺1996,(3):40-47.
3 冯连芳, 黎逢泳, 顾雪萍, 汤志武,刘 波. 丙烯液相本体聚合反应体系的物性计算方法[J]. 石油化工, , 2005,34(2): 152-156.
4 卢 昶, 张敏华, 蒋善君&宋登舟. ASPEN PLUS软件在大型聚丙烯装置的应用[J]. 齐鲁石油化工, 2006,34(4): 404-409+357-358.
5 游存芳,李士雨. 聚丙烯装置建模过程分析及应用[J].石化技术, 2007,14(2): 56-58+68.
6 Shamiri, A., Hussain, M. A., Mjalli, F. S. & Mostoufi, N. Kinetic modeling of propylene homopolymerization in a gas-phase fluidized-bed reactor[J]. Chemical Engineering Journal161, 240-249, doi:http://dx.doi.org/10.1016/j.cej.2010.04.037(2010).
7 Khare, N. P. et al. Steady-State and Dynamic Modeling of Gas-Phase Polypropylene Processes Using Stirred-Bed Reactors[J]. Industrial & Engineering Chemistry Research43, 884-900, doi:10.1021/ie030714t (2004).
8 François Lesage, D. N., Bernard Descales, William D.Stephensc. Dynamic Modelling of a Polypropylene Production Plant[J]. ChapterinComputer Aided Chemical Engineering 30:1128-1132.
9 施德磐, 李晓军, 苏培林, 郑祖伟,罗正鸿. Spheripol聚丙烯工艺的环管反应器模拟[J]. 石油学报(石油加工), 2010,26(4):582-587.
10 洪定一. 聚丙烯—原理、工艺与技术[M]. 北京:中国石化出版社, 2005.
*黄 莺:工程师。2015年毕业于中国科学院过程工程研究所获博士学位。现从事化工工艺流程模拟及工艺包开发工作。
联系电话:(010)61917455,Email:huangying3027@hqcec.com。
2017-05-27)