膜转移施胶机的电气控制
2017-11-06王睿
王 睿
(山东昌华机械科技有限公司,山东聊城,252000)
·膜转移施胶机·
王 睿先生,工程师;主要从事造纸机械电控及气控的研发设计工作。
膜转移施胶机的电气控制
王 睿
(山东昌华机械科技有限公司,山东聊城,252000)
简单介绍了膜转移施胶机的机械构造及作用原理,重点详述了其电气控制系统的配置、控制原理及系统的调试。
膜转移施胶机;电气控制;配置;原理;调试
施胶是抄纸过程中的一个重要部分,多数纸机在前干燥部和后干燥部之间配置施胶机。施胶的目的通常是使纸或纸板具有抑制液体(特别是水或水溶液)扩散或渗透的能力,以适宜于书写或防潮抗湿[1-2]。传统纸机车速较低,普通的斜列式施胶机就能满足需求;随着纸机车速的不断提升,普通施胶机的弊端不断显现:①车速过高造成胶液抛溅;②高速运转对胶液扰动过大,造成横向施胶不均匀;③车速增加,为保证胶液流动性,胶液浓度势必降低,后干燥部蒸汽成本增加[3- 4]。膜转移施胶机以其先进的施胶理念和制造工艺,解决了上述问题。本课题简单介绍某公司生产的膜转移施胶机的机械构造及作用原理,重点详述其电气控制系统的配置、控制原理及系统的调试。
1 机械构造及作用原理
膜转移施胶机由主机(施胶机)、上胶系统、水润滑系统、气控系统、电气控制系统等部分组成。主机由机架、施胶辊、施胶梁、计量棒、计量棒夹紧及加压装置、施胶上辊加压装置、上施胶梁加压装置、下施胶梁加压装置及限位装置等部分组成,机械构造如图1所示。
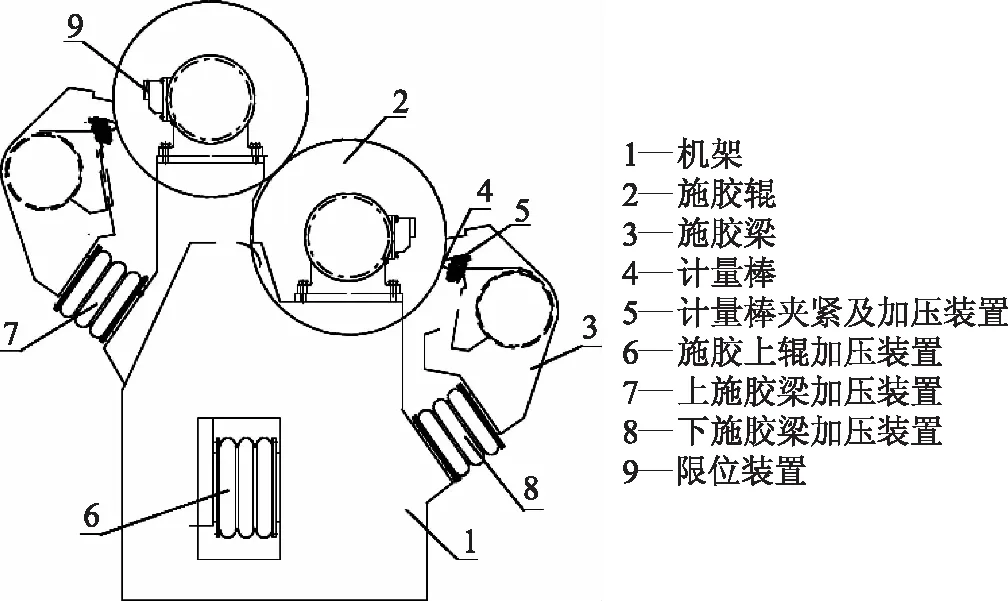
图1 施胶机的机械构造
该施胶机是气胎加压式施胶机。正常工作时,三曲气胎将施胶上辊加压到与施胶下辊闭合的状态,施胶压区的线压力由气胎内气压大小来调节。上施胶梁和下施胶梁也分别被各自的加压气胎加压到与上施胶辊和下施胶辊闭合的状态,计量棒经气囊夹紧及加压紧贴施胶辊辊面。当纸幅经引纸辊进入施胶辊压区时,胶料通过计量棒的计量,在施胶辊的表面形成一层均匀的胶料薄膜,随后再在施胶辊压区中转移到纸幅上,从而完成整个施胶过程。该方式有良好的运行性能和施涂精度,保证纸张成品的质量。
2 电气控制系统的配置及控制原理
2.1硬件配置
膜转移施胶机的控制系统采用西门子公司S7-200系列PLC作为主控制单元,并配以交流接触器及中间继电器来实现回路控制。系统配有2块4A的直流稳压电源,输入输出采用按钮和指示灯并配有一块西门子SMART1000IE系列的触摸屏。PLC与触摸屏之间采用MPI电缆连接,其余回路采用硬连接线连接。
膜转移施胶机本体的传动侧装有3个接近开关,分别位于施胶辊合辊处、上施胶梁合辊处和下施胶梁合辊处,用于检测各处的合辊信号。施胶机与后干燥部之间装有1个光电开关,用于检测断纸信号。另外,在计量棒夹紧及加压回路中装有压力开关,共4只,用于施胶机气控回路压力检测及电控回路的连锁控制。
膜转移施胶机的控制结构框图如图2所示。

图2 施胶机控制结构框图
2.2控制原理
2.2.1施胶上辊的分合控制
当引纸完毕且全幅展开后,上、下施胶辊传动运行且电源、气源一切准备就绪,可手动开启施胶上辊加压按钮,预压电磁阀换向,压缩空气经减压阀调压后充入气胎将施胶上辊缓慢顶起;当施胶上、下辊接触在一起后,位于传动侧的合辊接近开关动作,发出合辊信号,加压电磁阀换向,施胶上辊的加压回路自动由预压状态转换为加压状态,合辊完成。需要分开时,可直接按压区分开按钮,电磁阀换向到另一侧,进气压力下降到0,在辊子自重压力下,气胎内压缩空气经快排阀直接排到大气中,辊子快速落下。另外,正常运行中,当有断纸信号发生时施胶上辊会自动分开。
2.2.2上、下施胶梁的分合控制
施胶压区闭合后,上、下施胶梁才可闭合。启动闭合按钮,电磁阀换向,压缩空气经减压阀调压后充入气胎将上、下施胶梁抬起,当上、下施胶梁分别与上、下施胶辊闭合后,位于传动侧的合辊接近开关动作,发出合辊信号,合辊完成。需要分开时,可按下分开按钮,电磁阀换向到另一侧,气胎内压缩空气经快排阀直接排到大气中,上、下施胶梁快速落下。另外,正常运行中,当有断纸信号发生或胶料供给异常时,上、下施胶梁会自动打开。
2.2.3计量棒夹紧及加压控制
计量棒加压之前必须要先夹紧。夹紧回路采用双电控二位五通电磁阀和精密小量程减压阀,完全手动夹紧/放松操作,操作无任何连锁条件。计量棒加压可手动操作,与计量棒夹紧、上施胶梁、下施胶梁闭合信号连锁,只有条件全部满足才可加压,一旦有任一条件丢失,计量棒则自动卸压。另外,也可通过操作台上的按钮手动卸压。
2.2.4计量棒传动控制
每条计量棒由两台同功率的变频专用电机驱动。两台电机分列于操作侧及传动侧,采用ABB公司的ACS880系列逆变器进行负荷分配,无编码器,采用开环控制。逆变器参数设置为DTC控制模式,这种设置即使无反馈条件,也能精确控制电机的速度与转矩。计量棒传动与上、下施胶梁闭合信号、计量棒加压信号、计量棒座水润滑等信号连锁,当连锁条件满足时可自动启动,一旦有任一连锁条件丢失则自动停止。另外,也可在操作台上手动启停。
2.2.5水润滑控制
水润滑系统包括整幅水润滑、边缘水润滑及计量棒座水润滑。整幅水润滑用水量大,采用大流量二位二通流体阀控制,阀体有干触点反馈装置,将阀体状态信号输出给PLC,显示在触摸屏上。整幅水润滑可采用手动启停控制,按下“整幅水启停”按钮,则可手动控制水阀开关。另外,整幅水润滑有连锁控制,当施胶梁闭合信号触发且胶料未喷淋或者发生断纸时,润滑水自动打开;当施胶梁由闭合状态变为分开状态时,润滑水自动停止。
边缘水润滑采用手动启停控制,开机手动启动,无连锁条件。
计量棒座水润滑采用手动启停控制,开机手动启动,与计量棒传动连锁。为保护计量棒及计量棒座,计量棒传动只有在计量棒座水润滑开启时才可启动。
以上为主要回路的控制思路,硬件线路设计好后,就可以根据工艺要求编写软件。软件流程图如图3所示。

图3 软件流程图
3 系统的调试
系统的调试分单回路调试和连锁调试,同时应遵循先单回路调试后再连锁调试的原则。调试步骤:①所有回路按要求安装完毕,符合技术要求和安全规程;②各电磁阀、接近开关、光电开关及相关设备都应单独作检测校对,检查各线路、气路保证接线、接管正确;③确认PLC系统及触摸屏通信正常,将基本数据设置输入完毕;④确认所属机械设备全部安装完毕,电压、气压、水压正常;⑤输入手动程序,按照先主后次的原则,逐个回路调试,调节各回路的压力给定及同步性等,特别是计量棒传动的速度,根据纸种及施胶量的不同,速度一般设定在50~120 r/min之间(本课题所选膜转移施胶机计量棒直径为13.7 mm);⑥所有回路调试完毕后,加入连锁条件,再按动作顺序逐步调试,检验连锁程序的正确性。最后的连锁调试要反复、多次的试验,做到正确无误。
在调试的过程中,主要问题及解决方案如下:①施胶压区不同步。施胶上辊在加压时,操作侧及传动侧快慢不一,传动侧速度相对慢一些。调节两侧的单向节流阀,操作侧调小一些,传动侧调大一些,效果有所改善;重新布置气管,将气管在轨距正中一分为二,确保操作侧与传动侧所走管线长度一致,同步效果大大改善,达到理想状态。②上、下施胶梁无法闭合。上、下施胶梁加压启动后,经过8 s还未到达闭合位,气胎自动卸压。处于安全考虑,在编写程序时,上、下施胶梁闭合动作加入闭合信号延时安全控制,一旦在预设时间内未到达闭合位,闭合信号未反馈,则自动卸压。由于气路本身的特点导致气胎动作比较慢,现将预设时间提高至15 s,问题解决,顺利闭合加压。③断纸缠辊。一旦施胶后发生断纸,施胶辊就容易缠纸,严重情况下会造成设备损坏及引发安全事故。将前干燥部的断纸刀纳入断纸连锁控制,一旦施胶后发生断纸,断纸信号发出,断纸刀则自动落下打断纸张,从而有效防止缠辊现象。
膜转移施胶机电气控制系统与其他施胶机电气控制系统相比,不同之处在于:①施胶上辊加压控制采用预压、加压方式,预压、加压之间自动切换;这样有利于合辊的同步性,减少了因合辊不同步带来的断纸、搓辊、损坏设备等问题。②在断纸信号的检测上,采用断纸脉冲信号延时控制,在相应的程序中加入延时模块,设定延时8 s,延时结束后断纸信号还在,则确认断纸。这种方式提高了系统的抗干扰能力,使误判几率大大降低。③在计量棒夹紧及加压回路中增加压力开关检测装置,压力开关将气信号转换为电信号输入到PLC,用于检测计量棒的夹紧及加压状态,提高了设备的安全性。
4 结 语
经过多日的调试,该公司生产的第一台膜转移施胶机现已在德州某纸业公司顺利运行,这台施胶机与3150/500长网多缸纸机配套,生产无碳复写原纸,经过近一个多月的试生产,机器运行平稳、可靠,达到了预期目标。
[1] ZHANG Zi-hua, DU Can-kui, JIANG Bao-ping. The structure of membrane transfer sizing machines[J]. China Pulp & Paper Industry, 2010, 31(10): 81.
张子华, 杜灿奎, 蒋保平. 膜转移施胶机的结构[J]. 中华纸业, 2010, 31(10): 81.
[2] MENG Yan-jing, LI Hai-yan. Accessory Control System of A Soft-Calender[J]. China Pulp & Paper, 2003, 22(9): 44.
孟彦京, 李海燕. 可控中高辊软压光机的辅助控制系统[J]. 中国造纸, 2003, 22(9): 44.
[3] WEI Zhi-bin, ZHANG Rui-jie. Rebuikling of Film Size Press on a Large Paper Machine[J]. China Pulp & Paper, 2012, 31(5): 48.
危志斌, 张瑞杰. 大型纸机膜式施胶机的改进方案[J]. 中国造纸, 2012, 31(5): 48.
[4] ZHANG Yang, DING Xue-feng, GUO Hui, et al. Modification of Surface Sizing Technology of Linerboard[J]. China Pulp & Paper, 2015, 34(5): 70.

ElectricalControlofMembraneTransferSizingMachine
WANG Rui
(ShandongChanghuaMachineryTechnologyCo.,Ltd.,Liaocheng,ShandongProvince, 252000) (E-mail: wangrzi1983@163.com)
This paper introduced the structure and working principle of membrane transfer sizing machine,detailed the configuration and control principle of the electrical control system as well as the system debugging.
membrane transfer sizing machine; electric control; configuration; principle; debugging
TS736
A
10.11980/j.issn.0254- 508X.2017.10.010
2017- 06- 07(修改稿)
(责任编辑:董凤霞)
