倒装芯片键合设备助焊剂蘸取机构漏胶问题分析与解决
2017-11-03水立鹤沈会强
郎 平 ,水立鹤 ,沈会强 ,高 泽 ,潘 峰
(1.北京中电科电子装备有限公司,北京100176;2.中国电子科技集团公司第四十五研究所,北京100176)
倒装芯片键合设备助焊剂蘸取机构漏胶问题分析与解决
郎 平1、2,水立鹤1、2,沈会强1、2,高 泽1、2,潘 峰2
(1.北京中电科电子装备有限公司,北京100176;2.中国电子科技集团公司第四十五研究所,北京100176)
助焊剂蘸取机构是倒装芯片键合设备中的核心机构,其可靠性直接关系到键合后产品的质量。通过一系列实验找到了该机构漏胶的原因,对该机构进行了优化设计,解决了漏胶问题,提升了设备可靠性。
倒装芯片;键合设备;助焊剂蘸取机构
随着市场对终端产品尺寸要求越来越小,各种电子产品都朝着小型化、微型化和集成化的方向发展,各种电子产品中的芯片尺寸越来越小,芯片I/O接口越来越多,传统的正装芯片键合(die bonding)和引线键合(wire bonding)的芯片安装与互连方式已经难以满足芯片高密度封装工艺的技术要求,从而制约了封装产业的快速发展[1-3]。倒装芯片键合(flip chip bonding)是一种新兴的封装技术,是芯片与基板直接安装互连的一种方法,相对于传统的正装芯片键合和引线键合芯片安装与互连方式而言,倒装芯片键合中芯片的电气面朝下,芯片上的焊区直接与基板上的焊区互连;而传统的正装芯片安装与互连法通常都是芯片面朝上安装互连(如图1、图2所示)。

图1 倒装芯片键合芯片

图2 正装芯片键合芯片
传统的正装芯片键合和引线键合的芯片安装与互连方式中,只使用芯片四周的区域作为连接区域,而倒装芯片键合技术中凸点技术是使用整个芯片的表面作为连接区域,因此倒装芯片键合技术的封装密度(I/O密度)更高,用这项技术可以把器件的尺寸做得更小,封装的高度做得更低;另外,倒装芯片键合技术使得芯片与基板互连线非常短,因此互连产生的杂散电容、互连电阻和互连电感均比引线键合连接方式小得多,从而更适合高频、高速的电子产品的应用。另外倒装芯片键合技术使得芯片的安装和互连是同时完成的,这也大大简化了安装互连工艺[4]。因此倒装芯片键合技术必将得到越来越广泛的应用。
倒装芯片键合设备是实现倒装键合工艺的一种专用设备,其工作原理如图3所示。
翻转机构从蓝膜上将凸点向上的芯片拾起,并翻转180°;键合机构从翻转机构上将芯片拾起,此时芯片凸点方向向下;键合机构带动芯片Z向运动,使得芯片上的凸点在助焊剂蘸取机构上均匀蘸取助焊剂;键合机构Z向运动将芯片键合在基板上,随后基板被传入回流炉进行回流焊接。

图3 倒装芯片键合设备工作原理

图4 助焊剂蘸取机构结构简图
1 助焊剂蘸取机构工作原理
助焊剂蘸取机构是倒装芯片键合设备上的核心机构,其主要功能是为芯片上的凸点提供助焊剂,保证每次芯片凸点上可以均匀的蘸取到助焊剂,而助焊剂的主要作用是:在回流之前起到固定芯片的作用,在回流过程中起到清洁、湿润焊接表面以增强可焊性的作用,芯片上的凸点蘸取助焊剂的数量是否合理,分布是否均匀,直接影响到回流焊接完成的产品质量。我公司某款设备上助焊剂蘸取机构结构简图如图4所示,其工作原理为:直线导轨固定在底座上,胶板通过胶板固定座固定在直线导轨的滑块上,其由电机带动沿直线导轨做直线往复刮胶运动;胶盒为中空结构,其空腔中装有助焊剂,胶盒被左压杆和右压杆通过左顶丝、右顶丝、压紧座压在胶板的上方,与胶板紧密贴合;左支座和右支座与底座固定,其上开有U形槽,胶盒的两端正好放置在U形槽中,防止胶板在做直线运动时由于摩擦力的原因带动胶盒一块运动;胶板上加工有一定深度的承胶槽,其深度根据芯片上凸点的尺寸大小不同而不同,当胶板向前伸出时,胶盒固定不动,其中的助焊剂便漏入到承胶槽中,并且被胶盒的下表面刮平;当芯片在承胶槽中蘸取完助焊剂后,胶板向反方向运动,缩回到胶盒下方,胶盒中的助焊剂再次流入到承胶槽中,然后胶板向前运动,从胶盒下伸出,承胶槽中的助焊剂再次被胶盒下表面刮平,从而进行下一次助焊剂蘸取动作。
2 问题的分析与解决
2.1 存在的问题
我公司设计的某款助焊剂蘸取机构在测试中发现有比较严重的漏胶(助焊剂从胶盒中泄露出)现象(如图5所示),漏胶一方面会造成助焊剂使用量增加,从而增加客户的成本;另一方面更为严重的是泄漏的助焊剂会造成承胶槽中助焊剂厚度发生变化,导致芯片凸点上蘸取的助焊剂的数量无法满足工艺要求,均匀性无法保证,造成客户产品良率下降,因此这个问题迫切需要得到解决。

图5 漏胶现象
2.2 漏胶原因
助焊剂的泄漏肯定是由于胶板和胶盒没有紧密贴合造成的,所以经过分析,我们首先怀疑到是胶板和胶盒的接触平面出了问题,发生了磨损或变形,造成了漏胶现象,因此我们对这两个零件进行了外观和平面度检测(如图6所示),结果发现这两个零件的接触表面没有明显的划痕,平面度也达到了图纸上的设计要求,没有问题。

图6 胶板和胶盒检测
接下来经过分析我们发现胶盒的压紧机构存在问题:当胶板在做直线运动时其与底座的平行度必然在不断发生微量变化,而胶盒是被左压杆和右压杆用顶丝压紧在胶板上的,没有任何柔性机构,因此丧失了对胶板与底座平行度变化的补偿,因此随着平行度的变化,胶板与胶盒之间时而贴合时而分离,从而导致了漏胶现象的发生,如图7所示。

图7 漏胶原因分析
在我们测试胶板表面与底座平行度时,我们又发现了新的问题:胶盒压在胶板的不同位置时胶板与底座之间的平行度变化很大,因此我们又进行了以下测试:分别测试不压胶盒、胶盒压在胶板的后部、中部和前部时胶板上4个位置与底座的高度差(如图8所示),我们重复测量了三次,结果如表1~表3所示(表中没有数据的位置是由于胶盒遮挡而无法测量)。从结果可以看出,不压胶盒时胶板4个位置的高度差最大为13 μm,当胶板运动到不同的位置时胶板上4个位置的高度差在不断发生变化,最大差值达到约50 μm,当胶盒压在胶板的不同位置时胶板与底座的平行度是在不断发生变化的。

图8 胶板在不同位置时与底座平行度检测
通过上面的实验数据发现:当胶盒压在胶板的不同位置时胶板与底座的平行度是在不断发生变化的。通过有限元分析软件分析(如图9所示),发现造成这种现象的原因是结构刚性不足,当胶盒压紧在胶板上时,由于受到压力的作用结构发生了弹性变形,从而导致了胶板与底座间的平行度发生了变化,这就导致了胶板在做直线运动时其上表面与底座的平行度在不断变化,造成了漏胶现象的发生。

表1 胶盒压在胶板不同位置时胶板与底座的平行度(第一次测试) μm

表2 胶盒压在胶板不同位置时胶板与底座的高度差(第二次测试) μm
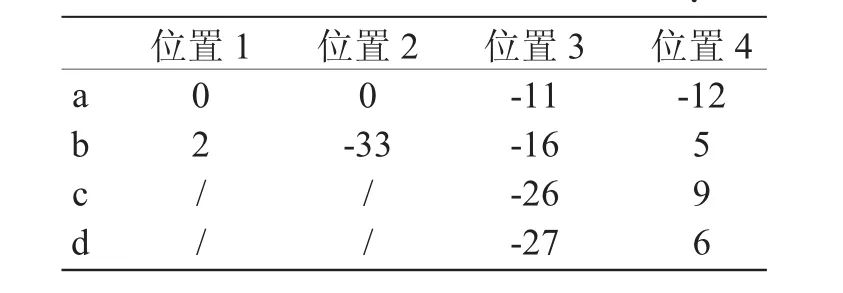
表3 胶盒压在胶板不同位置时胶板与底座的高度差(第三次测试) μm

图9 机构有限元分析结果
2.3 漏胶问题的解决
从上面的分析可以看出,导致漏胶现象发生的原因主要有两个,一是胶盒压杆没有柔性机构,从而导致胶板与底座平行度稍微发生变化就会引起胶盒和胶板之间出现缝隙,从而导致漏胶的现象;另外一个原因是整个机构刚性太差,导致胶板在作直线运动时胶板上表面与底座的平行度在不断发生变化,这也会导致胶盒和胶板之间出现缝隙,从而导致漏胶的现象。因此,要解决漏胶问题必须从这两个方面进行解决。
2.3.1 压杆增加柔性支撑结构
如图10所示,我们在压杆和压紧座之间增加了弹簧,使得胶板上表面与底座平行度即使发生变化时,胶盒也能一直与胶板紧密贴合,避免漏胶现象的发生(如图11所示)。

图10 压杆增加柔性支撑结构
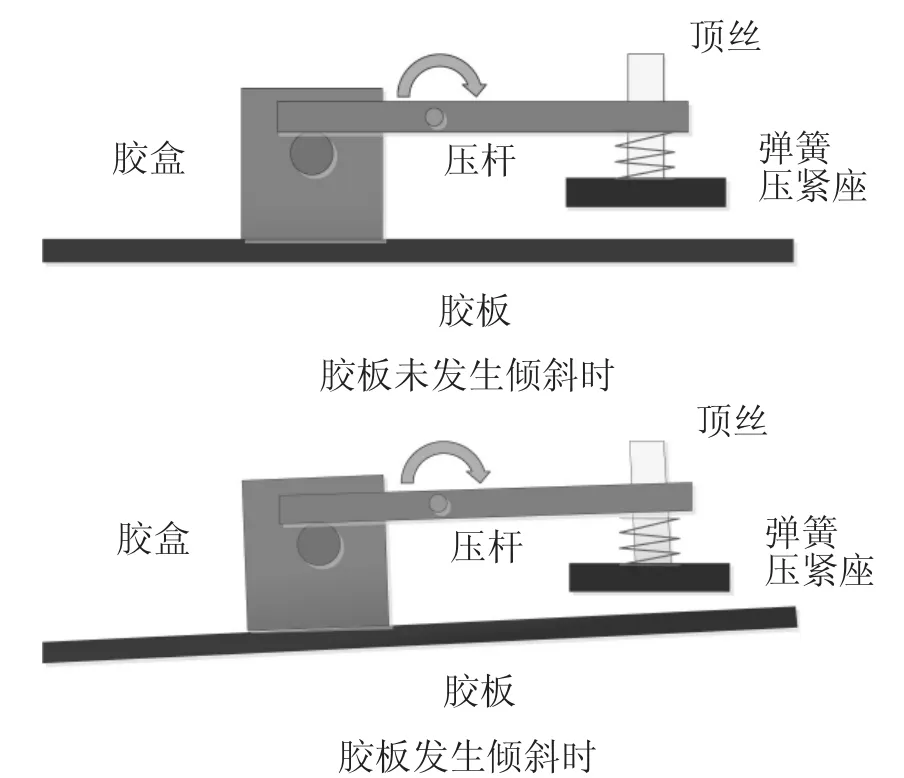
图11 改进压杆支撑结构避免漏胶发生
2.3.2 增加整个机构的刚性
为了提高整个机构的刚性,重新设计了该机构的下层支撑部分,对底板和胶板固定座这两个零件进行了改进设计,去除了原结构中的U形槽结构,以提高刚性,如图12所示。
在新设计的该机构中,影响整体刚性的因素主要是底板和胶板固定座这两个零件的厚度,它们的厚度越大刚性越好,但整个机构尺寸决定了这两个零件的厚度之和不能超过20 mm,为了得到最合理的尺寸组合,本文采用了有限元分析的方法来进行分析,实验参数和结果如表4、图13所示。从分析的结果可以看出,底板的厚度对整个机构的变形影响比较大,底板越厚刚性越好,所以确定采用底板厚度12 mm、胶板固定座厚度8 mm。

图12 下层支撑部分改进

表4 不同板厚下的变形量

图13 底板厚度变形量
2.3.3 实际结果验证
通过上面的分析结果,我们对目前结构进行了优化改进,重新进行了部分零件的加工和装配,目前结构如图14所示。重新检测了胶板上表面与底座之间的平行度,发现无论胶盒处于何位置,胶板上表面与底座的平行度都在5 μm以内。另外,还进行了长时间的刮胶实验、反复拆装刮胶板和胶盒实验均未发生漏胶现象,漏胶问题得到了彻底解决。

图14 改进后的新机构
3 结 论
通过一系列实验,我们找到了助焊剂蘸取机构漏胶的原因主要是由于压杆没有柔性机构、支撑机构刚性太差受力发生弹性变形所引起。根据分析结果对机构进行了优化设计,压杆增加了柔性机构,提升支持结构刚性,从而彻底解决了漏胶问题,提升了设备的可靠性。
[1] Reza A.Semiconductor backend flip chip processing,inspection requirements and challenges[J].SEMI IEEE:IEMT,2002,(4):18-22.
[2] Vivek Chidam baram,John Hald,JesperHattel.Development of gold based solder candidates forflip chip assembly[J].Microelectronics Reliability,2009,(49):323-330.
[3] 宫文峰.倒装芯片键合头力学特性研究与结构优化[D].桂林:桂林电子科技大学,2014.
[4] 潘峰,庄文波,叶乐志,周启舟.倒装键合中助焊剂涂覆的工艺优化[J].电子工业专用设备,2016,(4):20-24.
An Analysis and Solution about the Leak of Flux on Flip Chip Bonder
LANG Ping1、2,SHUI Lihe1、2,SHEN Huiqiang1、2,GAO Ze1、2,PAN Feng2
(1.CETC Beijing Electronic Equipment Co.,Ltd,Beijing 100176,China;2.The 45thResearch Institute of CETC,Beijing 100176,China)
The flux module is an important module in a flip chip bonder,and the reliability of flux module will influence the quality of products.In this article we find the reason of leak of flux about the flux module by a series of experiments and optimize the flux moduleaccording to the results of experiment,at last we solve the problem and advance the reliability of the flip chip bonder.
Flip chip;Bonder equipment;Flux module
TN605
B
1004-4507(2017)05-0046-06
2017-07-10
郎平(1976-)男,山西人,高级工程师,主要从事半导体专用设备研发工作。
