保持架外露型冲压外圈滚针轴承设计及工艺探讨
2017-11-01秦如吉
秦如吉
(常州市清潭特种轴承有限公司,江苏 常州 213167)
保持架外露型冲压外圈滚针轴承设计及工艺探讨
秦如吉
(常州市清潭特种轴承有限公司,江苏 常州 213167)
用于锄草机上的冲压外圈滚针轴承结构特别紧凑,宽度窄,结构及工艺异于常规冲压外圈轴承。针对这种情况,选择了保持架外露的结构形式,采用专用滚轮一次成形实现外圈卷边的工艺,并选用修正线滚针,实现了装配工艺和产品的优化。
冲压外圈滚针轴承;保持架外露;设计;工艺
1 前言
冲压外圈滚针轴承结构特别紧凑,易于安装并具有承受高径向载荷的能力。冲压外圈滚针轴承一般是由外圈、保持架和滚针组成。本文分析的冲压外圈滚针轴承HK28356轴承宽度特别窄,区别于常规冲压外圈滚针轴承结构的设计和工艺。该产品主要用于园林机械割草机上,要求转速2 000r/min,工作温度130℃,径向动载荷约为500N。
2 产品结构设计
HK28356轴承产品外形结构与尺寸如图1。滚针数量为23,动载荷Cr=5 650N,静载荷Cor=7 480N,满足使用工况的径向载荷。另外,考虑到轴承工作温度较高,保持架和外圈采用低碳钢板,热处理采用外圈和保持架渗碳淬火,保证轴承的使用寿命。
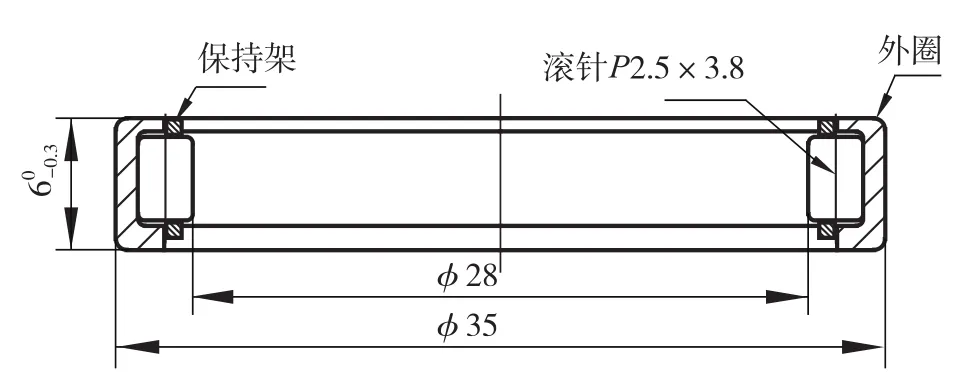
图1 HK28356轴承产品外形结构与尺寸
常规冲压外圈滚针轴承结构如图2。按照常规设计中保持架宽度的经验公式:轴承轴向间隙取0.3mm,B=5.7-1.2-0.6-0.3=3.6mm。
常规冲压外圈滚针轴承保持架和滚针组合设计见图3 。保持架窗孔和滚针间隙取0.2mm,滚针长度Lw=3.6-1×2-0.2=1.4<3.8mm。所以常规结构已经不能满足此类轴承的设计。
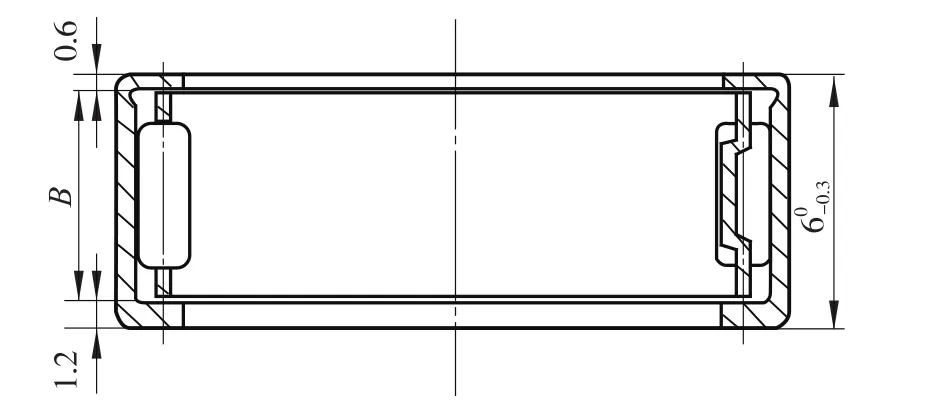
图2 常规冲压外圈滚针轴承结构与尺寸
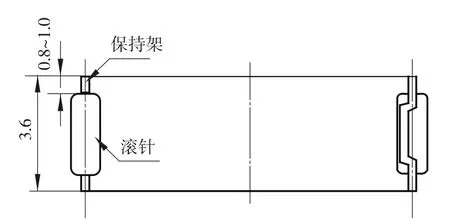
图3 常规冲压外圈滚针轴承保持架和滚针组合设计
基于上述原因,选择了冲压外圈保持架外露的结构,满足轴承的结构要求,如图1。常规形式的保持架是被冲压外圈的底和卷边处包裹在里面,而图1这种结构特点是保持架的挡边在轴承的卷边处和底部,结构类似于普通圆柱滚子轴承。这类轴承对冲孔、卷边孔径及产品高度有较高的要求,需防止底部孔和卷边孔与保持架发生径向及轴向干涉。针对这个问题,需达到以下技术要求。
(1)可以在冲压时利用模具精度把冲孔尺寸公差控制在0.1mm以内;
(2)卷边面的孔径采用卷边后镗孔的方式来保证其尺寸公差在0.1mm以内;
(3)一般冲压外圈滚针轴承的卷边高度公差为上偏差0mm,下偏差-0.3mm,对于这个产品,公差控制为上偏差-0.05mm,下偏差-0.15mm。
3 HK28356轴承加工工艺与冲压外圈滚针轴承的常规加工工艺比较
3.1 冲压外圈滚针轴承的常规加工工艺
外圈:落料→拉伸→抛窜→整底冲孔打字→车边→抛窜去毛刺→热处理→口部高频回火→抛窜。
保持架:落料→拉伸→抛窜→车底车边→冲窗孔→(滚压)→热处理→抛窜。
滚针:断料→掼圆角→软磨→热处理→粗磨→细磨→精磨→清洗→分选。
装配:清洗零件→选配滚针→装配→卷边→清洗→检验→加油脂。
3.2 HK28356加工工艺与常规加工工艺的区别
两种工艺相比较主要区别于外圈制造和装配。相对于其他型号,HK28356加工工艺与常规加工工艺的区别在于外圈滚道形成方式和装配方式。HK28356加工工艺如下。
外圈:落料→拉伸→抛窜→整底冲孔打字→车边→镗滚道→卷边→镗卷边孔→抛窜去毛刺→热处理→抛窜。
由于该产品外圈的滚道很短,按照常规的工艺,拉伸冲头不易拉伸出完整的滚道,故采用仪表车车削形成滚道的方式来加工。保持架也由于宽度较小,采用O型即不滚压的结构。
装配:清洗零件→选配滚针→装配→清洗→检验。
4 产品加工的难点
(1)由于产品外圈在产品卷边时没有经过热处理,会有卷边面向轴承内部卷曲的现象,导致了轴承内部轴向间隙的减少,从而造成轴承转动不灵活。对于这种问题,经过讨论,我们在小批量试制的时候试验了以下三种方案。
1)利用滚轮从外圈的径向方向推进,实现卷边,用最普通的滚轮就能完成卷边,如图4。
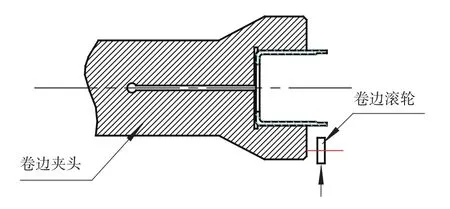
图4 卷边方式与卷边夹头
2)制作专用滚轮,在滚轮成型面上修出斜度,卷边面形成时有一定的补偿,一次成型实现卷边,如图5。
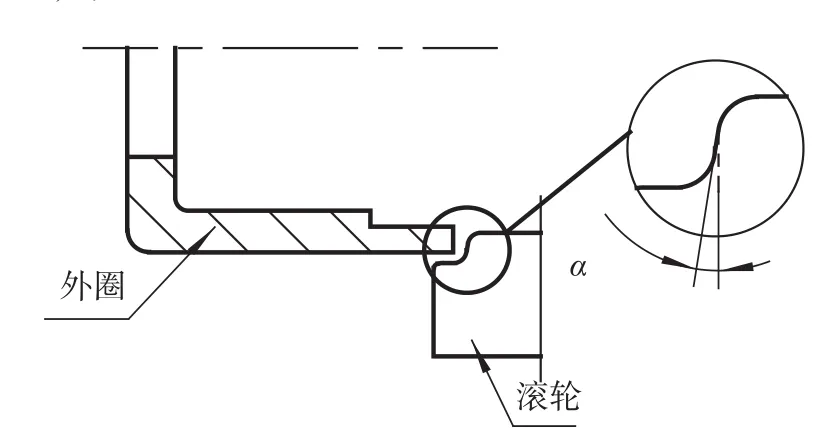
图5 卷边滚轮
3)用常规方式卷边,卷边面分45°和90°两次成型,实现卷边。
在批量试制时,使用三种方法分别试制了1 000套。方案1)中,装配完毕后有178个不良品,其中旋转心棒不能通过卷边面的数量为164个。经测量分析后发现,外圈卷边处滚道尺寸变小,原因是卷边时,由于操作人员卷边时力度不一,部分产品的滚道被滚轮向轴承中心线推移,造成了外圈的变形,导致了产品卷边面的收口。方案 2)中,装配完毕后有 9 套不良,主要为外观不良,未发现有旋转心棒不能通过卷边面的情况。方案 3 )中,装配完毕有 14 套不良,未发现有旋转心棒不能通过卷边面的情况。
三套方案中,方案2)和3)能满足生产要求,方案2)为一次成型,相比方案3)效率更高,更为可行,但是此方案对滚轮成型面的修整要求比较高。针对这种情况,生产时可以专门订做钨钢滚轮来提高滚轮的寿命,保证产品生产的一致性。
(2)在产品装配中,由于产品的结构决定了产品滚针需要从保持架窗孔内锁针处装入,类似于实体套圈的装配方法。在装配滚针时,采用修正线滚针,一方面减少了装配时由于滚针对保持架窗孔的挤压所造成的保持架窗孔的破坏,同时提高了装配的效率,也可以减少轴承在旋转中产生的边缘应力。
5 结束语
通过对HK28356这种窄的冲压外圈滚针轴承结构设计的分析,及对卷边工艺的三种方案的比较分析后发现,选用修正线滚针可以实现装配工艺和产品的优化,并利用专用滚轮一次成型实现卷边的工艺最佳。随着客户需求量的不断增加,将通过下列方式提高产能:(1)开发焊接保持架;(2)利用多工位生产外圈;(3)采用自动装配。
Design and process discussion of needle roller bearing with exposed cage and drawn outer ring
Qin Ruji
( Changzhou City Qingtan Special Bearing Co., Ltd., Changzhou 213167,China )
Needle roller bearings with drawn outer ring used in the weeding machine have the structure with extremely compact,and narrow in width ,structure and process is different from the conventional bearing with drawn outer ring.Iin view of this situation, the structure of the exposed cage is selected, and the technology of outer ring edge cur is realized by special roller one time forming, And the correction line needle rollerare selected to realize the optimization of the assembly process and product.
needle roller bearing with drawn outer ring; exposed cage; design ;process
TH133.33+2
A
1672-4852(2017)03-0012-02
2017-07-07.
秦如吉(1986-),男,助理工程师.
(编辑:钟 媛)
