钼铼合金焊接技术研究现状
2017-10-17夏春智
吴 磊 夏春智 刘 鹏
(1.江苏科技大学材料科学与工程学院,江苏 镇江 212003; 2.山东建筑大学材料科学与工程学院,济南 250101)
钼铼合金焊接技术研究现状
吴 磊1夏春智1刘 鹏2
(1.江苏科技大学材料科学与工程学院,江苏 镇江 212003; 2.山东建筑大学材料科学与工程学院,济南 250101)
钼铼合金是一种极具发展前景的材料,但钼铼合金对C,N,O敏感,呈现出高温易氧化的特点,焊接接头易形成气孔,生成脆性化合物,造成性能下降。因此,国内外学者对其焊接性进行了研究。综述钼铼合金的电子束焊、激光焊、电阻焊、摩擦焊和真空钎焊等在国内外的研究现状。对焊接中出现的问题进行分析与总结,并指出防止生成脆性相、气孔和裂纹是钼铼合金获得良好焊接接头的关键。
钼铼合金 焊接 性能
0 序 言
金属钼硬度高,熔点高,具有较好的高温强度,优异的导电导热性能,在电子、航天、能源等领域应用广泛。然而钼在常温时较脆、加工性能差、易氧化、韧脆转变温度较高等缺点,限制了纯金属钼的应用[1]。在钼中加入一定量的铼元素,可大幅度地降低了钼合金的塑脆转变温度,使得钼铼合金具有良好的常温性能[2];同时又提高了钼合金的再结晶温度,提高钼合金的高温性能[3]。此外,钼铼合金的焊接性能、抗辐射特性以及热电特性表现优异[4-6]。目前,钼铼合金被广泛应用在航空航天、加热设备、核工业等众多领域。
随着工程实践的不断发展,对材料提出了更高的要求,而性能优异的钼铼合金是一种极具应用前景的材料。为满足工业生产需要,扩大钼铼合金的应用范围,开展钼铼合金焊接技术的研究工作,就显得尤为迫切和重要。目前国内外学者对钼铼合金的焊接进行了大量的研究并取得了长足的进步。
1 钼铼合金焊接研究进展
目前,关于钼铼合金焊接的方法主要包括电子束焊接、激光焊、电阻焊、摩擦焊和真空钎焊等方法。
1.1电子束焊接
真空电子束焊接具有能量密度高、束斑直径和位置精确可控,焊接残余应力小,焊缝无污染等优点,是目前钼铼合金应用最广泛的焊接方式。
F.Morito等人[7-9]系统地研究了不同工艺方法制备的钼铼合金焊接性、结构和力学性能。F.Morito等人改善制备工艺,发现在氢气氛或真空中烧结可得到较纯的钼铼合金,使粉末冶金制备的钼铼合金也能获得良好的电子束焊缝。研究发现焊缝的晶界强度随Re含量增大而增强;同时指出经热处理后可改善焊材的晶间脆性,而且焊后热处理与渗碳处理过程都可以有效恢复材料的强度和韧性,其实质是晶界碳的分离并均匀沉淀而使晶界粘合力增强的结果。试验结果表明,为获得性能良好的焊接接头,钼铼合金中铼含量应控制在25%(质量分数,下同)以上,而此时粉末冶金的钼铼合金焊件塑性优异。
F.Morito[10]进一步研究了钼铼合金的焊接性。经焊后退火,含铼5%与13%的合金在到达屈服之前就断裂,而含铼41%的钼铼合金焊件不仅在室温下具有优异的延展性和屈服强度,而且低温性能也显著提高。在-90 ℃以下,含铼41%的合金具有1 000~1 500 MPa屈服强度;在-194 ℃的温度下,观察到屈服现象后,还有微小的延展性。主要是因为铼含量的增加和焊后退火处理共同降低了钼铼合金焊件的韧脆转变温度,使Mo-41%Re焊件的韧脆转变温度由-60 ℃降到-154 ℃,极大的改善了钼铼合金的低温韧性。随着铼含量的增加,钼铼合金焊接凝固时晶粒再细化;而且铼含量增加引起焊件由晶间断裂到穿晶断裂的显著改变,这就造成含铼41%的合金比含铼较低的合金更容易获得无缺陷且性能优良的焊件。
铼含量增加虽然可以有效改善钼铼合金的力学性能及焊接性,但当铼含量超过45%时,钼铼合金开始析出第二相σ相[11]。D.Freund等人[12]研究发现,实际生产的钼铼合金中铼含量不应超过51%,当铼的质量分数超过51%时,生产过程中将会产生大量硬脆的σ相,不适宜焊接与生产加工[13-14]。同时发现Mo-47.5%Re经长时间热处理也会产生σ相,造成硬度增加,韧性降低,且经1 800 ℃退火处理后,虽溶解了σ相,但在冷却过程中会重新形成[15-16]。
A.V.Krajnikov等人[17-20]系统地研究了电子束焊接的钼铼合金,在低温和高温中子辐射下的脆化现象。试验结果表明,低温辐射将导致试样硬度显著增加,但缺少韧性;而高温辐射虽然同样导致钼铼合金焊件硬度增强,但在高温测试中仍具有20%~30%的断后伸长率。主要是因为高温辐射导致富集铼的相均质形核,平衡了焊缝、热影响区和母材力学性能的差异。
真空电子束焊接可抑制氧和氮的不利影响,而且焊接能量集中,减少了气孔和焊接裂纹的产生。但焊接温度过高,使得钼铼合金焊缝区晶粒粗大,导致焊接接头韧性和强度下降。当铼含量在25%~51%时,电子束焊接可获得良好的焊接接头,而适当的渗碳及热处理可提高焊件性能。
1.2激光焊
激光焊是一种高效精密焊接方法,激光作用时间短,热影响区小,焊接能量密度相对较大,为无接触焊接,可用于焊接高熔点难熔金属。
激光焊接过程中激光能量、激光束作用时间、脉冲宽度对焊缝成形以及焊接性能影响很大。D.P.Kramer等人[21]研究了用电子束焊接与Nd-YAG激光焊对Mo-44.5%Re板材焊接。采用的焊接工艺参数为:电子束功率120 W;脉冲频率15次/秒;脉冲长度5 ms;焊接速度22.86 cm/min。由于钼铼合金对氧、氮气体杂质极其敏感,激光焊接时,采用氩气双面保护;为焊透板材(0.5 mm),采用双面焊接(功率为120 W)。
试验结果表明,电子束焊接试样的拉伸强度和延展性显著优于激光焊。主要原因是在激光焊缝中心出现了微小的裂纹,严重影响了焊接接头性能。激光焊与电子束焊接相比,激光焊接头具有更小的晶粒和热影响区。
D.P.Kramer指出,裂纹的形成极有可能与凝固模式、热输入相关。电子束焊接过程中,采用单面焊双面成型,凝固从焊缝背面开始,一直跟随电子束,直到焊接结束,是一个完整的过程;而激光焊采用的是脉冲激光,凝固过程发生在两个脉冲之间,整个焊缝是多次凝固成型的,而在凝固的间隙易形成裂纹。
笔者课题组最近利用低功率CO2通用脉冲激光器对Mo-50%Re薄片材料(0.13 mm厚)进行了激光搭接试验研究。试验中搭接区采用Ar气单面保护,当激光工作功率为80~90 W时,能够实现搭接接头局部区域的有效冶金结合,但在搭接接头有效冶金结合区仍存在少量的微气孔,但未发现存在裂纹;而当激光工作功率高于90 W时,两个搭接Mo-50%Re薄片将会严重烧损甚至直接熔断;当激光工作功率低于80 W时,将造成搭接Mo-50%Re薄片的上板在激光焊接区两侧上翘变形,与下板激光焊接区未形成有效冶金结合。
有效连接工艺试验表明,由于Mo-50%Re材料自身具有的高的脆性性能,以及快速、高温的激光焊条件下很难实现有效的连接,图1为激光功率80 W时获得搭接接头的显微硬度试验结果,结果表明整个搭接区(包括焊缝区WZ、热影响区HAZ)的硬度显著高于两侧上下母材(BM)硬度,热影响区(HAZ)+焊缝区(WZ)两区平均硬度约高于母材(BM)区120 HV左右。这说明在热影响区(HAZ)+焊缝区(WZ)两区中经过激光焊接后产生了硬度较高的硬质相。但由于被焊母材仅有两种元素组成,并且焊接过程受到Ar气体有效保护,受外来元素侵入进而形成高硬质相可性能较小,因此探讨Mo-Re二元合金在激光焊接过程中的相变及其影响将十分必要,尤其是如何通过相关辅助工艺尽可能减少高硬质相的存在对实现接头的有效连接至关重要。

图1 Mo-50%Re低功率激光焊搭接接头显微硬度分布
激光焊接钼铼合金过程中易出现焊接强度低、裂纹、硬质相等问题,而赵世柯等人[22-26]采用过渡合金元素的方式使钼合金焊点的强度和脆性有明显的改善,使过渡合金元素成为改善激光焊接钼铼合金工艺的重要方向。
1.3电阻焊
电阻焊是将焊件压紧在两电极之间,并通以电流,利用电阻热将其加热到熔化或塑性状态,使其结合的一种方法。熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,冶金过程简单。
J.Xu和T.Zhai等人[27-28]研究微型电阻焊焊接50Mo-50Re合金薄片。通过对主要参数(焊接时间、电极材料、电极形状、电极压力、电流增长时间、焊接电流、保压时间)适当调整参数,可有效改善焊接质量。其中,一定范围内电流增长时间的增加可显著提高焊缝强度,减少喷溅,并且减少电极和工件之间的接触电阻;而较小的电极压力可以形成直径最大为电极直径30%~40%的熔核,有效提高焊件载荷。在焊接过程中,焊缝凝固过程中收缩及原材料中残留的挥发性物质在焊接过程中挥发导致焊缝会普遍形成气孔,降低焊缝性能。
1.4摩擦焊及真空钎焊
与熔焊方法相比,摩擦焊和真空钎焊由于焊接温度低,对母材的影响小,更有利于钼铼合金的焊接。有研究表明,利用摩擦焊焊接钼铼合金的韧性和强度优于电子束焊接得到的接头。
V.M.Felix等人[29]发明了摩擦焊接钼铼合金的设备,可以用来焊接铼含量为10%~50%的钼铼合金。试验结果表明,Mo-41%Re棒材焊件焊接后,焊接弯曲强度可以达到母材的85%,拉伸强度达到母材的90%;而Mo-13%Re的棒材,焊接后极限抗拉强度达到551 MPa。在焊前经1 100 ℃加热保温3 h的Mo-41%Re管材式样,在弯曲测试中断裂;而在焊后经960 ℃热处理15 min的式样,弯曲测试可达30°,而焊接接头强度可与母材相当。
陆允信等人[30]研究了钼的钎焊,指出钎焊钼时应采用熔点高、蒸汽压低的钎料。同时为发挥钼铼合金的高温性能,笔者课题组采用Fe-Si-B,BNi5及自制的Ni基高温钎料实现了Mo-50%Re合金的真空钎焊。研究发现,Mo-50%Re合金熔点较高,与其它元素冶金反应较少,或在较高温度才能反应可选钎料较少;由于对O元素极敏感,同时对钎料制备及高温钎焊设备要求较高。钎焊温度控制应在钎料液相线附近才能与母材润湿良好,并发生冶金化学反应,形成致密焊缝,而构件焊缝致密,接头牢固。
Mo-50%Re合金晶粒尺寸分布在20~50 μm之间,如图2所示。钎焊温度低于其再结晶温度,焊后钼铼合金母材晶粒无明显长大。经研究发现,在钎料中加入Si,B等降熔元素在钎焊过程中可扩散进母材,降低钼铼合金的熔点,使母材元素进入焊缝,发生冶金反应,形成固溶体,同时扩散到焊缝中的Mo和Re元素,起到骨架的作用,限制钎料的过分流动。Fe基钎料焊缝中,母材侧存在明显扩散层与固溶体层;BNi5钎料焊缝中,反应复杂,等温凝固过程中形成(Mo-Cr)固溶体及含Si脆性相;NiMnSiCuZr钎料焊缝中,钎料与母材反应剧烈,形成(Re-Zr)固溶体与Ni基固溶体。
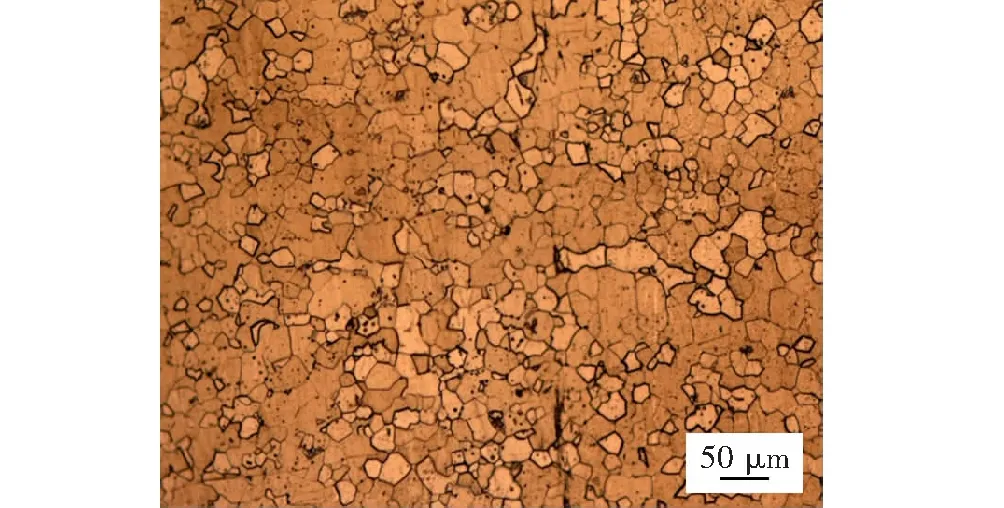
图2 Mo-50%Re合金形貌
摩擦焊与钎焊为固相焊接,温度低,对钼铼合金影响小,获得的焊接接头性能优异,可满足未来工程中的应用,具有极大的发展前景。
2 结束语
钼铼合金是高温难熔金属合金,由于其本身的特点,使得钼铼合金的焊接还存在很多问题。在钼铼合金中的熔化焊中,应用广泛的是电子束焊接,其在真空环境中,可抑制氧和氮的不利影响,焊接能量集中,但焊件受真空室尺寸的限制,对设备要求高;激光焊焊接钼铼合金,热影响区小,焊缝晶粒细小,真空钎焊焊接温度低,对母材影响小,可获得性能优异的焊接接头。
为解决钼铼合金焊接过程中出现的问题,应采用低氧或超低氧焊接,热输入通常选择能保证熔深的最小值,焊前预热和适当缓冷,减少冷裂倾向。通过在焊接接头中过渡合金元素Ti,Zr,Pt来细化晶粒或降低凝固温度,减少焊缝内杂质与热应力改善焊缝性能,都是钼铼合金焊接具有发展前景的研究方向。
[1] 姜 玮,郑剑平,李 鑫,等. Mo-3Nb单晶管定向电子束焊接的组织及性能[J]. 焊接,2016(7): 37-40.
[2] Klopp W D,Witzke W R. Mechanical properties of electron-beam-melted molybdenum and dilute Mo-Re alloys[J]. Metallurgical & Materials Transactions B, 1973, 4(8):2006-2008.
[3] Schneibel J H,Felderman E J,Ohriner E K. Mechanical properties of ternary molybdenum rhenium alloys at room temperature and 1 700 K[J]. Scripta Materialia,2008,59(2): 131-134.
[4] Xu J,Leonhardt T,Farrell J,et al. Anomalous strain-rate effect on plasticity of a Mo-Re alloy at room temperature[J]. Materials Science & Engineering A,2008,479(1): 76-82.
[5] Xu J,Zhai T. The positive strain-rate dependence of ductility in a 50Mo-50Re alloy[J]. Jom the Journal of the Minerals Metals & Materials Society,2008,60(7): 76-79.
[6] Xu J,Kenik E A,Zhai T. Brittle Fracture in a 50Mo-50Re alloy in static tensile testing[J]. Philosophical Magazine,2008,88-88.
[7] Hiraoka Y,Morito F,Okada M,et al. Effect of a small amount of additional carbon on the ductility of recrystallized sintered-molybdenum sheet[J]. Journal of Nuclear Materials,1978,78(1): 192-200.
[8] Morito F. Characteristics of EB-weldable molybdenum and Mo-Re alloys[J]. Jom the Journal of the Minerals Metals & Materials Society,1993,45(6): 54-58.
[9] Morito F. Effect of heat treatment on mechanical behavior of electron beam welded sintered molybdenum[J]. Journal of Nuclear Materials,1989,165(2): 142-148.
[10] Morito F. Weldability of sintered molybdenum-rhenium[C]. National Research Institute for Metals,Japan, 1989: 417-431.
[11] 杨尚磊,陈 艳,薛小怀,等. 铼(Re)的性质及应用研究现状[J]. 上海金属,2005,27(1): 45-49.
[12] Freund D. Manufacture and properties of molybdenum-rhenium alloys[J]. Metal Powder Report,Japan,2001,56(6): 39-39.
[13] Leonhardt T,Carlén J,Buck M,et al. Investigation of mechanical properties and microstructure of various molybdenum-rhenium alloys[J]. 1999,458(458):685-690.
[14] Leonard K J,Busby J T,Zinkle S J. Microstructural and mechanical property changes with aging of Mo-41Re and Mo-47.5Re alloys[J]. Journal of Nuclear Materials,2007,366(3): 369-387.
[15] Carlen J C. Molybdenum-rhenium alloy: US,US5437744A[P]. 1995-08-01.
[16] Freze N I,Levitskii A D,Tyumentsev A N,et al. Deposition ofσphase in Mo-Re alloys[J]. Soviet Physics Journal,1975,18(2): 273-274.
[17] Krajnikov A V,Morito F,Danylenko M I. Embrittlement of molybdenum-rhenium welds under low and high temperature neutron irradiation[J]. Journal of Nuclear Materials,2014,444(1): 404-415.
[18] Morito F,Chakin V P,Danylenko M I,et al. Radiation-induced strengthening in EB welds of Mo-Re alloys during high temperature neutron irradiation[J]. Bioinformatics,2011,417(1): 976-979.
[19] Chakin V P,Morito F,Kazakov V A,et al. Radiation embrittlement of Mo-Re welds under low-temperature irradiation in the SM reactor[J]. Journal of Nuclear Materials,1998,258-263(258): 883-888.
[20] Krajnikov A,Morito F,Danylenko M. Rhenium effect in irradiated Mo-Re alloys and welds[J]. Universal Journal of Materials Science,2014,2(2): 19-26.
[21] Kramer D,Mcdougal J,Booher B,et al. Electron beam and Nd-YAG laser welding of niobium-1 percent zirconium and molybdenum-44.5 percent rhenium thin sheet material[C] Energy Conversion Engineering Conference and Exhibit,Las Vegas,NV,USA,2000:956-961.
[22] 赵世柯,缪国兴,曹艳玲,等. 难熔金属钼-钼激光焊接头显微组织结构分析[C]. 大连:2010全国荷电粒子源、粒子束学术会议论文集,2010.
[23] 郑兴仁,邓 峰,周建勇. 在微波管制管工艺中激光焊接技术的改进[C].北京:中国电子学会真空电子学分会学术年会,2001.
[24] 闵慧英. 激光焊接技术在卫星行波管中的应用[C]. 北京:中国电子学会焊接专业委员会学术会议,1995: 4-5.
[25] 邹玉清. Alloy X哈氏合金的焊接工艺研究[J]. 焊接,2012(11): 64-65.
[26] 孙兵兵,李京龙,熊江涛,等. 添加中间层的Mo-Al箔材扩散连接工艺及界面结合机理的研究[J]. 焊接,2010(7): 53-57.
[27] Xu J,Zhai T. The small-scale resistance spot welding of refractory alloy 50Mo-50Re thin sheet[J]. Jom the Journal of the Minerals Metals & Materials Society,2008,60(7): 80-83.
[28] Farrell J,Umstead W,Xu J,et al. Resistance spot welding of 50Mo-50Re refractory alloy foils[C]. Vacuum Electronics Conference,Tallinn,Estonia,2008: 340-341.
[29] Felix V M,Wells D A. Friction welding molybdenum-rhenium alloy: US,US5261592A[P]. 1993-11-16.
[30] 陆允信,沃连恩. 钼的钎焊[J]. 电子学通讯,1981,3(4): 259-260.
2016-06-21
国家自然科学基金资助项目(51405205);中国博士后科学基金面上资助项目(2015M581751)。
TG441
吴 磊,1989年出生,硕士研究生,研究方向为新材料及特种焊接技术。
