筛网冲孔模设计
2017-10-12,,
, ,
(镇江中福马机械有限公司,江苏 镇江 212016)
研究与设计
筛网冲孔模设计
周聪,沈毅,李炫
(镇江中福马机械有限公司,江苏 镇江 212016)
设计的筛网冲孔模以工件R3半圆孔定位,依次冲出各排R3半圆孔,保证了零件批量生产的加工质量,提高了加工效率。
筛网;冲孔模;尺寸精度;位置精度
Abstract:Screen punching dies are designed based on workpiece R3 semi-circular hole positioning,with the R3 semi-circular holes in each row punched in a proper order,ensuring the processing quality of components involved in batch production and improving processing efficiency.
Keywords:screen;punching die;dimensional accuracy;position accuracy
筛网是筛环式打磨机的主要零件,其主要作用是通过叶轮体的高速旋转带动大的刨花撞击在筛网网孔上进行分离产生细小或碎小刨花。筛网年产1 000件,属中等批量生产。该零件为金属结构件,采用普通方法难以保证产品质量及加工效率,因此需设计加工零件用的冲孔模,以提高产品质量及加工效率[1-2]。
1 筛网冲孔模结构
筛网冲孔模结构如图1所示,其主要由模柄、卸料螺钉、上模板、固定板、冲头、导套、卸料板、导柱、下模板、下模一、下模二、夹板、螺钉M8×45、锥销Ø8×50、螺钉M8×30、圆柱销Ø3×10、圆柱销Ø2.5×12等组成。
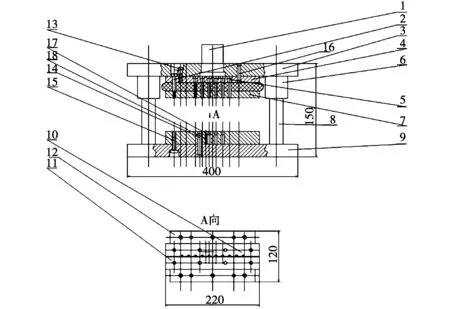
图1 筛网冲孔模1.模柄;2.卸料螺钉;3.上模板;4.固定板;5.冲头;6.导套; 7.卸料板;8.导柱;9.下模板;10.下模一 ;11.下模二 ; 12.夹板;13.螺钉M8×45;14、16.锥销Ø8×50; 15.螺钉M8×30;17.圆柱销Ø3×10;18.圆柱销Ø2.5×12
2 筛网冲孔模的工作原理
将筛网冲孔模下模板组件放置在JA23-63冲床的工作台上,并初步压紧;将上模组件随同模柄装入上工作台定位孔内,并初步压紧;调整上下模组件的位置,以保证导柱外圆和导套内孔完全同轴,再用压板将上下模组件压紧,试模并检验零件冲压后是否符合设计要求,然后再进行调整和试验,直至达到图纸要求[3-4]。
通过使用这种自行设计的筛网冲孔模冲压出来的筛网,能够满足图纸要求的尺寸精度,保证了批量生产的一致性,解决了筛网加工难题,提高了产品质量和加工效率。
3 筛网冲孔模的主要零件设计
3.1模柄
模柄的设计如图2所示,该零件为工装时固定在冲床上的定位件,其分别与上模板、固定板及冲头等零件连接。模柄设计图上标有Ø52(+0.027/+0.009)外圆尺寸公差,与其配合的上模板上孔的尺寸公差为Ø52H7,所以模柄与上模板的配合为过盈配合,同时Ø60处要求与上模板压入磨平。模柄外圆Ø50h6、Ø52(+0.027/+0.009)的表面粗糙度为Ra3.2,所以加工工艺需安排磨削加工。模柄材料选择Q235-A普通碳钢,经济性较好。
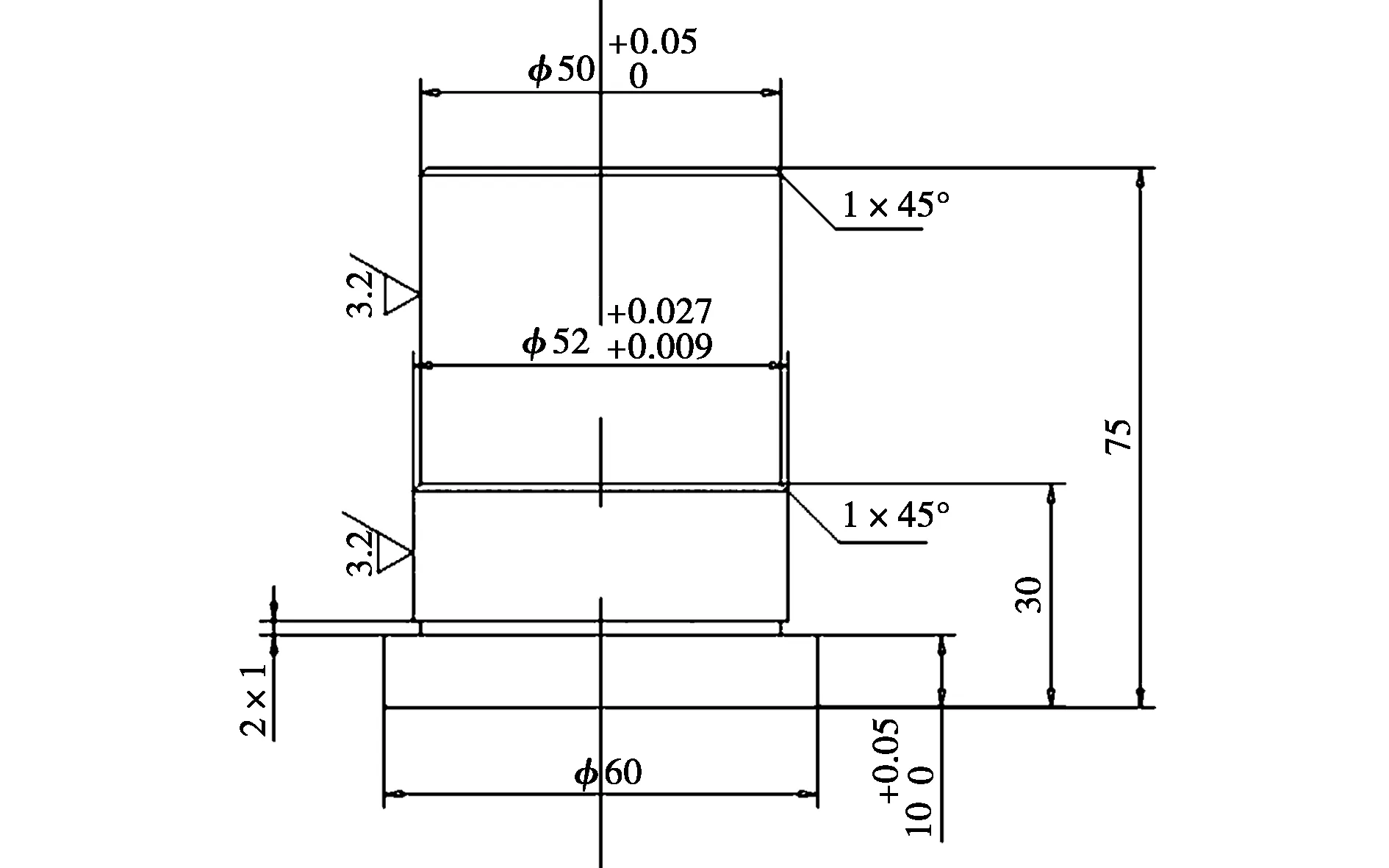
图2 模柄
3.2 卸料螺钉
卸料螺钉设计如图3所示,该零件用于工件冲孔后将工件从冲头上分离下来,其与上模板、固定板及卸料板等零件连接。Ø8外圆的表面粗糙度为Ra3.2,加工工艺需安排磨削加工。卸料螺钉材料选择45#中碳调质结构钢,经过调质处理后其具有较高的强度和较好的切削加工性,同时具有一定的韧性、塑性和耐磨性。
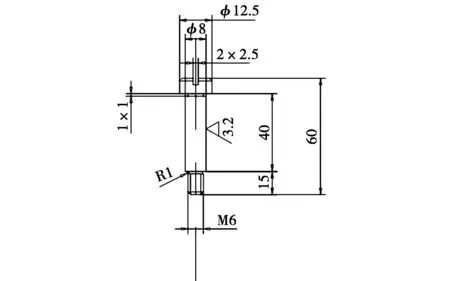
图3 卸料螺钉
3.3 上模板
上模板设计如图4所示,该零件与模柄、卸料螺钉、固定板、冲头、导套、螺钉及锥销连接。在上模板设计图上标注有Ø52H7的孔公差要求,由于模柄外圆公差为正公差,所以上模板与模柄的配合为过盈配合;在上模板设计图上标注有2-Ø35H7的孔,加工工艺安排其与下模板组合加工。Ø52H7、2-Ø35H7内孔的表面粗糙度为Ra3.2,加工工艺需安排铰孔加工。上模板材料选择45#中碳调质结构钢,经过调质处理后其具有较高的强度和较好的切削加工性,同时具有一定的韧性、塑性和耐磨性。
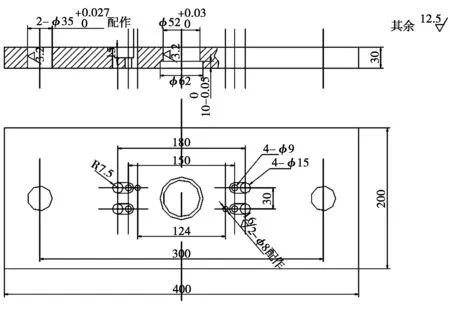
图4 上模板
3.4 固定板
固定板设计如图5所示,该零件与模柄、卸料螺钉、上模板、冲头、螺钉及锥销连接。在固定板设计图上标注有10-Ø8H7的孔公差要求,由于冲头外圆公差为正公差,所以固定板与冲头的配合为过盈配合。10-Ø8H7、2-Ø8H7内孔的表面粗糙度为Ra3.2,加工工艺需安排铰孔加工。固定板材料选择45#中碳调质结构钢,经过调质处理后其具有较高的强度和较好的切削加工性,同时具有一定的韧性、塑性和耐磨性。
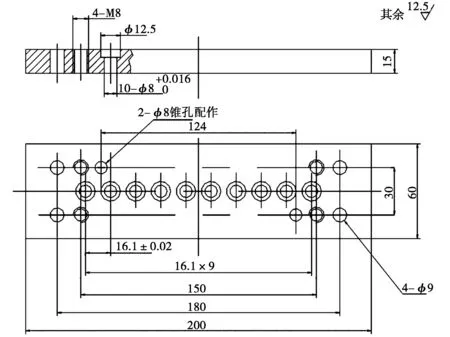
图5 固定板
3.5 冲头
冲头的设计如图6所示,该零件与模柄、上模板、固定板、卸料板连接。在冲头设计图上标注有Ø8(+0.016/+0.006)的外圆公差要求,由于固定板上与其配合的孔公差为Ø8H7,所以冲头与固定板的配合为过盈配合。Ø8(+0.016/+0.006)、Ø6h6外圆的表面粗糙度为Ra3.2和Ra1.6,加工工艺需安排磨削加工。冲头材料选择6CrW2Si合金工具钢,其具有较高的淬火硬度和一定的高温强度,能承受冲击载荷且耐磨性好。
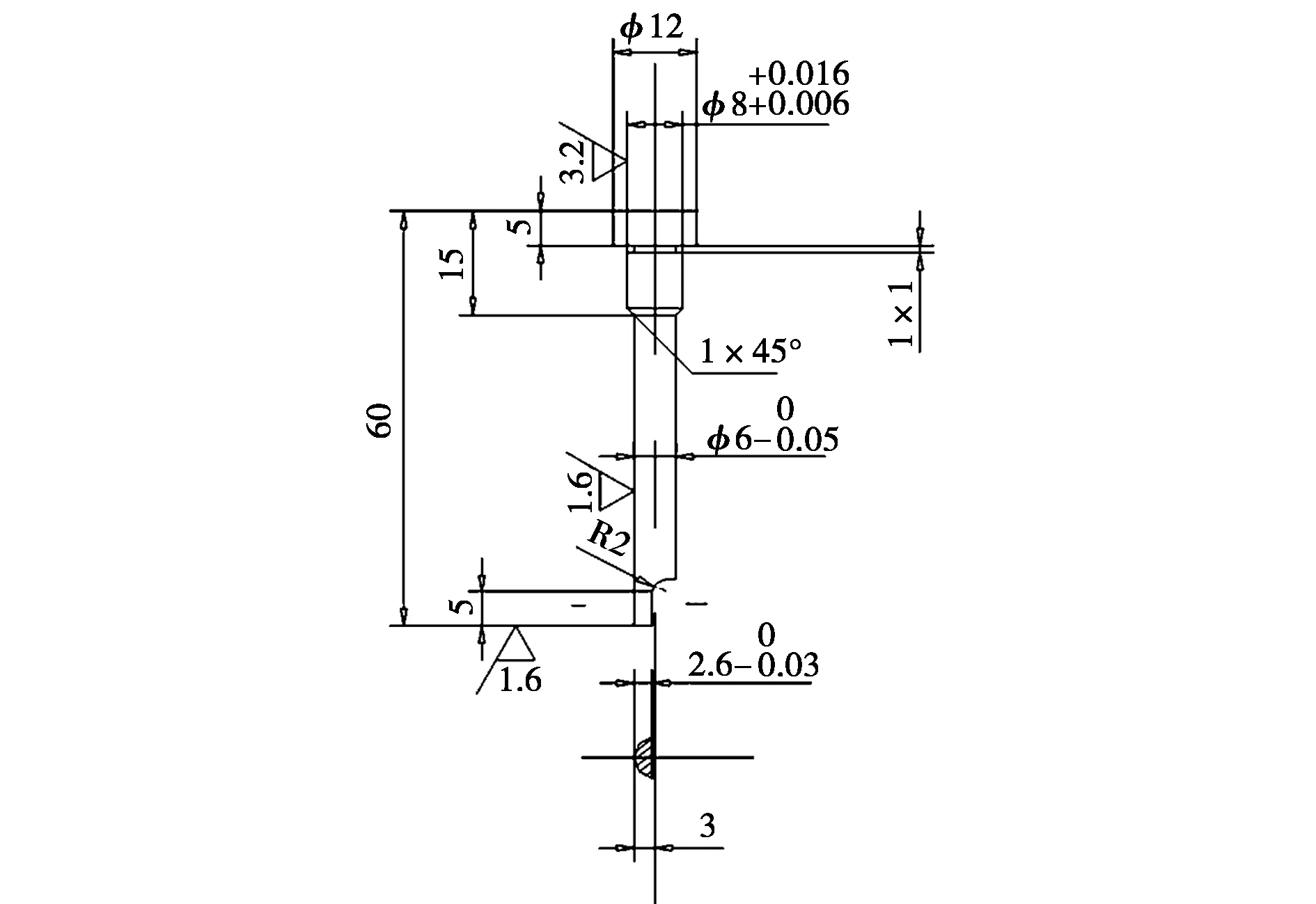
图6 冲头
3.6 导套
导套设计如图7所示,该零件是工装的导向件,与上模板及导柱连接。在导套设计图上标注有Ø35p7的外圆公差要求,由于上模板上与其配合的孔公差为Ø35H7,所以导套与上模板的配合为过盈配合;在导套设计图上标注有Ø22H7的内孔公差要求,由于导柱上与导套配合的外圆公差为Ø22h6,所以导套与导柱的配合为过渡配合。同时,导套设计要求Ø35p7外圆相对于Ø22H7内孔的同轴度为0.03 mm,而且Ø35p7外圆、Ø22H7内孔的表面粗糙度均为Ra1.6,所以加工工艺需安排磨削加工。导套材料选择T10A高级高碳工具钢,并需淬火处理,淬火硬度为HRC56~60。
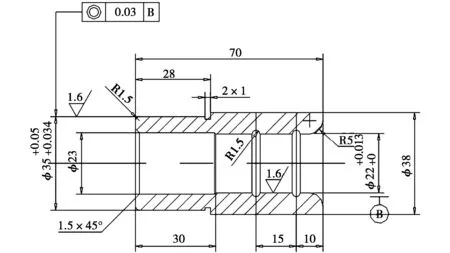
图7 导套
3.7 卸料板
卸料板设计如图8所示,该零件与卸料螺钉及冲头连接。卸料板材料选择45#中碳调质结构钢,经过调质处理后其具有较高的强度和较好的切削加工性,同时具有一定的韧性、塑性和耐磨性。
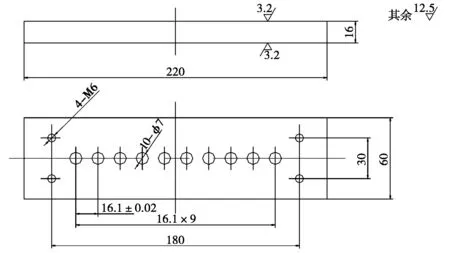
图8 卸料板
3.8 导柱
导柱设计如图9所示,该零件是工装的导向件,与导套及下模板连接。在导柱设计图上标注有Ø35p7的外圆公差要求,由于下模板上与其配合的孔公差为Ø35H7,所以导柱与下模板的配合为过盈配合;在导柱设计图上标注有Ø22h6的外圆公差要求,由于导套上与其配合的孔公差为Ø22H7,所以导套与导柱的配合为过渡配合。同时,导柱设计要求Ø35p7外圆相对于Ø22h6外圆的同轴度为0.026 ,Ø35p7外圆的表面粗糙度为Ra1.6,Ø22h6外圆的表面粗糙度为Ra0.8,因此加工工艺需安排磨削加工。导柱材料选择T10A高级高碳工具钢,并需淬火处理,淬火硬度为HRC56~60。
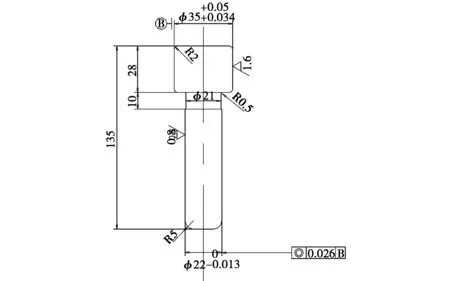
图9 导柱
3.9 下模板
下模板设计如图10所示,该零件与导柱、下模一、下模二、夹板、螺钉及锥销连接。在下模板设计图上标注有2-Ø35H7的孔公差要求,由于导柱外圆公差为2-Ø35h6,所以下模板与导柱的配合为过渡配合;在下模板设计图上标注的2-Ø35H7孔,加工工艺要求其与上模板组合加工,该内孔的表面粗糙度为Ra3.2,加工工艺需安排铰孔加工。下模板材料选择45#中碳调质结构钢,经过调质处理后其具有较高的强度和较好的切削加工性,同时具有一定的韧性、塑性和耐磨性。
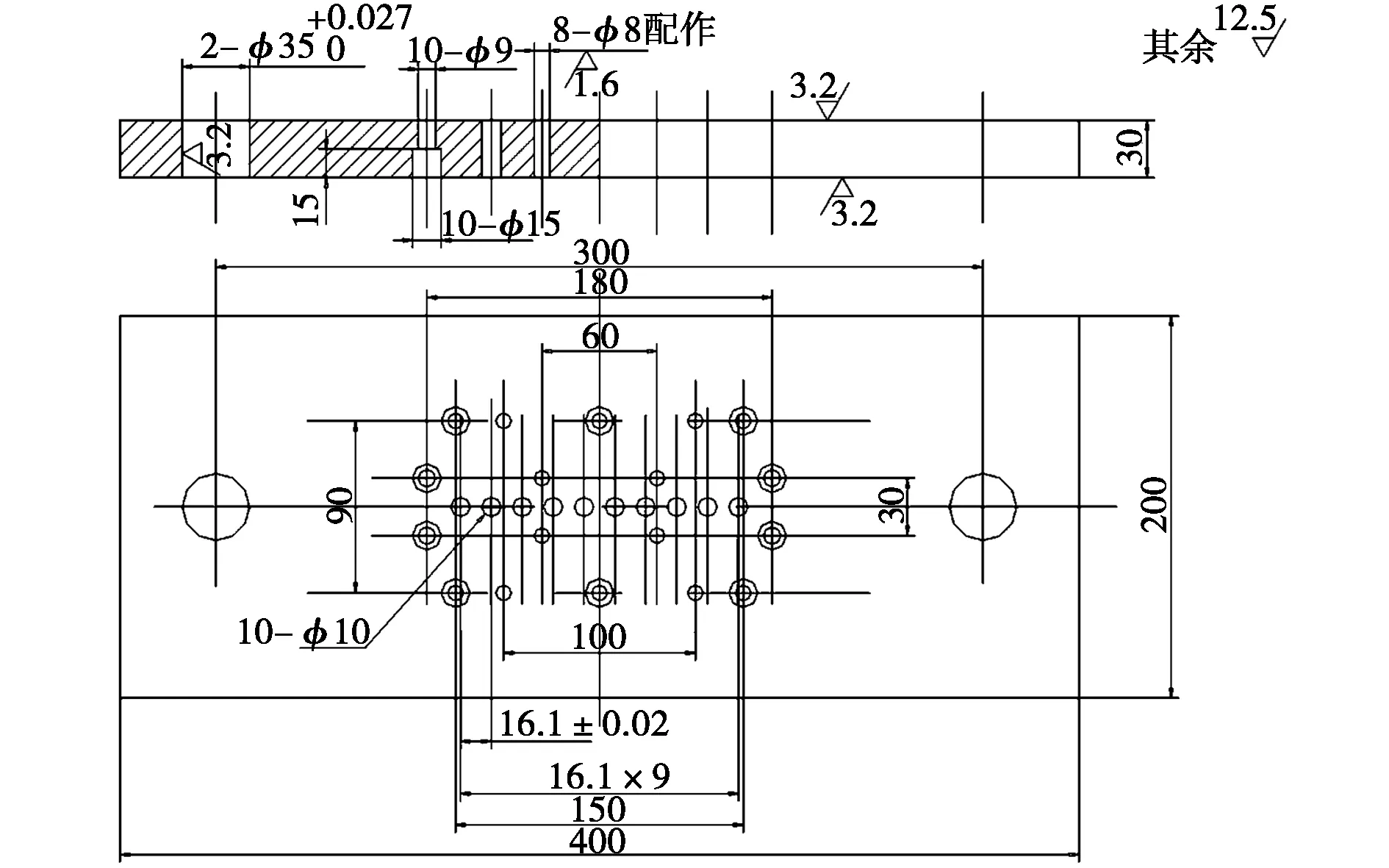
图10 下模板
3.10 下模一
下模一设计如图11所示,该零件与下模板、下模二、夹板、螺钉、锥销及圆柱销连接。要求淬火硬度为HRC58~62,且刃口要锋利。下模一材料选择9CrSi合金工具钢,其具有较高的淬火硬度和一定的高温强度,能承受冲击载荷且耐磨性好。
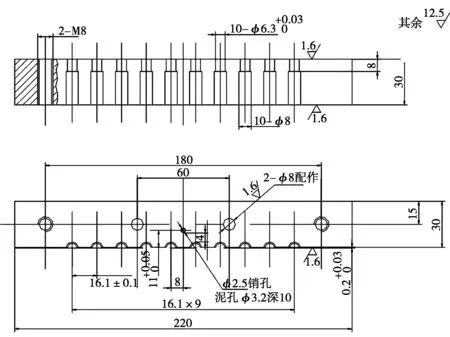
图11 下模一
3.11 下模二
下模二设计如图12所示,该零件与下模板、下模一、夹板、螺钉及锥销连接。此模需等下模一剖下来后再加工,要求淬火硬度为HRC58~62。下模二材料选择9CrSi合金工具钢,其具有较高的淬火硬度和一定的高温强度,能承受冲击载荷且耐磨性好。
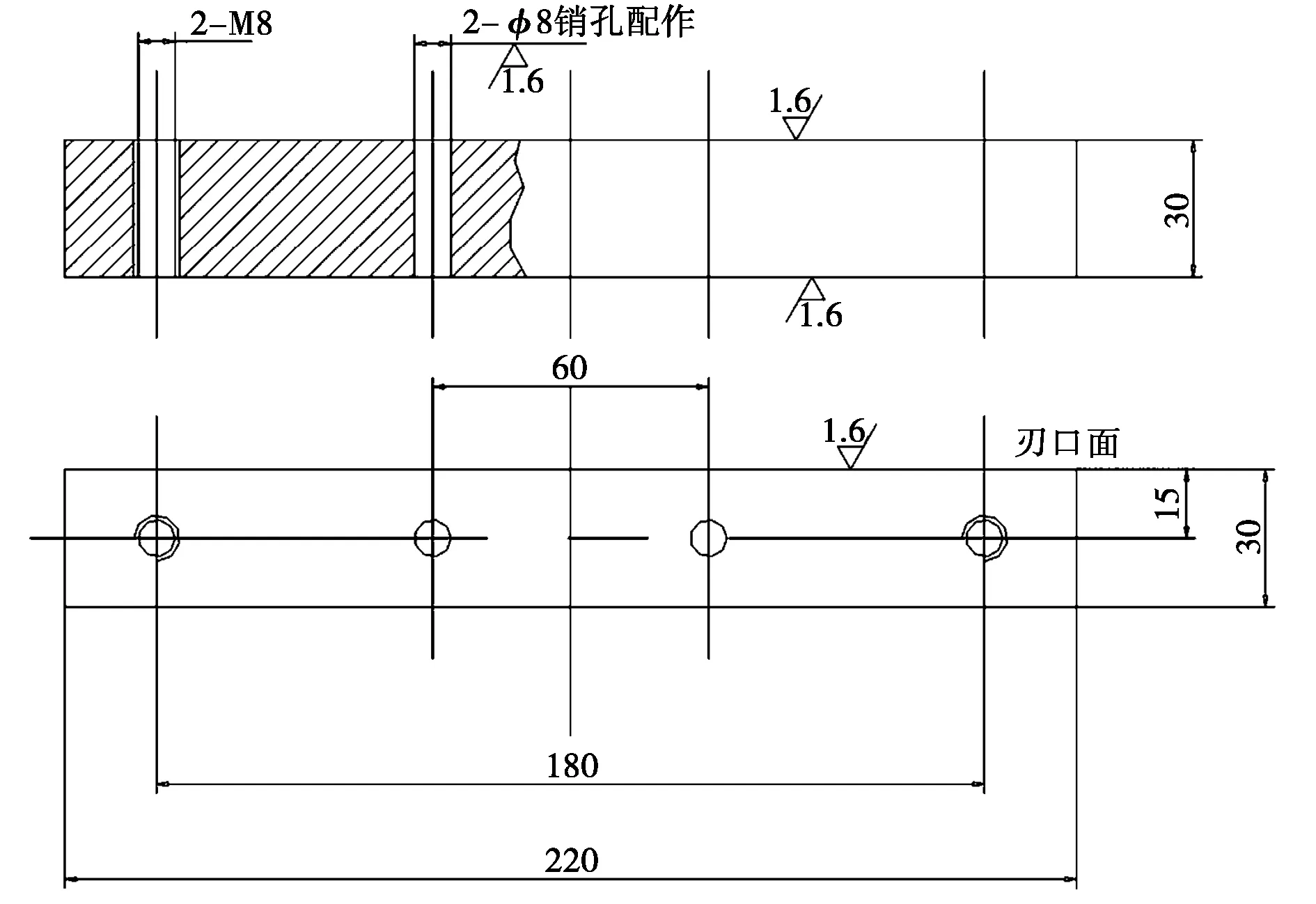
图12 下模二
3.12 夹板
夹板设计如图13所示,该零件与下模板、下模一、下模二、螺钉及锥销连接,用于将下模一、下模二夹紧。夹板材料选择45#中碳调质结构钢,经过调质处理后其具有较高的强度和较好的切削加工性,同时具有一定的韧性、塑性和耐磨性。
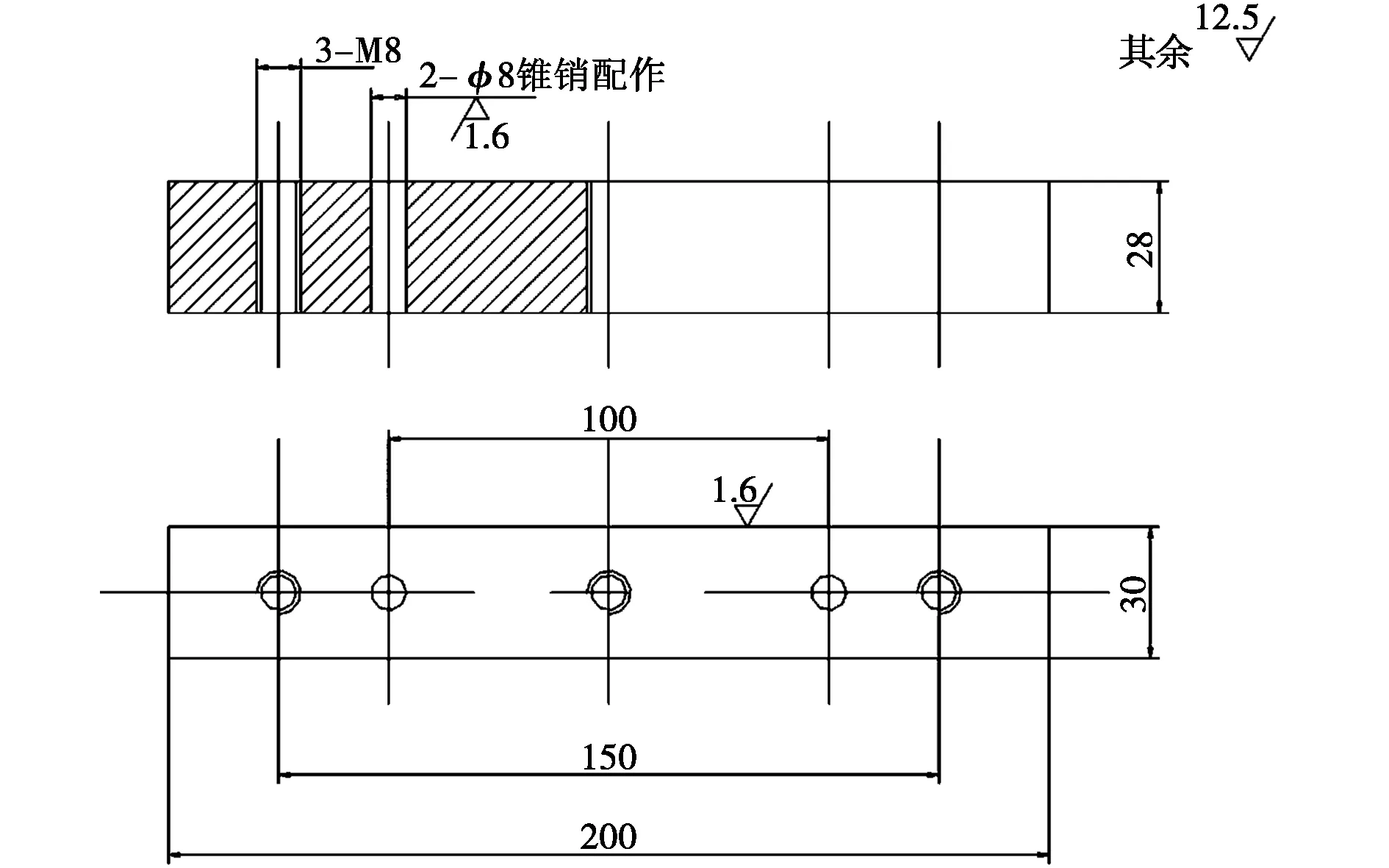
图13 夹板
4 结束语
该工装夹具投入生产使用后,不仅保证了筛网的加工要求,解决了筛网冲孔的问题,而且还降低了操作人员的劳动强度,缩短了生产周期,大大提高了生产率,保证了产品质量。
[1] 王绍俊.机械制造工艺设计手册[M].哈尔滨:哈尔滨工业大学出版社,1985.
[2] 丁松聚.冷冲模设计[M].北京:机械工业出版社,2007.
[3] 郝建秀,王伟宏.木塑复合材料在建筑模板中的应用[J].森林工程,2016,32(3):43-47.
[4] 包才庆.缸筒深孔钻模设计[J].林业机械与木工设备,2017,45(2):44-46.
(责任编辑 张雅芳)
DesignofScreenPunchingDies
ZHOUCong,SHENYi,LIXuan
(Zhenjiang Zhongfoma Machinery Co.,Ltd.,Zhenjiang Jiangsu 212016,China)
2017-04-17
周 聪(1967-),男,江苏镇江人,高级工程师,学士学位,研究方向为机械制造工艺及设备,E-mail:congzhou2004@126.com。
TH16
A
2095-2953(2017)10-0023-04