大型电机定子硅钢片装配工装装置技术分析
2017-09-28王均馗尚书鹏曹磊
王均馗+尚书鹏+曹磊
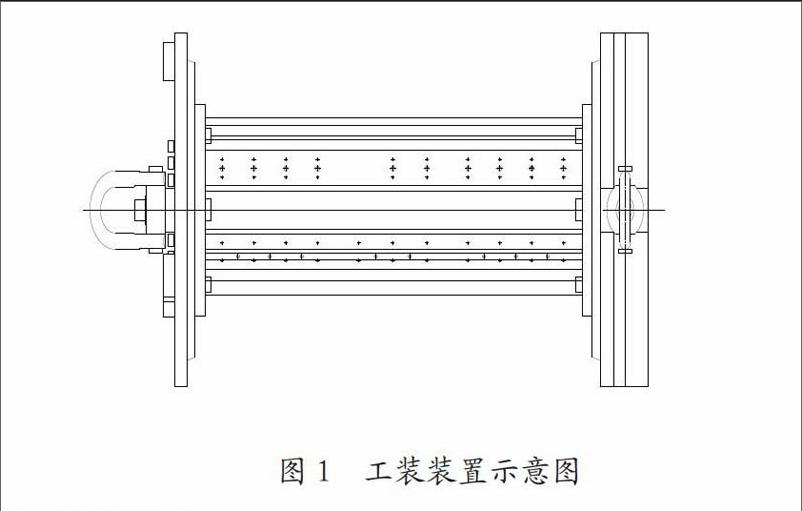
摘要大型电机定子硅钢片装配工装装置利用伸缩辐板将定子硅钢片撑紧,配合上压力机完成电机定子硅钢片总成装配,为定子进一步焊接等工作提供了基础。其基本原理是通过马达带动中心丝杠的旋转,使得装置的上、下斜块机构产生位移,推动6块带有弧板的伸缩辐板进行扩张,撑起硅钢片,保证同心度与垂直度。
关键词定子硅钢片;底座;幅板;定位轴;丝杠;驱动总成
随着核电技术的发展,对于大型电机定子硅钢片的工装要求也越来越高,定子硅钢片叠摞的好坏直接决定着电机的性能,现有的方式主要是人工进行叠摞,这种方式虽能保证一定的精度,但是对硅钢片同心校正功能较弱,硅钢片装配完毕后脱胎困难,所以传统的叠摞工装已经难以满足现在的需求。
1技术难点
1)该装置(见图1)采用可收缩膨胀的6瓣式幅板撑紧定子硅钢片内径,使其达到同心,最终定子铁心内径的直线度达到0.2mm以内。2)因为硅钢片叠放装配式從底部一点一点进行,所以该装置受交变载荷的作用,主要受力部件在材料选择、工艺方法上都要求非常高,必须使之具有高强度,高耐磨性和高使用寿命。3)因为硅钢片较薄弱,如果向外撑紧行程过大,将会造成硅钢片损坏,该机需要设有防错装置和检测装置,以确保其质量要求,组装出合格的产品。4)电机定子总成装配机结构大,精度要求高。特别是一些特殊的工艺要求和加工方法,使得设备制造难度很高。
2机械系统中主要零部件的技术分析
2.1底座
1)基本功能:(1)设备的安装基础,底平面放置在装压平台上;(2)带伸缩辐板定位轴用螺栓和底座相联接;(3)驱动总成安装在下底面上;(4)配合上盖,对以堆叠完成的定子叠片进行固定。
2)技术要求:(1)组焊件时效处理去应力;(2)受力件应具有足够的强度和稳定性;(3)上下平面平行度、平面度小于0.03;(4)在XOY平面上,螺孔,内孔,外径及槽应同轴度。垂直度和位置度要求,其中同轴度和垂直度小于0.03mm,而位置度小于0.05mm;(5)在大型精密设备上加工外径、内径、平面及槽。
2.2带伸缩辐板定位轴
1)基本功能:(1)设备的核心部件,是受力件;(2)辐板缩回时装硅钢片,辐板伸出时将硅钢片正确定位(内孔及XOY平面的角度);(3)当定子总成叠摞好后,将上盖板与其用螺栓相联接,将定子总成固定在由底座、定位轴以及上盖所形成的空间内;(4)由驱动轴(丝杠螺旋增力机构)带动锥套(楔形增力机构)实现辐板伸缩,靠丝杠正反螺旋结构,驱动轴正传时辐板伸出,反转时辐板退回。
2)系统组成:主要由丝杠、螺母、锥套1、弧板、圆筒、定位键、锥套2、斜块及伸缩辐板等组成。
3)主要技术要求:(1)外径尺寸应满足±0.01mm,圆柱度小于0.01mm,表面硬度大于HRC55;(2)两端面平行度小于0.02mm,与外径垂直度小于0.02mm;(3)辐板伸缩自如,总装调整后,辐板受力应均匀(3处),满足检测机构的检测要求;(4)构件有足够的强度、刚度、耐磨性和稳定性;(5)从端面方向看,两端18个M30螺孔,定位键,定位槽有严格的位置要求,位置度小于0.05mm,而伸缩辐板的位置度小于0.05mm。
2.3关键件的技术要求
1)圆筒:(1)材质:无缝钢管,调质HB255~280;(2)六导辐板导向槽尺寸公差、平行度及位置度公差均在0.05mm;(3)两端内孔尺寸公差,同轴度公差及垂直度公差均在0.05mm;(4)两端18个螺孔与6个导向槽的位置度(角度)应小于0.02mm。
2)伸缩辐板:(1)材质:优质碳钢,调质HN255~280,成型后表面镀硬铬;(2)厚度尺寸公差0.01,平行度公差、平面度公差、垂直度公差均在0.01;(3)6块辐板尺寸应保持一致;(4)铣T型槽尺寸公差、平行度公差小于0.02mm。
3)弧板:(1)材质:模具钢,调质HB255~280,成型后淬火HRC大于55。(2)底平面平面度公差0.01mm。(3)定位槽尺寸公差、平面度公差及垂直度公差均在0.02mm。
4)丝杠:(1)材质:合金;(2)采用矩形螺纹设计;(3)螺纹精度高于7h。
5)锥套1、锥套2及螺母:(1)材质:具有白润滑性能的合金;(2)尺寸公差、位置公差及平行度公差均在0.01mm。
2.4上盖
1)基本功能:(1)用螺栓将其与带伸缩辐板的定位轴相联接;(2)上置吊环,用以完成整体起吊运输。(3)配合底座,对以堆叠完成的定子叠片进行固定。
2)技术要求:(1)组焊件时效处理去应力;(2)受力件应具有足够的强度和稳定性;(3)上下平面平行度、平面度小于0.03mm;(4)在XOY平面上,螺孔、内孔、外径及槽有同轴度、垂直度和位置度要求,其中同轴度和垂直度小于0.03mm,而位置度小于0.05mm;(5)在精密设备上加工外径、内径、平面及槽。
3气动系统技术分析
3.1系统特点及选择理由
高精度整齐叠压大型电机定子硅钢片是生产高质量电机的关键环节之一,也是生产高质量大型电机的必备技术。该系统气动部分的主要任务是通过控制气动马达运动,使中心轴均匀膨胀,实现硅钢片高精度整齐叠放。中心轴的膨胀与缩小均是通过控制一个气动马达完成。气动马达驱动丝杆旋转从而带动中心轴膨胀与收缩运动。
该系统的主要功能是将马达功率通过联轴器、减速机传递给驱动轴(丝杠),驱动轴带动螺母、锥套使辐板伸缩,撑正硅钢片。
气动驱动系统具有如下优势:1)体积小,输出扭矩大;2)具有较高的起动转矩.能带载启动;3)结构简单,操纵方便,维修容易,成本低;4)工作安全,无电力火花,具有防爆性能,同时不受高温及振动的影响;5)可长期满载工作,而温升较小,基本无发热;6)可随时启动,停止和逆转。endprint
系統要求最后能实现定子硅钢片的高精度密集叠放,就要求必须有足够大的膨胀力推动伸缩辐板;同时在工作过程中伸缩辐板需要进行多次的往复伸缩运动,逐层地撑紧定子硅钢片,就需要驱动机构有足够的可靠性与灵活性,能够完成多次的换向运动。
根据系统的需求,考虑到气动系统有上述优势,同时参照已有工具的技术说明,选用气动部件进行驱动是合适可行的。
3.2结构与原理
气动组合原件包括过滤器、减压阀、油雾器、压力开关、残压释放3通阀(手动),其中压力开关和减压阀用以调定工作压力。换向阀采用24V双电控,3位5通,中位不供气,马达不转。空气从气动组合原件中经过后,变为经过压缩、调压的工作用气,在经过换向阀与速度控制阀进入气动马达。气动马达经由压缩空气推动发生转动,经过减速机减速,通过联轴器将运动与功率传递给丝杠,进而完成推动伸缩辐板撑紧硅钢片的任务。工作过程中,如遇到需要换向或工作完成后需要停止工作,可由残压释放3通阀进行残压释放,方便后续操作。
3.3安装与调试
1)安装。实际工作中,为了方便使用与调试,将气动马达与减速机安装于底座内。气动马达与减速机安装于底座内,底座上留有进气孔,进气孔外与速度控制阀相连接。于底座外,将气动组合元件、换向器与速度控制阀整合,置入一个单独的控制箱中,工人的操作在控制箱处完成。控制箱面板上除了压力开关、残压释放阀、换向阀和速度控制阀外,另设有不同颜色指示灯,以指示工作状态。绿灯亮时,马达正向转动;黄灯亮时,马达反向转动;红灯亮时,马达停止。
2)调试。由于硅钢片定子内侧强度较低,膨胀力过小难以实现达到高精度整齐叠放,而过大的冲击和膨胀力又会损坏定子硅钢片内侧,而气动部件难以像伺服电机一样实现细微的精确控制,所以在安装完成调试的时候,需进行大量的人工调试。调试时需要根据具体工况来计算相应的推力,进而选定气动马达的气压与减速机的减速比,要实现既能保证推力足够,能够撑紧钉子硅钢片,也能保证推力不过大,导致硅钢片损坏。
4结论
本文通过对大型电机定子硅钢片工装装置机械及气动部分进行详细分析,以及对各部件制造完毕后的安装和调试过程注意事项的阐述,可以很明了地了解该装置详细结构及加工、安装关键点,该装置加工制造难度较大,造价较高,但该装置在使用过程中可以提高硅钢片叠压效率,并使铁心硅钢片碟片后脱胎风险率降低为零,适合要求精度较高的大型定子铁心硅钢片叠装。endprint
