薄壁壳类配件的高效车削方式浅析
2017-09-18刘宇
刘宇
(大庆油田装备制造集团力神泵业有限公司,黑龙江 大庆 163311)
薄壁壳类配件的高效车削方式浅析
刘宇
(大庆油田装备制造集团力神泵业有限公司,黑龙江 大庆 163311)
薄壁类配件的加工一直是机械加工中的难点,本文以壳体衬套的加工为例子,分析了一种薄壁壳类配件的高效车削方式,旨在提高薄壁壳类配件的加工效率和加工质量。
薄壁壳;内撑装夹;高效加工
机电产品生产中,经常存在着一些刚性差、精度高的薄壁零件,其中多数为产品的关键零件。一般认为,在壳体件、套筒件、环形件、盘形件、平板件、轴类和特形件中,当零件壁厚与内径曲率半径(或轮廓尺寸)之比小于1:20时,称作薄壁零件。薄壁零件在加工中对各种影响因素十分敏感,极易产生变形,很难满足精度要求,严重影响产品质量,因而成为机械加工中的一大难题。下面以我厂经常加工的薄壁壳类配件壳体衬套为例,介绍一种能稳定高效的加工薄壁壳类配件的加工方式。
1 工件特点分析
如图1所示,我厂加工的壳体衬套是典型的薄壁壳类配件,材料为45#钢,外圆尺寸φ88.6mm+0.050,内孔尺寸φ84.80 -0.05mm,壁厚仅有1.9mm,长度却达到了208mm,同时还有≤0.05mm的同轴度要求。整个零件的尺寸精度和形位精度要求很高。该件的主要加工难点是,由于壁薄件长,很容易发生装夹变形和加工时切削力产生的零件变形,使尺寸精度和同轴度精度超差。

图1
2 原加工方式简介
原来我厂在加工壳体衬套时,采用的装夹方式是在三爪卡盘上直接夹紧(图2)。为了避免发生装夹变形和切削力变形,采用先半精车再精车的方式加工壳体衬套。在半精车时采用正常的装夹方式和加工参数,在精车时,减小卡爪的夹紧力来避免装夹变形,降低加工时的进给量和背吃刀量来降低加工时切削力产生零件变形的可能,这种加工方法有两个缺点:第一,装夹时对车工的技能水平要求很高,如控制不好装夹力度,很容易造成装夹变形。第二,由于需要先半精车再精车,整体加工效率很低,而壳体衬套的需求量又很大,容易产生生产瓶颈。
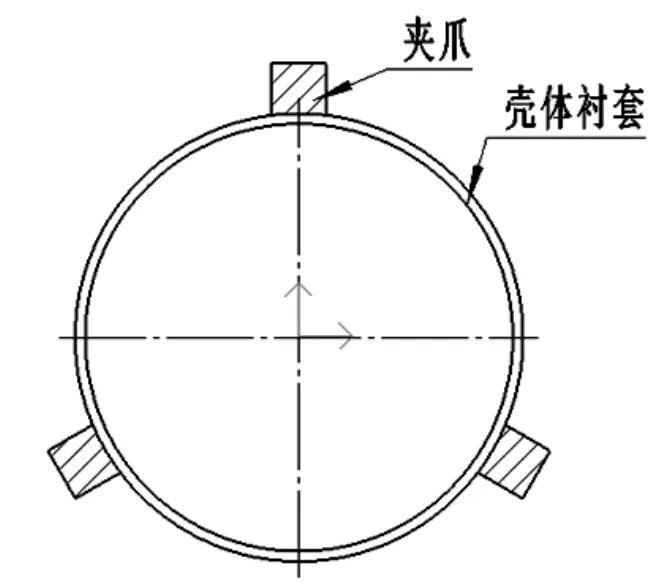
图2
3 加工方式第一次改进
为提高壳体衬套的加工质量和加工效率,我们首先从装夹方式入手,对壳体衬套的加工方式进行了改进。我们根据壳体衬套的外径尺寸,为壳体衬套专门制作了一组抱爪(如图3所示)。在装夹时,变原来的点接触为改进后的面接触,加大了装夹时的受力面积,有效的避免了装夹时壳体衬套的装夹变形,降低了装夹难度,但这次改进虽然解决了装夹变形的问题,提高了加工质量,却没解决加工时切削力产生零件变形的问题,依然需要采用先半精车再精车的方式加工壳体衬套,没有有效的提升壳体衬套的加工效率,壳体衬套的加工依然是我厂的一个生产瓶颈。
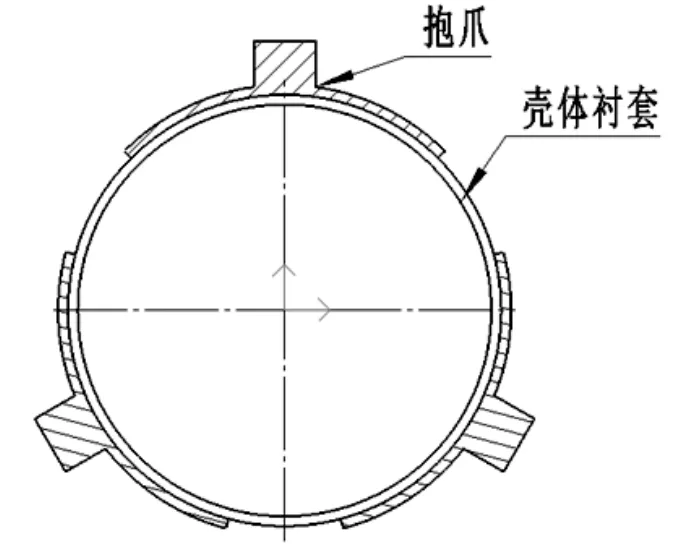
图3
4 加工方式第二次改进
为解决生产瓶颈,提高壳体衬套的加工效率,我们又对壳体衬套的加工方式进行了第二次改进,我们根据壳体衬套的形状特点,设计了一套专用装夹工装(如图4所示)。该工装为内撑设计,由涨紧块、梯形压紧块和锁紧螺母组成,涨紧块是分体结构,由两块可分离的分涨紧块组成,涨紧块的外径和壳体衬套的内径一致,梯形压紧块分主块和副块两块,其中主块有装夹部位,可以装夹在三爪卡盘上,同时主块设有锁紧轴,在装夹时,副块可以通过锁紧螺母压紧涨紧块,达到涨紧块和壳体衬套的紧密接触。在加工时,先精车壳体衬套内孔,这时壁厚较厚,可以用正常加工参数快速加工,加工好内孔后,再用该内撑装夹工装装夹,加工壳体外径,就能完成壳体衬套的高效加工了。
这次加工方式改进具有以下优点:
第一,进一步加大了装夹时的受力面积,有效的避免了装夹时壳体衬套的装夹变形,提高了加工质量。
第二,涨紧块在加工时,可以对壳体产生一个内撑力,有效的解决了加工时切削力产生零件变形的问题,改进后,取消了半精车工序,恢复了正常的进给量和背吃刀量,大幅度的提高了生产效率,解决了生产瓶颈。

图4
5 结语
该种薄壁壳类配件的加工方式能很好的防止配件加工时的装夹变形和切削力变形,达到高效高质加工薄壁壳类配件的目的。该种内撑装夹工装的设计思路,也适用于其它一些类似的薄壁类配件的加工,可以在提高加工效率的同时减少因为质量不过关造成的浪费,加工出精度越来越高,质量越来越上乘的薄壁零件。
[1]戴陆式.机床夹具设计[M].西北工业出版社,1990.
[2]周泽华.金属切削原理[M].上海科学技术出版社,1993.
H161.1
A
1671-0711(2017)09(上)-0147-02