聚丙烯装置反应器搅拌轴故障的原因分析及处理
2017-09-18陶军米孜拉夫麦麦提马斌良马彪
陶军,米孜拉夫·麦麦提,马斌良,马彪
(中国石油天然气股份有限公司独山子石化分公司,新疆 独山子 833699)
聚丙烯装置反应器搅拌轴故障的原因分析及处理
陶军,米孜拉夫·麦麦提,马斌良,马彪
(中国石油天然气股份有限公司独山子石化分公司,新疆 独山子 833699)
针对聚丙烯装置搅拌器输入短轴多次在键槽位置处开裂的问题,首先通过有限元分析发现应力集中是造成搅拌器输入短轴键槽位置发生开裂的重要原因。本文对比不同材料的化学组分,选用力学性能更好的34NiCrMo16作为输入轴的材料;采用盘铣刀加工键槽尾部,改进键槽尾部加工工艺,降低键槽尾部应力集中,修订操作卡,优化操作。现场实际使用效果证明,采取改进措施后,该输入端轴的综合使用性能大大提高。
键传动;断裂;键槽加工工艺;应力集中
键传动是机械传动中最常见的传动方式,一旦在工作中发生失效现象,轻则造成设备故障,重则造成装置停工,往往会造成很大的安全事故和经济损失。某聚丙烯装置一反应器搅拌器34-M-2001输入短轴采用双C型平键与电机输出轴联轴器相连接,另一端与搅拌器相连接,带动搅拌器工作(图1)。该搅拌器输入轴的额定转速15r/min,额定功率299kW,最大功率388kW,在使用过程中,输入短轴键槽处多次产生裂纹(图2),为了检修,整条生产线不得不停产,给乙烯厂造成了很大的经济损失。
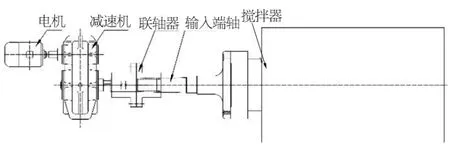
图1 搅拌器传动结构图

图2 输入短轴断裂位置图

1 原因分析
为了能够准确分析键槽开裂失效的原因,通过三维软件建立搅拌器输入短轴的三维模型,利用有限元分析软件对输入短轴进行应力分析,按照该短轴轴实际承受的额定扭矩载荷加载,所得到的输入端轴应力分布情况如图3所示。由图3可知,该轴在键槽尾部出现了明显的应力集中现象,最大应力值达到275.5MPa;该应力集中位置与实际裂纹出现位置基本一致,说明出现裂纹的原因为该轴键槽尾部应力超过了材料的剪切强度。结合生产实际情况,分析认为有三种原因造成应力超过许用应力强度。

图3 输入端轴有限元应力分布云图
1.1 工艺波动,搅拌器中粉料结块
由于生产工艺波动,搅拌器内部存在硬质块料(图4 ),搅拌器扭矩不稳定,经常性的出现高负荷高扭矩的现象,严重时造成搅拌器桨叶损坏(图5)。这种搅拌器交变扭矩变化和瞬间超负荷,在轴键槽尾部应力集中处产生较高的应力,超过许用强度,出现疲劳裂纹,最后断裂。
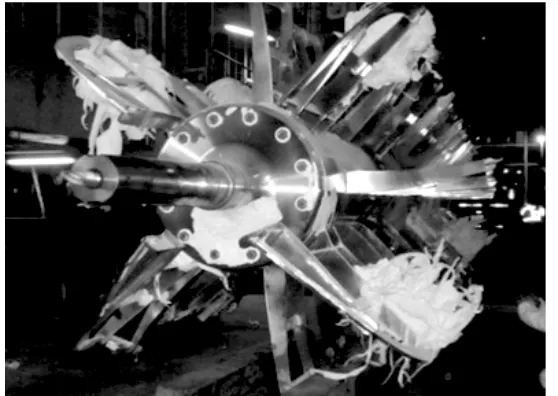
图4 搅拌器叶片挂料

图5 搅拌器桨叶断裂破损
1.2 选材不合适,材料力学性能低
搅拌器输入短轴材质选用的是34CrNi3Mo,这种材料为中碳铬镍钼合金调质炮管钢,主要用于重型机械中承受高负荷及大尺寸的部件,如高负荷传动件、紧固件、曲轴等,查阅相关技术手册,34CrNi3Mo中Cr含量为0.70%~1.10%,Ni含量为2.75%~3.25%。众所周知,Cr元素可以提高钢的淬透性,并有二次硬化作用;Ni元素可以提高材料的塑性及韧性,此次输入短轴键槽产生裂纹,一是因为强度不够,二是因为韧性不好,需要选择Cr、Ni含量更高的材料作为输出短轴的原材料。
1.3 材料几何结构的不连续是造成应力集中的重要因素
现场输入短轴键槽几何外形不连续,造成此处应力集中,使输入轴产生疲劳裂纹。有限元分析也证实了应力集中这个问题。为避免应力集中造成的输入短轴破坏,必须采取有效措施来改善轴件外形。
2 优化改进方案
根据输入短轴键槽开裂的原因,有针对性的采取以下改进优化方案。
2.1 优化工艺操作,保证设备平稳运行
反应器34R2501会根据市场情况生产不同牌号的产品,主要产品牌号为K9928、T4401、K8003、K9928H和K9930H,不同产品所用的催化剂不同,反应所要求控制的温度不同,因为降本增效,生产用的进口催化剂改用国产催化剂,国产催化剂性能不稳定,员工操作经验少,在连续转产过程中,会由于操作不当造成反应器达到粉料暴聚温度(图6 ),形成粉料结块。不同牌号转产过程中,反应器34R2501注氧抑制反应,34R2501负荷快速下降,造成34R2501乙烯丙烯比升高(图7),反应器结块。在生产过程中,反应器产率比居高不下,会因为高产率比导致反应器产生大量高乙烯含量块料。因此车间重新修订操作卡,加强培训,严格控制反应器反应温度;牌号转产时,严格控制注氧量,通过控制反应器负荷下降速度来调控乙烯丙烯比;控制合适的产率比,避免长时间的高产率比。
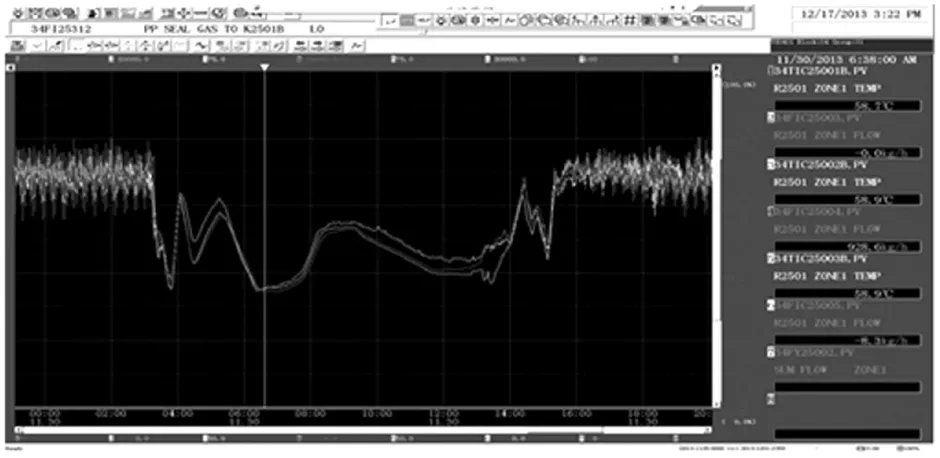
图6 11月30日34R2501温度波动曲线

图7 11月30日34R2501乙烯丙烯比波动曲线
2.2 选用力学性能更好的材料
虽然34CrNi3Mo是力学性能比较好的中碳合金调质钢,目前国内还有一种合金钢材料34NiCrMo16适合用于轴零件制作,对比两种材料化学元素含量(表1),34NiCrMo16的Cr含量和Ni含量比34CrNi3Mo高,Mn含量低。锰元素虽然能够细化珠光体组织以改善钢的力学性能,但其有增加晶粒粗化和回火脆性的不利倾向。根据工件的实际尺寸,通过实验检测两种材料的力学性能(表2),发现34NiCrMo16的综合力学性能要优于34CrNi3Mo的综合力学性能。因此通过选用34NiCrMo16来尽可能的提高输入短轴的综合力学性能。
2.3 改进键槽尾部加工工艺
几何形状的不连续是导致应力集中重要的原因,因此通过改进加工工艺,选用盘铣刀代替面铣刀,键槽宽度为50.8mm,采用标准R25的盘铣刀加工键槽。通过有限元软件进行分析,发现用盘铣刀加工的键槽尾部应力集中情况明显优于面铣刀加工的键槽尾部情况;应力最大值为224.24MPa,应力最大值降低了18.7%。

表1 34CrNi3Mo和34NiCrMo16化学成分对比

表2 34CrNi3Mo和34NiCrMo16机械性能对比
2.4 将键传动改造成锥套传动
经过有限元分析,可以发现不论是改变键槽结构还是改进键槽加工工艺,都不可避免的在键槽处产生应力集中,为了彻底消除输入短轴键槽处的应力集中,必须改变传动结构。
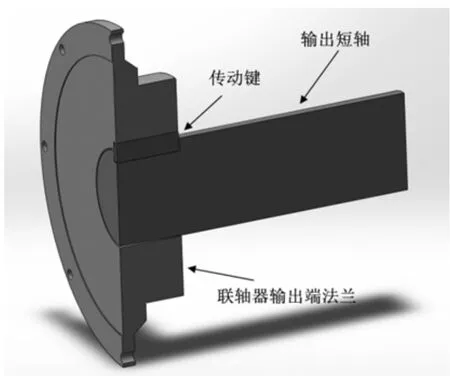
图8 改造前的键传动

图9 改造后的锥套传动
图8所示为改造前的键传动方式,图9为改造后的传动方式,我们将联轴器输出端法兰套管部分消薄,设计一个配套的锥形套,通过锁紧环、锥套使得联轴器输出端法兰套管部分变形,抱紧输入短轴,通过周向摩擦力进行传动(图9)。这种锥套传动结构克服了轴几何不连续造成的应力集中,提高输入短轴的使用寿命。
3 结语
该输入短轴键槽处出现裂纹现象主要原因是原设计不合理造成的,通过材质、键槽加工工艺、生产操作、传动结构等4个方面的改进,可以提高输入短轴的使用寿命,目前通过对旧轴采用新的加工工艺进行键槽修复,根据优化后的操作卡进行生产操作,取得了良好的使用效果,使用寿命从3个月延长到10个月,新购传动轴采用新的材质和锥套传动结构。
[1]陈龙,文湘隆,丁国平.基于有限元分析的轴的设计[J].现代机械,2005(11):36-37.
[2]李妍缘,赵兴明,郭宏亮.高速齿轮轴失效原因分析[J].机械传动,2009,33(5):79-80.
[3]张展,邵钰钫,曾建峰.齿轮常用材料与热处理[M].北京:机械工业出版社,2013:56-57.
[4]屈晔晟.ZSY450型硬齿面减速器高速齿轮轴加工工艺的改进[J],机械管理开发,2003(02):54.

TQ052
A
1671-0711(2017)09(上)-0128-03