钢轧辊自动埋弧堆焊的技术实践
2017-09-16严文祥
严文祥
摘要:轧辊堆焊在堆焊领域中有很大比重,几乎所有的大、中型钢厂都有轧辊堆焊能力,还有许多研究单位、焊接材料公司等研制和生产有关轧辊堆焊的材料、设备和工艺。被堆焊的轧辊大多是已经磨损而不能使用的废旧轧辊,轧槽表面除了有铁锈、油污外,往往有轧制时造成裂缝和龟裂。采用堆焊技术修复这些废旧轧辊具有重大的经济效益。
关键词:钢轧辊;焊接;工艺技术
钢轧辊的自动埋弧堆焊工艺过程包括:
(1)钢轧辊堆焊前必须进行表面清理;
(2)经过表面清理的轧辊放入轧辊预热炉中经过一定时间的预热;
(3)在轧辊达到一定的温度后进行钢轧辊的自动埋弧轧辊;
(4)对堆焊完成的轧辊进行轧辊层的外观质量检验;
(5)对轧辊进行缓冷;
(6)轧辊在使用前进行车削加工。
一、轧辊堆焊的车削加工
为了保证轧辊堆焊层质量,提高轧辊堆焊效率,在堆焊前必须做好轧辊的表面清理工作。堆焊前钢轧辊要进行适当的车削,目的是将轧槽工作表面上的裂缝、龟裂全部车除。对于无裂纹外,要除去工作表面的铁锈和油污等。在车削中如发现个别的深孔砂眼,需要用电钻或砂轮将砂眼钻深及扩大,并用手工电弧焊补焊。轧辊堆焊前车削加工的原则是消除轧辊表面的任何缺陷。
轧辊堆焊前的车削加工的车削量,新轧辊应根据图纸尺寸将轧辊直径车小8~12mm,以保证堆焊后的轧辊工作表面处于堆焊层的三层以上。
由于堆焊能使轧辊工作直径始终处于某一定值,这就改变了过去那种轧辊工作直径从最大直径、经过几次车削到最小直径的惯例。对轧辊工作直径的选定应根据轧钢机调整的方便,与轧辊孔型设计人员协商制定。轧辊的轧槽在堆焊前车削加工中应考虑在堆焊过程中防止夹渣的问题。加工部分要求没有小于90°的锐角,以防液态金属和溶剂的流失。也不允许车削后的轧槽有较薄的部分,防止轧槽在堆焊过程中出现局部过热。
二、轧辊堆焊前预热
采用合金钢焊丝对轧辊进行堆焊时,堆焊前的预热是防止堆焊金属产生裂缝的最有效的措施。焊前预热能减小堆焊层金属的结晶偏析,减小热应力的产生。轧辊堆焊前预热可使基体金属在马氏体相变临界温度以上进行比较充分的分解,能避免堆焊层金属的淬硬倾向,防止堆焊焊缝及热影响区产生裂纹。
目前轧辊堆焊采用的焊丝一般为2Cr13、3Cr13、30CrMnSiA、3Cr2W8V、3Cr5MoSi、3Cr2W4Mn等合金焊丝。在堆焊过程中,当堆焊金属相变临界温度有较大温差时,会产生较大的应力。在热状态或冷却时,如果应力总和大干堆焊层金属的内在结构力时,堆焊层金属就会产生裂纹。軋辊堆焊前预热和焊后缓慢冷却,造成堆焊层金属与基体金属平衡膨胀和收缩,可防止产生裂纹。
三、轧辊堆焊的工艺参数及操作要点
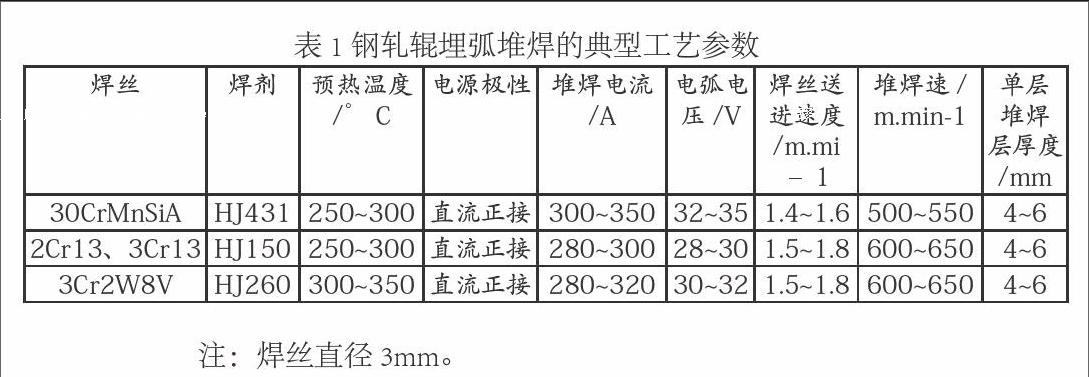
合理确定轧辊堆焊工艺参数的基本要求是:电弧燃烧稳定、堆焊焊缝成形良好、电能消耗最小、生产效率最高。钢轧辊埋弧堆焊的典型工艺参数见表1。
表中所列数据是在小电流、低电压、薄层多次堆焊情况下得到的。由于采用小电流和较快的堆焊速度,焊丝中的合金元素在电弧的高温作用下烧损较少,堆焊焊缝的熔透深度较浅。又应采用薄层多次的堆焊方法,保证了轧辊轧槽表面的堆焊层金属具有需要的化学成分、硬度及金相组织。
注:焊丝直径3mm。
采用“小电流、低电压、薄层多次”堆焊方法时,电弧电压不能太低或太高。如果电弧电压高了,虽然对引弧有利,但是在整个堆焊过程中将出现高低不平、脱渣困难,影响堆焊层质量。如果电弧电压太低,又会造成引弧困难,在堆焊过程中容易熄弧。堆焊层金属和轧辊基本金属不能很好的焊合,造成堆焊层剥落。所以电弧电压应控制在适当的范围之内。
钢轧辊自动埋弧堆焊的操作要点如下:
(一)轧辊中心、焊丝位置及焊丝倾角
钢轧辊埋弧堆焊过程中,应把焊丝从轧辊顶点位置移向与回转方向相反的一边,与轧辊纵轴的交角约5°。这样可以避免堆焊熔池中的液体金属和熔渣的流失破坏堆焊焊缝成形。为了确定焊丝从轧辊中心顶点向回转方向相反的一边移开的距离L,应知道堆焊熔池的长度,以便用熔池长度控制移开的距离。焊丝移开轧辊中心顶点的距离,可用经验方法求得,即L=5%D,其中D为轧辊直径(mm)。
(二)堆焊焊缝的节距及堆焊行走速度
堆焊焊缝的节距是指相邻两条螺旋焊缝的重叠间隙。埋弧堆焊焊缝的节距大小,除了影响堆焊层表面平整外,还影响堆焊层金属堆焊化学成分的均匀性及熔合比。在钢轧辊自动埋弧堆焊中,常采用的方法是减少堆焊堆焊节距,降低基体金属在堆焊层中的比例。
四、各类轧辊的堆焊技术
(一)平面轧辊的堆焊
平面轧辊一般按螺旋线堆焊三层以上,达到堆焊尺寸要求就可以了。堆焊尺寸要求除了实际需要的堆焊量外,还包括加工余量、焊缝热胀冷缩的余量(这一部分余量一般约为4mm)。埋弧堆焊时,如第一层从左向右堆焊,第二层应从右向左堆焊,第三层同第一层方向相同,以后各层依次类推。但是,堆焊到轧辊边缘处时,可能发生熔渣及液态金属流失,造成堆焊层淌瘤。实际生产中可采用下述三种方法防止。
(1)在距轧辊边缘20~50mm的地方开始堆焊,以稳定的工艺参数沿轧辊长度方向往复进行多层螺旋形焊缝的堆焊,直至堆焊层达到尺寸要求。这种方法在距轧辊边缘有一段距离不使用的情况下使用。
平面轧辊堆焊时,堆焊焊缝节距不能过大,节距过大造成堆焊层表面不平整,堆焊层金属化学成分不均匀,堆焊焊缝中的含碳量增加;但堆焊焊缝节距过小容易造成叠积或未熔透。
(2)安装引出环。选用厚度8~10mm、宽度50~80mm的低碳钢带卷成引出环,该引出环用手工电弧焊预先在轧辊辊身的端面上(也可用固定螺丝紧固在辊颈上)。在距离引出环边缘25mm处开始引弧,电弧引燃后即开动埋弧焊小车,并把小车的行走速度调节到堆焊焊缝节距6~8mm,以稳定的工艺参数沿轧辊长度方向堆焊。当堆焊至轧辊另一端时,要堆焊过引出环边缘25mm,再堆焊第二层。endprint
这种方法在平面轧辊的辊身要求全部堆焊、辊身直径与轧辊颈直径相差较大的情况下采用。
(3)加金属软管法。采用几根直径大小不同的金属软管,在辊颈处重叠起来,托住熔融焊剂和液态金属,这种方法使用方便、操作灵活,适用于不同轧辊直径相差较大的情况下采用。應用这种方法时还必须注意两点:
a金属软管的重叠高度不能超过轧辊辊面,一般低于轧辊辊面3~5mm,堆焊端面时应时刻注意不能使金属软管滑动;
b注意引弧位置,一般距轧辊端部3~5mm处引弧。这时堆焊焊缝正好包住轧辊的边缘。
(二)带箱形孔和其他异形孔辊的堆焊
堆焊带有轧槽的轧辊比堆焊平面轧辊更困难。埋弧堆焊这种带有轧槽的轧辊时在操作上应注意以下几点。
(1)带有箱形孔、菱形孔、椭圆孔及其他异形孔的堆焊操作顺序。
a箱形孔的埋弧堆焊顺序有两种。一是先把机头倾斜一定的角度,堆焊箱形孔槽底圆弧,使其达到要求的尺寸:接着把机头调整到垂直于轧辊平面,堆焊箱形孔槽底;然后焊机机头以相反方向倾斜一定的角度堆焊箱形孔的两个侧壁。二是机头垂直于辊身平面的位置堆焊箱形孔的槽底平面,留出槽底的两端圆弧,然后机头倾斜一定的角度堆焊箱形孔两端槽底圆弧最后轧辊倾斜一定的角度,机头也以相反方向倾斜一定的角度堆焊箱形孔两个侧壁。
b菱形孔埋弧堆焊顺序。堆焊菱形孔或椭圆孔时,工装和机头倾斜一定的角度,从菱形孔的顶角圆弧处开始堆焊,逐渐向菱形孔开口处堆上去,这样反复多次,直至达到要求的堆焊层尺寸。
c堆焊槽钢异形孔时,先将轧辊工装向右(或左)倾斜10°左右,焊机机头倾斜50左右。从槽孔左半边(或右半边)的槽底圆弧处堆起,逐渐向槽底凸起中心推起,直至达到规定的堆焊尺寸。最后在放大一些堆焊机头的转动角度,进行槽钢异形孔两个侧壁的堆焊。
(2)埋弧堆焊槽孔侧壁时,除了堆焊工装和埋弧焊机头需要倾斜一定的角度外,还应适当降低堆焊电流及电弧电压。一般降低值为平面堆焊时电流、电压的10%左右。因为在堆焊箱形孔、菱形孔及其他异形孔时,侧壁温度不易向外发散,堆焊层熔融金属冷却缓慢,容易造成流淌。
(3)堆焊箱形孔、菱形孔及其他异形孔时,需用金属软管托住熔融金属和焊剂,不使其流失。这样埋弧焊剂可以形成一定厚度,防止流淌或堆焊层金属产生气孔。
(4)堆焊异形孔时,当切槽深度小于100mm、槽孔宽度大于30mm时,可正常进行堆焊。当切槽过深、槽宽窄小时,应在轧辊粗车削时预先把槽宽车大。堆焊时待堆焊深度达到尺寸要求,再堆焊槽孔宽度。
五、轧辊堆焊后的缓冷
轧辊堆焊后的冷却应当是缓慢又均匀的冷却,以使由于堆焊层金属收缩和加热不均匀引起的内应力最小。堆焊后轧辊的缓冷有以下几种方法。
(1)装入缓冷坑。简易的缓冷坑是在地面下用水泥砌一个坑,上面有绝热材料制成的盖。坑内一般可防入干燥的黄砂、石灰、稻草灰等。
(2)装入保温炉。有轧辊预热、保温的地方,利用轧辊加热后的炉子预热,并将堆焊完毕的轧辊装入炉内,随炉冷却。堆焊后的轧辊应立即进行缓冷,冷却至100℃左右出炉,然后进行机械加工。至于缓冷时间,主要是以轧辊的体积为依据。对于质量小于1.5吨的轧辊,缓冷时间应在12h以上;对于质量在3吨以上的大轧辊,要求缓冷时间应在40h以上;
六、结论
通过多年的技术实践证明,钢轧辊自动埋弧堆焊是可行的,而且被堆焊的轧辊大多是已经磨损而不能使用的废旧轧辊,我们对这些废旧轧辊采用堆焊技术进行修复,经过循环利用,废旧轧辊变废为宝,给企业产生了重大的经济效益。endprint
